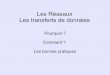
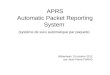
Séquentiel DM pour le 29/4/2010 PTSI Encaisseuse de paquets de bonbons Page 1/3 ENCAISSEUSE DE PAQUETS DE BONBONS L’étude porte sur la commande d’une machine intervenant dans la ligne de conditionnement de bonbons. Dès l'opération de papillotage terminée, les bonbons sont acheminés par bac jusqu'à la ligne de conditionnement (voir fig.1), puis déversés en vrac dans une trémie pour être acheminés par goulottes vibrantes jusqu’à la zone de pesage. Une fois le poids atteint (opération réalisée en continu !), ils sont transportés par un convoyeur à godets jusqu'à l'ensacheuse où les bols sont vidés. Les sachets ainsi formés sont mis en carton de 3 couches de 4 sachets chacune (voir fig. 2). Le carton plein est ensuite pressé, fermé par ruban adhésif puis mis en palette. FIG. 1 Synoptique de conditionnement des bonbons La cadence théorique de production de l'ensemble des machines constituant la ligne de conditionnement est de 65 à 72 sachets/mn. La cadence de l'encaisseuse n'est actuellement que de 55 à 60 sachets/mn et constitue un ralentissement pour la chaîne. Une augmentation des performances des constituants opératifs et surtout une analyse plus fine de la commande sont les deux solutions permettant d’améliorer les performances de cette machine. FIG. 2 Carton plein en 3 couches de 4 paquets de bonbons L'objectif est donc d’assurer l'encaissage de paquets de bonbons en continu et en temps minimal, compte tenu de l'ensemble des contraintes sur le produit, le procédé et les moyens.
ENCAISSEUSE DE PAQUETS DE BONBONS Ltude porte sur la commande
dune machine intervenant dans la ligne de conditionnement de
bonbons. Ds l'opration de papillotage termine, les bonbons sont
achemins par bac jusqu' la ligne de conditionnement (voir fig.1),
puis dverss en vrac dans une trmie pour tre achemins par goulottes
vibrantes jusqu la zone de pesage. Une fois le poids atteint
(opration ralise en continu !), ils sont transports par un
convoyeur godets jusqu' l'ensacheuse o les bols sont vids. Les
sachets ainsi forms sont mis en carton de 3 couches de 4 sachets
chacune (voir fig. 2). Le carton plein est ensuite press, ferm par
ruban adhsif puis mis en palette.
FIG. 1 Synoptique de conditionnement des bonbons
La cadence thorique de production de l'ensemble des machines
constituant la ligne de conditionnement est de 65 72 sachets/mn. La
cadence de l'encaisseuse n'est actuellement que de 55 60 sachets/mn
et constitue un ralentissement pour la chane. Une augmentation des
performances des constituants opratifs et surtout une analyse plus
fine de la commande sont les deux solutions permettant damliorer
les performances de cette machine.
FIG. 2 Carton plein en 3 couches de 4 paquets de bonbons
L'objectif est donc dassurer l'encaissage de paquets de bonbons en
continu et en temps minimal, compte tenu de l'ensemble des
contraintes sur le produit, le procd et les moyens.
Squentiel DM pour le 29/4/2010
PTSI Encaisseuse de paquets de bonbons Page 2/3
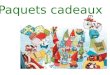
La figure 3 prsente la solution technologique retenue.
L'ensemble tudi comporte cinq sous-ensembles : un tapis
d'alimentation fonctionnant en continu un toboggan 2 positions
(droite et gauche) un ensemble de mise en couche de 4 sachets
constitu de deux pelles et d'une guillotine un systme d'amenage de
cartons vides prforms et d'vacuation de cartons pleins un systme de
pressage de cartons pleins.
FIG. 3 Schma de l'encaisseuse de paquets de bonbons Les paquets
de bonbons arrivent en continu, de l'ensacheuse, sur le toboggan
positionn gauche ou droite. Le sachet descend par gravit sur le
toboggan pour se placer l'avant de la pelle. Le sachet suivant est
positionn sur l'arrire par l'intermdiaire de la guillotine
pralablement descendue. Le toboggan est ensuite bascul pour
renouveler la formation d'une couche sur l'autre pelle (la
formation d'une couche dbutant arbitrairement droite). Durant cette
opration, la pelle pleine peut "larguer" ses 2 sachets de bonbons
dans le carton situ en dessous. La formation de 3 couches de 4
sachets termine, un carton vide prform est amen et le carton plein
est vacu pour tre press puis ferm.
Squentiel DM pour le 29/4/2010
PTSI Encaisseuse de paquets de bonbons Page 3/3
Face aux solutions techniques retenues, un recensement complet
de toutes les fonctions raliser conduit une partition en huit tches
dcrites dans le tableau suivant : Tches Description T1 Slectionner
les sachets droite (mettre le toboggan droite) T2 Slectionner les
sachets gauche (mettre le toboggan gauche) T3 Former la couche
droite (mettre 2 sachets sur la pelle droite) T4 Former la couche
gauche (mettre 2 sachets sur la pelle gauche) T5 Vider la pelle
droite ("larguer" les 2 paquets de bonbons de la pelle droite dans
le carton) T6 Vider la pelle gauche ("larguer" les 2 paquets de
bonbons de la pelle gauche dans le carton) T7 Amener un carton
prform sous l'encaisseuse avec vacuation simultane du carton plein
T8 Presser le contenu du carton plein Question 1 : Complter
l'analyse des antriorits entre ces tches avec un souci
doptimisation du temps de cycle de l'encaissage de paquets de
bonbons, en utilisant soit une reprsentation graphique soit un
tableau de la forme suivante : TACHE DEBUT SI JUSQUA ALORS AUTORISE
T5 Fin T3 ET [3 couches non
empiles droite OU (3 couches empiles droite ET fin T7)]
Pelle droite vide T3
T6 Fin T4 Pelle gauche vide T4 ET T7 si 3 couches empiles
gauche
Question 2 : Reprsenter le grafcet de coordination des tches
correspondant la commande de cette machine (la situation initiale
de ce grafcet n'est pas prciser).