Embed Size (px)
Citation preview
LOGISTIQUE INTERNE
Le rapport objectif entre
gains d’espace &
retour sur investissement (R.O.I.)
Un livre blanc Syleps www.syleps.com
Comment optimiservos espaces existantspour atteindre le JUSTE STOCKet gagner en rentabilité ?
www.syleps.com | [email protected] ZI de Keryado - 31 rue du Gaillec - BP 2834 LORIENT Cedex - FRANCE Tél : +33 (0)2 97 88 02 02 | Fax : +33 (0)2 97 37 41 06
sPéCIALIsTE dEs PROCEss INTRALOGIsTIquEs automatisés & informatisés
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com
p.01
p.02
p.03
p.11
p.15
p.19
p.27
p.28
p.29
p.31
L’évolution des modes de consommation
L’évolution des modes de distribution
L’évolution du schéma de production
Conclusion
Performance optimale = Stock optimal
Principaux facteurs de dégradation de marge de la zone critique
Réajustement du PIC (Plan Industriel et Commercial) de la Supply Chain
Travail en juste à temps
Changement de principe de stockage
Surface supplémentaire provisoire
Occupation de couloir ou de surface de production
Extension de bâtiment ou construction neuve
Externalisation de prestation
Renégociation fournisseurs ou flux tendus
Etude de cas N°1 : désengorgement de la zone d’expédition
Etude de cas N°2 : optimisation de la gestion des flux
Introduction
Executive summary
Les principaux facteurs consommateurs de surfaces
Manque ponctuel de surface utile : impact sur la rentablité
Les paliatifs usuels et leurs conséquances
Quelques études de cas & calcul de R.O.I.
Conclusion
Sources
Glossaire
Annexes
1
2
3
4
5
6
7
8
9
p.04
p.05
p.09
p.10
p.11
p.12
p.15
p.15
p.16
p.17
p.17
p.17
p.18
p.18
p.19
p.24
SOMMAIRE
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 01
INTRODUCTION1
La gestion de la chaîne logistique est plus que jamais au centre des préoccupations des entreprises. Qu’elles soient PME ou grands groupes multinationaux, les années de « crise » qu’elles traversent depuis 2008 ont transformé l’optimisation de la gestion des flux en un enjeu prioritaire.
Un simple coup d’œil à la définition du Besoin en Fonds de Roulement (BFR) fait ressortir la « valeur » des stocks dans ce calcul. Pour gagner en trésorerie, les entreprises doivent réduire leur BFR. Pour réduire leur BFR, ces mêmes entreprises, doivent optimiser leurs stocks, d’où la volonté clairement affichée de tout mettre en œuvre pour réduire les stocks sans pour autant diminuer le niveau du service rendu au client.
L’objectif principal de ce livre blanc est de sensibiliser le lecteur sur l’importance du « juste stock » dans le processus industriel. Cette notion est directement liée à un volume et non à une surface de stockage, comme nous l’entendons encore très souvent dans les discussions avec les acteurs industriels. Cette prise de conscience n’est pas toujours naturelle car elle se dévoile progressivement, au fur et à mesure des évolutions des demandes clients, de la croissance de l’entreprise, de l’augmentation de son offre produits, etc.
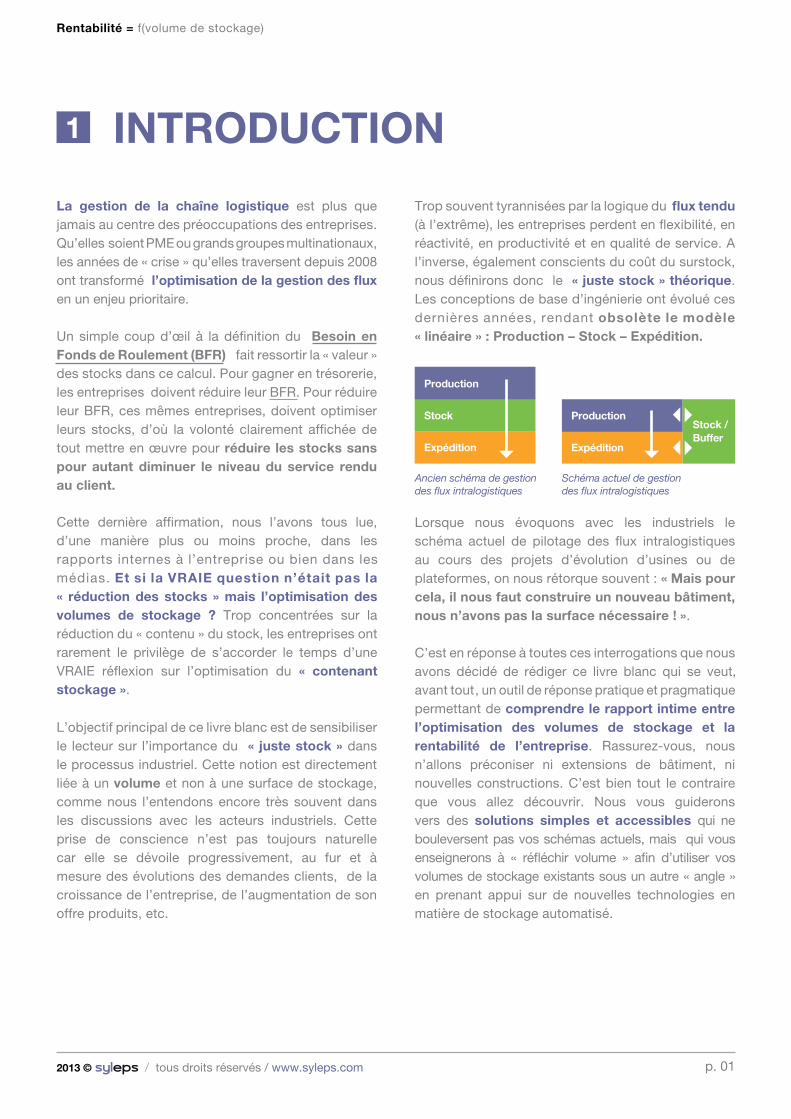
Trop souvent tyrannisées par la logique du flux tendu (à l’extrême), les entreprises perdent en flexibilité, en réactivité, en productivité et en qualité de service. A l’inverse, également conscients du coût du surstock, nous définirons donc le « juste stock » théorique. Les conceptions de base d’ingénierie ont évolué ces dernières années, rendant obsolète le modèle « linéaire » : Production – Stock – Expédition.
Lorsque nous évoquons avec les industriels le schéma actuel de pilotage des flux intralogistiques au cours des projets d’évolution d’usines ou de plateformes, on nous rétorque souvent : « Mais pour cela, il nous faut construire un nouveau bâtiment, nous n’avons pas la surface nécessaire ! ».
C’est en réponse à toutes ces interrogations que nous avons décidé de rédiger ce livre blanc qui se veut, avant tout, un outil de réponse pratique et pragmatique permettant de comprendre le rapport intime entre l’optimisation des volumes de stockage et la rentabilité de l’entreprise. Rassurez-vous, nous n’allons préconiser ni extensions de bâtiment, ni nouvelles constructions. C’est bien tout le contraire que vous allez découvrir. Nous vous guiderons vers des solutions simples et accessibles qui ne bouleversent pas vos schémas actuels, mais qui vous enseignerons à « réfléchir volume » afin d’utiliser vos volumes de stockage existants sous un autre « angle » en prenant appui sur de nouvelles technologies en matière de stockage automatisé.
Ancien schéma de gestion des flux intralogistiques
Schéma actuel de gestion des flux intralogistiques
Production
Stock
Expédition
Production
Expédition
Stock /Buffer
Cette dernière affirmation, nous l’avons tous lue, d’une manière plus ou moins proche, dans les rapports internes à l’entreprise ou bien dans les médias. Et si la VRAIE question n’était pas la « réduction des stocks » mais l’optimisation des volumes de stockage ? Trop concentrées sur la réduction du « contenu » du stock, les entreprises ont rarement le privilège de s’accorder le temps d’une VRAIE réflexion sur l’optimisation du « contenant stockage ».
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 02
EXECUTIVE SUMMARY2
Si vous avez accordé une minute à la lecture de la page précédente, vous savez à présent que nous n’allons pas vous convaincre d’investir dans des extensions de plateforme ou dans la construction de nouveaux bâtiments. Passer de l’ancien schéma de gestion des flux intralogistiques au nouveau modèle dans lequel la fonction stockage est entièrement revue et automatisée moyennant un « juste investissement » est dorénavant possible grâce au lancement d’une nouvelle génération de systèmes de stockage appelés « systèmes de stockage automatisés à navettes multi-niveaux »..
Dans un bâtiment existant, la surface de stockage est considérée comme une contrainte « fataliste ». Les
conséquences d’un manque de surface sur la rentabilité de l’entreprise peuvent s’avérer dangereuses et avoir des répercussions importantes en termes de perte de capacité de production, de limitation à l’accès aux marchés qui exigent la commercialisation de nombreuses références produits et de détérioration du service client.
Dans la première partie de ce document, nous allons donc nous intéresser aux facteurs consommateurs de surfaces car ils sont tout simplement à l’origine des problématiques d’optimisation de la fonction stockage au sens large du terme. Nous verrons ainsi comment l’évolution des modes de consommation a impacté les schémas de distribution et de production traditionnels en obligeant tous les acteurs du monde logistique à revoir leur copie.
Après ce tour d’horizon, nous découvrirons les différentes conséquences d’un manque ponctuel de surface sur la rentabilité de l’entreprise. A ce titre, la performance globale de l’entreprise peut en pâtir à travers la dégradation de la productivité, l’inaccessibilité aux marchés qui exigent un nombre de références produits
al ,nosiarvil ed sdrater te stiudorp serutpur sel ,tnatropmidétérioration du taux de service ainsi que de l’ambiance de travail (découragement, démotivation, absentéisme).
Face à un constat de dégradation du niveau global de la rentabilité de l’entreprise, plusieurs types de solutions sont généralement mis en place pour pallier au manque ponctuel de surface. Le spectre de ces solutions va du réajustement du Plan Industriel et Commercial (PIC) au changement du principe de stockage en passant par l’extension / construction de bâtiment, voire même l’externalisation de la fonction stockage. Au final, aucune de ces solutions ne se révèle viable, car génératrices de peu de gains de productivité, coûteuses et lourdes à déployer.
A la recherche d’un nouveau type de solution, nous balayerons, dans l’avant dernier chapitre de ce livre blanc, un nouveau mode de conception de la fonction stockage qui associe une utilisation rationnelle des volumes disponibles à un outil intelligent
novateur de pilotage des stocks. Cette nouvelle forme d’automatisation des volumes de stockage dans les bâtiments existants affiche, de surcroît, un investissement « ultra-léger », 5 fois inférieur à une solution de type « construction / extension bâtiment ». La naissance d’une nouvelle famille de produits de la gamme « navettes » rend aujourd’hui cette technologie accessible aux PME grâce à un coût maîtrisé et à la facilité de mise en œuvre et de prise en main de la solution.
Pour finir, nous clôturerons ce document par un volet dédié à 2 études de cas concrets qui mettent en exergue deux problématiques couramment rencontrées par les industriels. Nous leur préconisons des solutions de stockage automatisé « nouvelle génération » en prouvant les gains réalisés par un calcul des flux financiers directs ayant comme finalité l’affichage du Retour Sur Investissement réel (R.O.I.) et de la Valeur Actualisée Nette (V.A.N.) de l’investissement consenti.
Un outil de calcul vous permettant d’évaluer le R.O.I. et la V.A.N. dans les cas d’investissement dans un « silo petites références » et d’un « buffer multifonctions ».
Demandez par mail cet outil :[email protected]
Simulez vous-même le R.O.I. d’un investissement en stockage automatisé !
souvent
et
Dans un bâtiment existant, la surface de stockage est considérée souvent comme une contrainte « fataliste ». Les conséquences d’un manque de surface sur la rentabilité de l’entreprise peuvent s’avérer dangereuses et avoir des répercussions importantes en termes de perte de capacité de production, de limitation à l’accès aux marchés qui exigent la commercialisation de nombreuses références produits et de détérioration du service client.Dans la première partie de ce document, nous allons donc nous intéresser aux facteurs consommateurs de surfaces car ils sont tout simplement à l’origine des problématiques d’optimisation de la fonction stockage au sens large du terme. Nous verrons ainsi comment l’évolution des modes de consommation a impacté les schémas de distribution et de production traditionnels.
Après ce tour d’horizon, nous découvrirons les différentes conséquences d’un manque ponctuel de surface sur la rentabilité de l’entreprise. A ce titre, la performance globale de l’entreprise peut en pâtir à travers la dégradation de la productivité, l’inaccessibilité aux marchés qui exigent un nombre de références produits important, les ruptures produits et retards de livraison, la détérioration du taux de service ainsi que de l’ambiance de travail (découragement, démotivation, absentéisme).
Face à un constat de dégradation du niveau global de la rentabilité de l’entreprise, plusieurs types de solutions sont généralement mis en place pour pallier au manque ponctuel de surface. Le spectre de ces solutions va du réajustement du Plan Industriel et Commercial (PIC) au changement du principe de stockage en passant par l’extension / construction de bâtiment, voire même l’externalisation de la fonction stockage. Au final, aucune de ces solutions ne se révèle viable, car génératrices de peu de gains de productivité, coûteuses et lourdes à déployer.
Pour finir, nous clôturerons ce document par un volet dédié à deux études de cas concrets qui mettent en exergue deux problématiques couramment rencontrées par les industriels. Nous leur préconisons des solutions de stockage automatisé « nouvelle génération » en prouvant les gains réalisés par un calcul des flux financiers directs ayant comme finalité l’affichage du Retour Sur Investissement réel (ROI) et de la Valeur Actualisée Nette (VAN) de l’investissement consenti.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 02
EXECUTIVE SUMMARY2
Si vous avez accordé une minute à la lecture de la page précédente, vous savez à présent que nous n’allons pas vous convaincre d’investir dans des extensions de plateforme ou dans la construction de nouveaux bâtiments. Passer de l’ancien schéma de gestion des flux intralogistiques au nouveau modèle dans lequel la fonction stockage est entièrement revue et automatisée moyennant un « juste investissement » est dorénavant possible grâce au lancement d’une nouvelle génération de systèmes de stockage appelés « systèmes de stockage automatisés à navettes multi-niveaux »..
Dans un bâtiment existant, la surface de stockage est considérée comme une contrainte « fataliste ». Les
conséquences d’un manque de surface sur la rentabilité de l’entreprise peuvent s’avérer dangereuses et avoir des répercussions importantes en termes de perte de capacité de production, de limitation à l’accès aux marchés qui exigent la commercialisation de nombreuses références produits et de détérioration du service client.
Dans la première partie de ce document, nous allons donc nous intéresser aux facteurs consommateurs de surfaces car ils sont tout simplement à l’origine des problématiques d’optimisation de la fonction stockage au sens large du terme. Nous verrons ainsi comment l’évolution des modes de consommation a impacté les schémas de distribution et de production traditionnels en obligeant tous les acteurs du monde logistique à revoir leur copie.
Après ce tour d’horizon, nous découvrirons les différentes conséquences d’un manque ponctuel de surface sur la rentabilité de l’entreprise. A ce titre, la performance globale de l’entreprise peut en pâtir à travers la dégradation de la productivité, l’inaccessibilité aux marchés qui exigent un nombre de références produits
al ,nosiarvil ed sdrater te stiudorp serutpur sel ,tnatropmidétérioration du taux de service ainsi que de l’ambiance de travail (découragement, démotivation, absentéisme).
Face à un constat de dégradation du niveau global de la rentabilité de l’entreprise, plusieurs types de solutions sont généralement mis en place pour pallier au manque ponctuel de surface. Le spectre de ces solutions va du réajustement du Plan Industriel et Commercial (PIC) au changement du principe de stockage en passant par l’extension / construction de bâtiment, voire même l’externalisation de la fonction stockage. Au final, aucune de ces solutions ne se révèle viable, car génératrices de peu de gains de productivité, coûteuses et lourdes à déployer.
A la recherche d’un nouveau type de solution, nous balayerons, dans l’avant dernier chapitre de ce livre blanc, un nouveau mode de conception de la fonction stockage qui associe une utilisation rationnelle des volumes disponibles à un outil intelligent
novateur de pilotage des stocks. Cette nouvelle forme d’automatisation des volumes de stockage dans les bâtiments existants affiche, de surcroît, un investissement « ultra-léger », 5 fois inférieur à une solution de type « construction / extension bâtiment ». La naissance d’une nouvelle famille de produits de la gamme « navettes » rend aujourd’hui cette technologie accessible aux PME grâce à un coût maîtrisé et à la facilité de mise en œuvre et de prise en main de la solution.
Pour finir, nous clôturerons ce document par un volet dédié à 2 études de cas concrets qui mettent en exergue deux problématiques couramment rencontrées par les industriels. Nous leur préconisons des solutions de stockage automatisé « nouvelle génération » en prouvant les gains réalisés par un calcul des flux financiers directs ayant comme finalité l’affichage du Retour Sur Investissement réel (R.O.I.) et de la Valeur Actualisée Nette (V.A.N.) de l’investissement consenti.
Un outil de calcul vous permettant d’évaluer le R.O.I. et la V.A.N. dans les cas d’investissement dans un « silo petites références » et d’un « buffer multifonctions ».
Demandez par mail cet outil :[email protected]
Simulez vous-même le R.O.I. d’un investissement en stockage automatisé !
souvent
etRentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 02
EXECUTIVE SUMMARY2
Si vous avez accordé une minute à la lecture de la page précédente, vous savez à présent que nous n’allons pas vous convaincre d’investir dans des extensions de plateforme ou dans la construction de nouveaux bâtiments. Passer de l’ancien schéma de gestion des flux intralogistiques au nouveau modèle dans lequel la fonction stockage est entièrement revue et automatisée moyennant un « juste investissement » est dorénavant possible grâce au lancement d’une nouvelle génération de systèmes de stockage appelés « systèmes de stockage automatisés à navettes multi-niveaux »..
Dans un bâtiment existant, la surface de stockage est considérée comme une contrainte « fataliste ». Les
conséquences d’un manque de surface sur la rentabilité de l’entreprise peuvent s’avérer dangereuses et avoir des répercussions importantes en termes de perte de capacité de production, de limitation à l’accès aux marchés qui exigent la commercialisation de nombreuses références produits et de détérioration du service client.
Dans la première partie de ce document, nous allons donc nous intéresser aux facteurs consommateurs de surfaces car ils sont tout simplement à l’origine des problématiques d’optimisation de la fonction stockage au sens large du terme. Nous verrons ainsi comment l’évolution des modes de consommation a impacté les schémas de distribution et de production traditionnels en obligeant tous les acteurs du monde logistique à revoir leur copie.
Après ce tour d’horizon, nous découvrirons les différentes conséquences d’un manque ponctuel de surface sur la rentabilité de l’entreprise. A ce titre, la performance globale de l’entreprise peut en pâtir à travers la dégradation de la productivité, l’inaccessibilité aux marchés qui exigent un nombre de références produits
al ,nosiarvil ed sdrater te stiudorp serutpur sel ,tnatropmidétérioration du taux de service ainsi que de l’ambiance de travail (découragement, démotivation, absentéisme).
Face à un constat de dégradation du niveau global de la rentabilité de l’entreprise, plusieurs types de solutions sont généralement mis en place pour pallier au manque ponctuel de surface. Le spectre de ces solutions va du réajustement du Plan Industriel et Commercial (PIC) au changement du principe de stockage en passant par l’extension / construction de bâtiment, voire même l’externalisation de la fonction stockage. Au final, aucune de ces solutions ne se révèle viable, car génératrices de peu de gains de productivité, coûteuses et lourdes à déployer.
A la recherche d’un nouveau type de solution, nous balayerons, dans l’avant dernier chapitre de ce livre blanc, un nouveau mode de conception de la fonction stockage qui associe une utilisation rationnelle des volumes disponibles à un outil intelligent
novateur de pilotage des stocks. Cette nouvelle forme d’automatisation des volumes de stockage dans les bâtiments existants affiche, de surcroît, un investissement « ultra-léger », 5 fois inférieur à une solution de type « construction / extension bâtiment ». La naissance d’une nouvelle famille de produits de la gamme « navettes » rend aujourd’hui cette technologie accessible aux PME grâce à un coût maîtrisé et à la facilité de mise en œuvre et de prise en main de la solution.
Pour finir, nous clôturerons ce document par un volet dédié à 2 études de cas concrets qui mettent en exergue deux problématiques couramment rencontrées par les industriels. Nous leur préconisons des solutions de stockage automatisé « nouvelle génération » en prouvant les gains réalisés par un calcul des flux financiers directs ayant comme finalité l’affichage du Retour Sur Investissement réel (R.O.I.) et de la Valeur Actualisée Nette (V.A.N.) de l’investissement consenti.
Un outil de calcul vous permettant d’évaluer le R.O.I. et la V.A.N. dans les cas d’investissement dans un « silo petites références » et d’un « buffer multifonctions ».
Demandez par mail cet outil :[email protected]
Simulez vous-même le R.O.I. d’un investissement en stockage automatisé !
souvent
et

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 03
LES PRINCIPAUX FACTEURS CONSOMMATEURS DE SURFACES
3
Que ce soit pour répondre à ses besoins primaires ou secondaires, l’homme s’inscrit dans un schéma général qui va de la production à la consommation de produits.
En 1917, Clarence Saunders dépose aux Etats-Unis le brevet pour un magasin libre service. Ce concept a profondément modifié, depuis 60 ans, la relation commerciale pour la majeure partie des biens de consommation courants. Un des préceptes énoncés par Bernardo Trujillo, théoricien des « Méthodes Marchandes Modernes » en 1950, est de « créer un îlot de perte dans un océan de profit ».
Quelle que soit l’activité commerciale, l’abondance de références stimule l’acheteur potentiel. En libre service, dans ce face à face physique entre le bien et son consommateur, cette course à la diversité a son contrecoup : la surface nécessaire pour vendre, distribuer, produire et stocker chaque référence. La maîtrise du « coût » de cette surface est devenue un facteur clé de la rentabilité des entreprises. De la TPE à la multinationale, du petit espace de stockage en arrière-boutique à la méga plateforme logistique, l’optimisation de l’espace de stockage est devenue une préoccupation majeure qui dépasse la sphère d’intervention du logisticien et intéresse de près les dirigeants de ces entreprises.
La vente à distance sur catalogue « papier » a contribué à la dématérialisation du lien physique entre l’objet et l’acheteur. Plus récemment, l’e-commerce a sensiblement augmenté cette forme « d’indépendance » entre le consommateur et le produit physiquement présent dans les rayons du point de vente. A l’avenir, le m-commerce continuera à amplifier cette indépendance. Mais l’évolution des différentes formes de vente à distance n’a fait que diminuer la « contrainte surface » du point de vente en la transférant en amont, du côté des indus-triels-producteurs et autres prestataires logistiques.
Comment l’évolution de la consommation a-t-elle influé sur les modes de distribution et de production ? C’est la thématique que nous allons aborder dans ce chapitre. Elle nous permettra de comprendre dans quelle mesure cette évolution a imposé de nouvelles contraintes sur les surfaces de stockage, à tous les niveaux du schéma logistique producteur – consommateur.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 04
Pour le consommateur rural, presque autonome il y a un siècle et devenu citadin dépendant aujourd’hui, les besoins, les envies et les moyens de consommer ont profondément changé : |
|
|
Le consommateur pratique l’acte d’achat de façon : |||
|
A usage équivalent, les différents services font la différence au sein de la concurrence :
|
|
|
| Pour répondre à ces quelques évolutions non exhaustives des modes de consommation, le marketing a considérablement augmenté le nombre de références que ce soit en termes de :
|
||
En 2020, 80% des européens vivront en ville. En 2030, 60% de la population mondiale sera citadine. Du fait de la densité, du coût immobilier, du temps et du coût de déplacement, les points de vente de proximité sont revalorisés au détriment des grands points de vente en périphérie urbaine. De même, une livraison à domicile ou dans un point retrait proche sera préférée. La composition du foyer de consommation s’est réduite car le taux de natalité décroît. En France en 2012, le nombre de foyers monoparentaux est proche de 2 millions. Le budget quotidien se répartit différemment : à la dépense en transport incontournable, celle en technologie augmente en défaveur de la dépense alimentaire.
Mature : ethnique, équitable, bio, développement durable, low cost, made in « ma région »,… Impulsionnelle : luxe, look, technophile, customisation, course aux bonnes affaires,… Différente : les moyens mobiles de télécommunication et l’accès à internet sont de plus en plus utilisés. La comparaison des offres peut se faire en temps réel. L’acte n’est plus nécessairement associé à un lieu et une rencontre physique de vente. Exigeante : l’offre étant plus large que la demande, le consommateur plus aguerri attend une jouissance de l’article sans faille.
L’explosion des « drives » accolés aux super et hypermarchés ou bien déportés : pourquoi passer son temps à faire ses courses lorsque, pour le même prix, on vous les dépose dans le coffre de la voiture tout en pouvant vérifier la fraîcheur ou la qualité des denrées livrées ? La vente à distance, en offrant à la fois une livraison rapide à domicile comme la possibilité de retour de la marchandise , a amplifié le test in situ de l’objet désiré. A la difficulté de mettre en place ou en fonction un appareil encombrant ou technique, le commerçant va intégrer dans son prix de vente une somme symbolique (1€) correspondant à la prestation de mise en service.. Les protections de l’acheteur et les garanties post-vente accentuent le lien commercial des SAV.
Différenciation (nouveauté, look, …) : par exemple, certains grands fabricants ont confié à GS1 qu’ils renouvellent jusqu’à 30% de leurs références par an ! Conditionnement adapté aux cibles commerciales. Effet de gamme ou de prix : > Création de Démarques / Marques (31% des ventes en MDD pour 2011) > « Soldeur » / hard discount / hypermarché / magasin spécialisé
3.1 L’évolution des modes de consommation
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 05
La consommation en version B-to-B suit de près le schéma évoqué ci-dessus car le consommateur « professionnel » est avant tout une personne privée qui a progressé au rythme des évolutions que nous venons d’analyser.
Le progrès scientifique a permis l’émergence de produits qui créent une vraie avancée technologique dans chaque domaine d’activité. Leur déclinaison du plus high-tech au moins sophistiqué, en utilisant tous les ressorts marketing, est pléthorique. A tel point, qu’étant donné la diversité de réponses à un besoin, la vente se réalisera avec le conseil du fournisseur ou du distributeur. A charge pour le vendeur de disposer du bon outil pour assurer la disponibilité de son offre.
Le modèle mondial de consommation est basé sur un renouvellement constant de l’offre qui, par ses articles en début, en maturité et en fin de cycle, nécessite de plus en plus de surface d’exposition aux acheteurs.
Le schéma de distribution a fortement été impacté par l’évolution des modes de consommation que nous venons d’évoquer. Le modèle des points de vente traditionnels ainsi que la logistique amont ont subi de nombreux changements qui ont tous eu comme conséquence une pression constante sur les surfaces de stockage.
3.2 L’évolution des modes de distribution
3.2.1 Les points de vente
Pour la prise de possession de l’objet par l’acheteur, nous distinguerons trois lieux :
| Le magasin
Dans sa conception traditionnelle, il canalise l’acheteur vers une gamme limitée de produits. L’achat d’impulsion est diminué du fait du choix limité de propositions.
| Le libre service
Le libre service a été décliné en plusieurs dimensions : supérette, supermarché, hypermarché. L’agrandissement de la surface autour du cœur alimentaire attire le chaland vers toujours plus de références à portée de main prêtes à être achetées.
Le concept est généralisé à des surfaces spécialisées dans une activité (bricolage, culturel, décoration…) pas uniquement pour le particulier mais décliné aussi aux professionnels (METRO, Promocash, …).
Dans la plupart de ces points de vente, l’accessibilité à l’article suit la contrainte physique de l’acheteur, c’est-à-dire une mise à disposition de l’objet entre le sol et une hauteur accessible au bras tendu. La capacité de stockage est donc totalement dépendante de la dimension linéaire disponible. Pour diminuer le coût de la mise en rayon, certains formats de distribution ont expérimenté des techniques de présentation moins coûteuses : >
>>
Le modèle hard-discounter : présentation d’un nombre limité de références sur palettes. Les cartons présentoirs. L’alimentation automatique des rayons libre service en articles alimentaires « secs ».
Le libre service

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 06
Pour consacrer le maximum de leur surface de bâtiment à la vente, les points de vente vont donc reporter leur stock sur des entrepôts mutualisés entre magasins d’une même enseigne de type privé ou coopératif. Les fréquences de livraison peuvent aller jusqu’à 6 rotations de livraison par jour pour un point de vente de type hypermarché.
Le sacrosaint hypermarché et supermarché est stagnant en croissance alors que les petits points de vente (concentration urbaine) ou de retrait à proximité ont le vent en poupe, ce qui influence la distribution amont.
| Le point de retrait / la livraison
Dans ce cas, le point de vente est dématérialisé sur un support de promotion de l’article. Le catalogue existe depuis la fin du XVème siècle. Dans les schémas logistiques de l’e-commerce et du m-commerce, la contrainte d’accessibilité à l’article est reportée vers des lieux spécialisés à la préparation de commandes : entrepôt, drive (voir point suivant).
Par rapport à son ancêtre papier, la version électronique exige une disponibilité du stock et une réactivité accrue sous peine de voir la vente partir chez d’autres vendeurs.
Une fois la commande livrée au point de retrait, celui-ci peut être confronté à partir d’un certain volume à l’accessibilité de la référence unique que représente un colis client. Certaines réflexions sont en cours afin de créer, en milieu hyper-urbain, des centres logistiques qui mutualiseraient les flux entrants pour les distribuer en mode vert ou décalé vers les destinataires finaux. La densité et l’accès unitaire deviennent alors prépondérants dans la conception des flux de tels centres.
Le drive est un concept de magasin pour lequel la partie préparation de commandes est assurée par le vendeur. La particularité est de devoir stocker de façon optimum pour offrir le maximum de références à la vente, et de stocker leur préparation en y accédant le plus rapidement possible au moment de l’enlèvement de la commande par le client.
En avril 2012, un nouveau cap est franchi dans l’Hexagone : celui des 1 000 « drives » alimentaires, selon le site marketing.com. Leur part de marché dans l’univers des produits alimentaires et de grande consommation atteint désormais 2,3 %, et parmi les consommateurs, 8,5 % sont identifiés comme des « shop drivers ». Dans un marché difficile, c’est le « drive » qui assure l’essentiel de la croissance des distributeurs.
En septembre 2012, Sogaris, acteur majeur dans l’immobilier logistique, lance son premier projet d’Espace Urbain de Distribution dans un ancien parking, quai de Grenelle, Paris 15ème.
Source : www.businessimmo.com
Les moyens de commande et de livraison devenant multi-canaux, le point de vente est appelé à devenir multiforme :>> Le consommateur passe au magasin. L’article recherché ou conseillé n’est pas disponible : le stock local ou déporté régional du magasin n’a pas su répondre à la demande. Le vendeur passe alors une commande pour un retrait en magasin pour fidéliser l’acheteur ou pour une livraison à domicile : il interroge le stock national qui répond grâce à des moyens de stockage et de préparation adaptés.
Le point de retrait
les emplacements des drives sont très concurrencés au niveau acquisition. Le mètre libéré est crucial.
Étant stratégiques,

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 07
3.2.2 Logistique amont des points de vente
Dans la logistique amont, suivant le type d’activité, les deux types de flux peuvent être présents :
| Flux tendu
Pour limiter la perte de produits non-vendus périssables, des enseignes s’intéressent au flowcasting qui est un processus de prévision et de planification multi-échelon couvrant la chaîne logistique du commerce de détail. Ses principes sont :
||||
Plateforme logistique GAEL (35) : 85 000 m², pour Easydis groupe Casino
Un calcul et un processus de prévision uniquement localisé au point de venteUn calcul de planification contraint sur un horizon long (12 prochains mois ou plus)Une re-planification quotidienne intégrant les données des points de ventes et les aléas opérationnelsUne gestion collaborative de la chaîne logistique par l’ensemble des partenaires commerciaux à partir d’une source de données unique.
Dans un premier temps, les centres distributeurs ont été le stock des points de vente leur permettant d’affecter au mieux les surfaces à la vente par rapport au traditionnel magasin.
Le flux tendu existe par nécessité pour les denrées périssables mais l’immobilisation d’un stock non soumis à cette contrainte de péremption coûte aux enseignes et groupes industriels.
Grâce aux capacités de transport des marchandises, la montée en puissance du flux tendu a transformé les centres de distributeurs en plateformes d’éclatement logistique reportant la contrainte d’approvisionnement sur les fournisseurs. Ce flux d’éclatement est mis à mal lorsque la demande du point de vente passe en-deçà d’une taille critique où les conditionnements à livrer deviennent peu performants (exemple : passer de la palette mono-référence livrée à un hypermarché à une palette multi-références pour un drive ou un roll de supérette).

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 08
Le flowcasting pousse plus loin la réflexion quant à la livraison du petit point de vente uniquement sur les pièces nécessaires au réapprovisionnement de ses rayons. Le centre distributeur prépare alors des commandes détail. L’emprise au sol pour préparer la commande détail du petit magasin devient alors proportionnellement importante par rapport aux flux de marchandises manipulées. Des solutions techniques peuvent répondre à ce type de problématique.
La contrainte du taux de service est reportée sur les fournisseurs à tel point que la grande fréquence et la petitesse des commandes revient à transporter du « vide ». Pour optimiser le coût de transport et l’empreinte carbone, une étape de mutualisation des flux de production peut s’insérer avant le transport vers le centre distributeur. Dans certaines organisations, le regroupement d’unités de production peut générer un volume suffisant pour basculer le centre distributeur d’un mode éclatement à un mode cross-docking. La surface de préparation nécessaire passe alors du centre distributeur au centre producteur mutualisé.
| Flux Stocké
A l’opposé du flux tendu, le flux stocké va mettre en valeur la disponibilité du produit. La priorité au stockage est justifiée par :
||
||
Le cycle de production long La production lointaine avec un acheminement maritime qui impose des stocks tampons pour être en accord avec les cycles planifiés de vente des produitsLa sécurité de stockL’opportunité business : spéculation, raréfaction de produits en fin de cycle …
Source : SETRA, juin 2008

Rentabilité = f(volume de stockage)
2013© / tous droits réservés / www.syleps.com p. 09
|||
L’accroissement du nombre de références représente également un challenge en matière de flux stocké. Les acteurs économiques cherchent aujourd’hui à dépasser la contrainte de la surface au sol disponible afin de pouvoir gérer de manière optimale l’augmentation du nombre de références à stocker.
Processus de distribution de type e-commerce Distribution professionnelle Une centrale nationale de distribution
3.3 L’évolution du schéma de production
Dans le cadre d’un marché diversifié, les différences culturelles et autres normes et réglementations peuvent multiplier le référencement commercial. D’après TNS Worldpanel 2009, les six principaux groupes présents sur le marché français (Carrefour, Leclerc, Auchan, Casino, Intermarché et Système U) détiennent près de 85 % de parts de marché.
Bien que trois de ces groupes soient constitués sur le modèle coopératif, il n’en demeure pas moins que, suivant les axes « stock minimum et marge optimum », la pression qu’exerce la grande distribution sur les producteurs est forte. A titre d’exemple, 70% des MDD sont produites par des PME.
Pour faire contrepoids aux grandes enseignes, des phénomènes de concentration d’entreprises ont vu le jour. Dans certains cas, ces regroupements iront jusqu’à créer des plateformes logistiques pour collecter les flux de leurs différentes unités et mutualiser les moyens de stockage et de préparation de commandes.
Lorsque l’on parle du flux stocké, l’axe d’optimisation du stockage sera donc la densité. L’accessibilité aux produits est également très importante lorsque le processus de préparation de commandes requiert une réactivité accrue :
Les modes de consommation vont évoluer en fonctionde la santé économique des régions (Europe stagnante,zone BRICS) : accroissement de la tendance pour le développement durable, progression de l’utilisation des « drives » (4% des français utilisent le drive en 2012, 20% en 2020), …
Les producteurs et logisticiens réviseront les schémasqui leur permettent de produire, préparer et livrer les nouveaux produits nécessairement adaptés à la demande fluctuante.
Cela signifie faire plus avec de l’existant tout en ayantla possibilité d’évoluer sans recourir à une remise enquestion radicale comme l’extension de bâtiment. Lesnouvelles technologies permettent de donner rapidement de la respiration à un schéma sous pression et, sous certaines conditions, constituent un véritable ballon d’oxygène.
Ces nouveaux challenges demandent donc de nouveaux espaces. Dans le chapitre suivant, nous allons étudier les conséquences engendrées par un manque ponctuel de surface utile sur la rentabilité.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 10
A produit égal, les producteurs soumis au flux tendu ont donc à répondre aux exigences de disponibilité, aux contraintes de livraison facilitant le traitement logistique au centre distributeur. Pour les producteurs qui ont fait le choix de garder le maximum d’opportunités, cela peut aller de la palette mono-référence pour l’enseigne hard discounter au bac multi-références pour le point de vente local. Suivant le métier, la marge n’est pas nécessairement associée au volume.
Les producteurs doivent alors disposer de moyens agiles de production, de personnalisation et de préparation pour répondre de manière optimale à la demande fluctuante.
3.4 Conclusion
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 11
MANQUE PONCTUEL DE SURFACE UTILE : IMPACT SUR LA RENTABILITÉ
4
Dans cette partie du document, il s’agit d’approfondir la problématique posée dans le chapitre précédent en expliquant pourquoi une solution a besoin d’être trouvée. En quoi une mauvaise utilisation de la surface de stockage grève la rentabilité de l’entreprise ?
4.1 Performance optimale = Stock optimal
Une analyse pragmatique du besoin optimal de stock est nécessaire. Le chapitre 3 nous a montré que de nombreux facteurs entrent en jeu pour évaluer le besoin de stock. Chacun de ces facteurs évoluent suivant la politique marketing, la saison, la pression concurrentielle,… Ce besoin optimal n’est donc pas une constante.
Un gourou Japonais dans le début des années 2 000 avait interpellé un patron d’un groupe industriel en ces termes : « A l’importance des stocks de votre usine, vous mesurez l’incompétence de votre directeur opérationnel ».
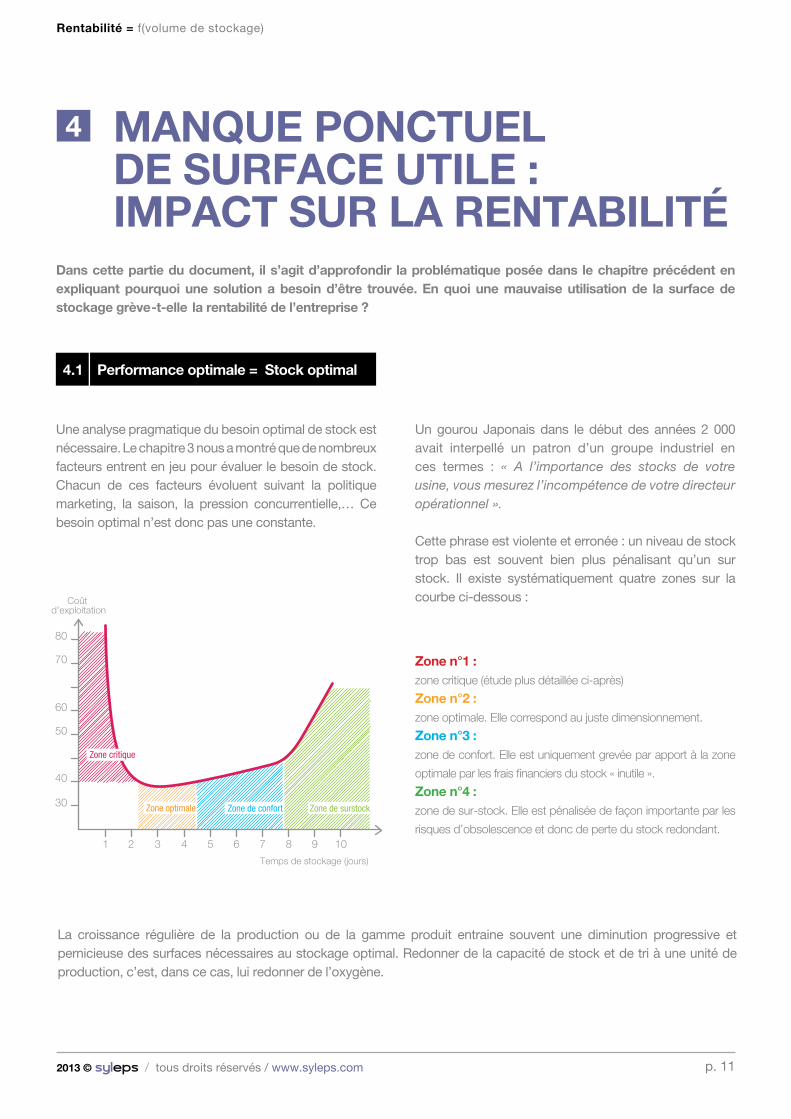
Cette phrase est violente et erronée : un niveau de stock trop bas est souvent bien plus pénalisant qu’un sur stock. Il existe systématiquement quatre zones sur la courbe ci-dessous :
Zone n°1 : zone critique (étude plus détaillée ci-après)
Zone n°2 : zone optimale. Elle correspond au juste dimensionnement. Zone n°3 : zone de confort. Elle est uniquement grevée par apport à la zone
optimale par les frais financiers du stock « inutile ».
Zone n°4 : zone de sur-stock. Elle est pénalisée de façon importante par les
risques d’obsolescence et donc de perte du stock redondant.1 2
80
Coût d’exploitation
70
60
50
40
30
3 4 5 6 7 8 9 10
Zone de confort Zone de surstockZone optimale
Zone critique
Temps de stockage (jours)
La croissance régulière de la production ou de la gamme produit entraine souvent une diminution progressive et pernicieuse des surfaces nécessaires au stockage optimal. Redonner de la capacité de stock et de tri à une unité de production, c’est, dans ce cas, lui redonner de l’oxygène.
-t-elle
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 12
4.2 Principaux facteurs de dégradation de marge de la zone critique
4.2.1 Taux d’engagement et capacité de production
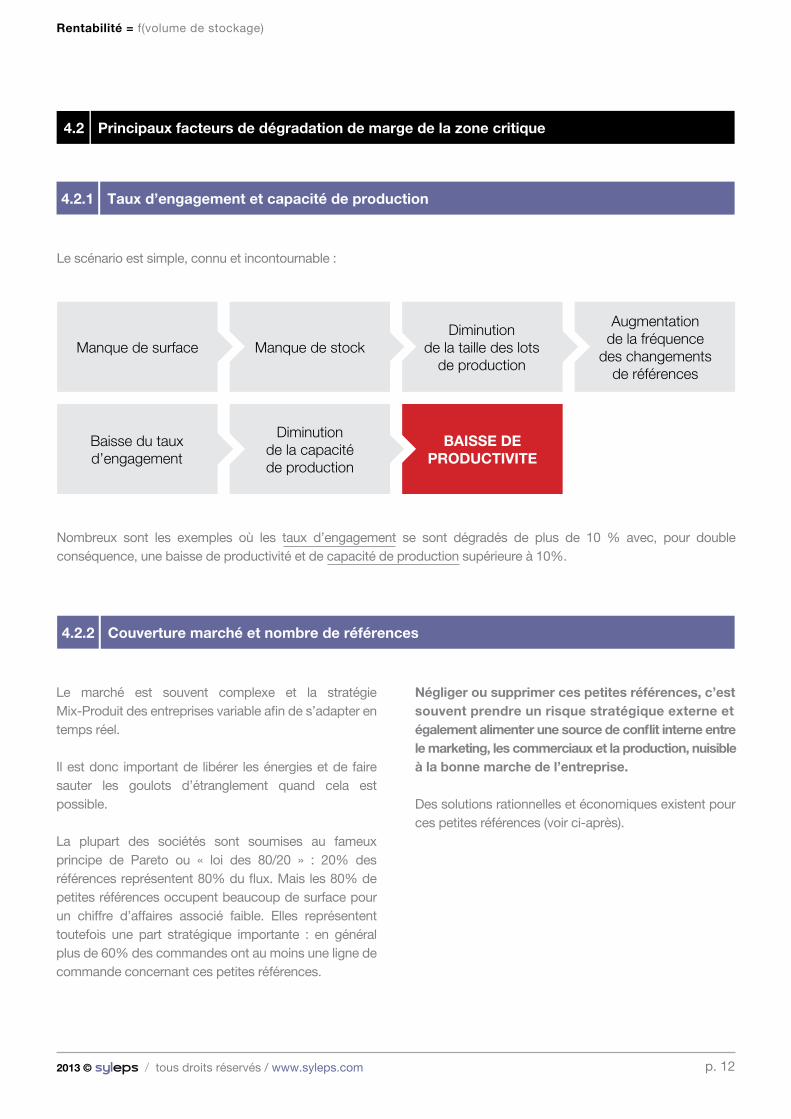
Le scénario est simple, connu et incontournable :
Nombreux sont les exemples où les taux d’engagement se sont dégradés de plus de 10 % avec, pour double conséquence, une baisse de productivité et de capacité de production supérieure à 10%.
Le marché est souvent complexe et la stratégie Mix-Produit des entreprises variable afin de s’adapter en temps réel.
Il est donc important de libérer les énergies et de faire sauter les goulots d’étranglement quand cela est possible.
La plupart des sociétés sont soumises au fameux principe de Pareto ou « loi des 80/20 » : 20% des références représentent 80% du flux. Mais les 80% de petites références occupent beaucoup de surface pour un chiffre d’affaires associé faible. Elles représentent toutefois une part stratégique importante : en général plus de 60% des commandes ont au moins une ligne de commande concernant ces petites références.
Négliger ou supprimer ces petites références, c’est souvent prendre un risque stratégique externe et également alimenter une source de conflit interne entre le marketing, les commerciaux et la production, nuisible à la bonne marche de l’entreprise.
Des solutions rationnelles et économiques existent pour ces petites références (voir ci-après).
4.2.2 Couverture marché et nombre de références
Manque de surface Manque de stock Diminution
de la taille des lots de production
Augmentation de la fréquence
des changements de références
Baisse du taux d’engagement
Diminution de la capacité de production
BAISSE DE PRODUCTIVITE
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 13
4.2.3 Capacité de stock et accessibilité
La croissance en volume et l’augmentation du nombre de références sont très souvent à l’origine du manque de place. Les conséquences sont les suivantes : ||
La dégradation de ces indicateurs peut avoir des conséquences très préjudiciables :
|||
Avec les pénalités et la perte de marché éventuelle associée.
La notion de temps de livraison couplée à la notion de gamme est un point fondamental de performance. Le temps de réponse et l’accessibilité à la référence en sont ces indicateurs.
Retard de livraison Substitution produit Manquant à la livraison
4.2.4 Qualité des produits et services
Le « Produit », longtemps considéré comme facteur clé de succès, est aujourd’hui couplé à la notion de service. Il n’est plus à lui seul représentatif de la performance d’un industriel. Le service est complexe, chronophage et, en ce qui concerne la surface, sensible aux variations d’espace. Il se dégrade donc rapidement avec pour conséquences : |||
La non qualité dans la livraison : processus de préparation complexe et sujet à erreur (sans contrôle). Le non respect des horaires : pas suffisamment d’anticipation par manque d’espace. Le non respect des quantités : gestion des manquants et des substitutions.
4.2.5 Processus de management
La « surchauffe » qui résulte d’une sur-utilisation des surfaces n’est pas sans conséquence sur le management : ||||
Augmentation du niveau de stress Dégradation de la qualité des informations disponibles en temps réel. Degré de liberté et d’optimisation réduit Découragement et démotivation
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 14
A contrario, l’organisation qui permet de créer un terrain favorable à la création de valeur des opérateurs de terrain est d’une efficacité redoutable et reconnue. Son pré-requis est de pouvoir disposer sur le terrain de l’information nécessaire et d’un panel suffisant à la prise de décision.
L’impact important sur la rentabilité de l’entreprise que peuvent avoir les points évoqués ci-dessus, est souvent sous-évalué car la dégradation est progressive et couplée fréquemment avec d’autres problématiques (évolution produit / marché, conditions de travail, etc.).
Dans le chapitre 5, nous indiquons quels sont les axes de solutions palliatives le plus couramment observés. Elles ont chacune leurs avantages et leurs contraintes.
Il est difficile de faire la juste part des choses en temps réel. Des solutions palliatives « urgentes » permettent une compensation momentanée. Elles repoussent le plus souvent l’échéance d’une analyse plus fine permettant d’envisager les véritables solutions de recadrage.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 15
LES PALLIATIFS USUELS & LEURS CONSEQUENCES
5
Face aux problèmes engendrés par le manque de surface et donc de stock, tout un arsenal de mesures palliatives ont été imaginées et mises en place. Elles apportent leurs lots d’avantages, mais trainent également toute une série d’inconvénients dont voici la synthèse :
5.1 Réajustement du PIC (Plan Industriel et Commercial) de la Supply Chain
Avantages recherchés
Inconvénients corrélés
| Lissage des besoins
| Meilleure gestion et réduction des stocks
| Dépendance excessive vis à vis des demandes clients
| Risque de perte clients
5.2 Travail en juste à temps
Avantages recherchés
Inconvénients corrélés
| Réduction des stocks
| Diminution du taux d’engagement
| Baisse de productivité et de capacité de production
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 16
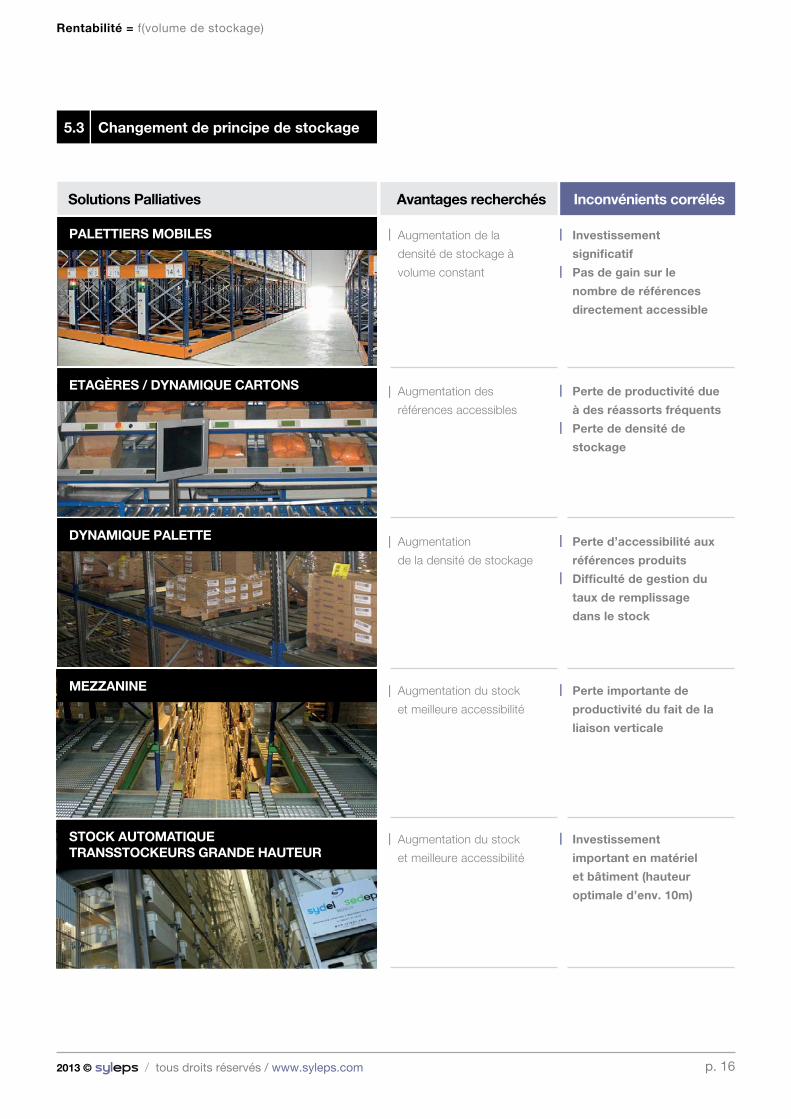
5.3 Changement de principe de stockage
PALETTIERS MOBILES
ETAGÈRES / DYNAMIQUE CARTONS
DYNAMIQUE PALETTE
MEZZANINE
STOCK AUTOMATIQUE TRANSSTOCKEURS GRANDE HAUTEUR
Solutions Palliatives Avantages recherchés Inconvénients corrélés
Augmentation de la
densité de stockage à
volume constant
Augmentation des
références accessibles
Augmentation
de la densité de stockage
Augmentation du stock
et meilleure accessibilité
Augmentation du stock
et meilleure accessibilité
Investissement
significatif
Pas de gain sur le
nombre de références
directement accessible
Perte de productivité due
à des réassorts fréquents
Perte de densité de
stockage
Perte d’accessibilité aux
références produits
Difficulté de gestion du
taux de remplissage
dans le stock
Perte importante de
productivité du fait de la
liaison verticale
Investissement
important en matériel
et bâtiment (hauteur
optimale d’env. 10m)
|
|
|
|
|
|
|
|
|
|
|
|
|
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 17
Avantages recherchés Inconvénients corrélés
Augmentation du stock et
meilleure accessibilité
Difficulté d’accès
entrainant une baisse
de productivité
Solution saisonnière à
court terme
|
|
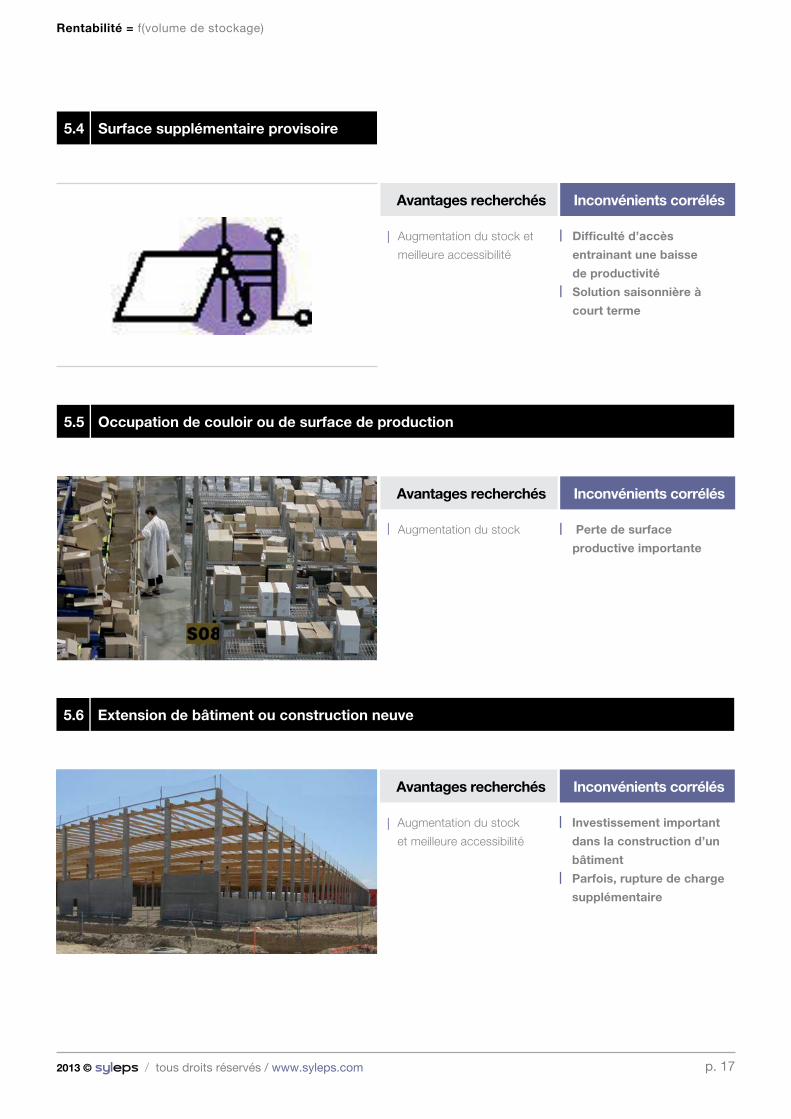
5.5 Occupation de couloir ou de surface de production
Avantages recherchés Inconvénients corrélés
Augmentation du stock Perte de surface
productive importante
|
5.6 Extension de bâtiment ou construction neuve
Avantages recherchés Inconvénients corrélés
Augmentation du stock
et meilleure accessibilité
Investissement important
dans la construction d’un
bâtiment
Parfois, rupture de charge
supplémentaire
|
|
5.4 Surface supplémentaire provisoire
|
|
|

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 18
5.7 Externalisation de prestation
Avantages recherchés Inconvénients corrélés
Augmentation du stock
et meilleure accessibilité
Récupération
de surface de production
supplémentaire
Perte du
savoir-faire « Service »
Risque client accru
Augmentation
des coûts
d’exploitation
|
|
|
5.8 Renégociation fournisseurs ou flux tendus
Avantages recherchés Inconvénients corrélés
Diminution des besoins
de stock
Risque de rupture
de charge
Dépendance aux
fournisseurs
|
|
Chacune de ces mesures, prises individuellement, montrent clairement leurs limites. Si leur principal intérêt réside dans l’augmentation voire la densification des surfaces dédiées au stockage, le gain réel qu’elles engendrent n’est qu’apparent. Elles s’accompagnent inévitablement de pertes de productivité plus ou moins importantes ou sont responsables de d’investissements coûteux dans des infrastructures lourdes, facteur majeur de la dégradation de qualité du retour escompté.
|
|
|
La solution décrite au chapitre suivant propose une architecture modulaire permettant la juste adéquation de
l’investissement initial au besoin du moment, en fonction de l’évolution et de la demande des marchés et ce en
s’implantant dans un bâtiment existant.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 19
QUELQUES ETUDES DE CAS & CALCUL DE R.O.I.
6
Afin de qualifier cet axe de solution, il semble important de convertir les gains attendus par un calcul de R.O.I sur deux études de cas classiques.
Sur ces calculs économiques, toutes les composantes sont abordées et pas seulement l’aspect productivité directe.
Nous allons aborder un premier cas classique d’une entreprise dont les infrastructures d’expédition n’ont pas évoluées avec la croissance de volume et de service, et dont les investissements ont été consacrés principalement aux « produits » au détriment du « service » d’expédition associé.
6.1 Etude de cas N°1 : désengorgement de la zone d’expédition
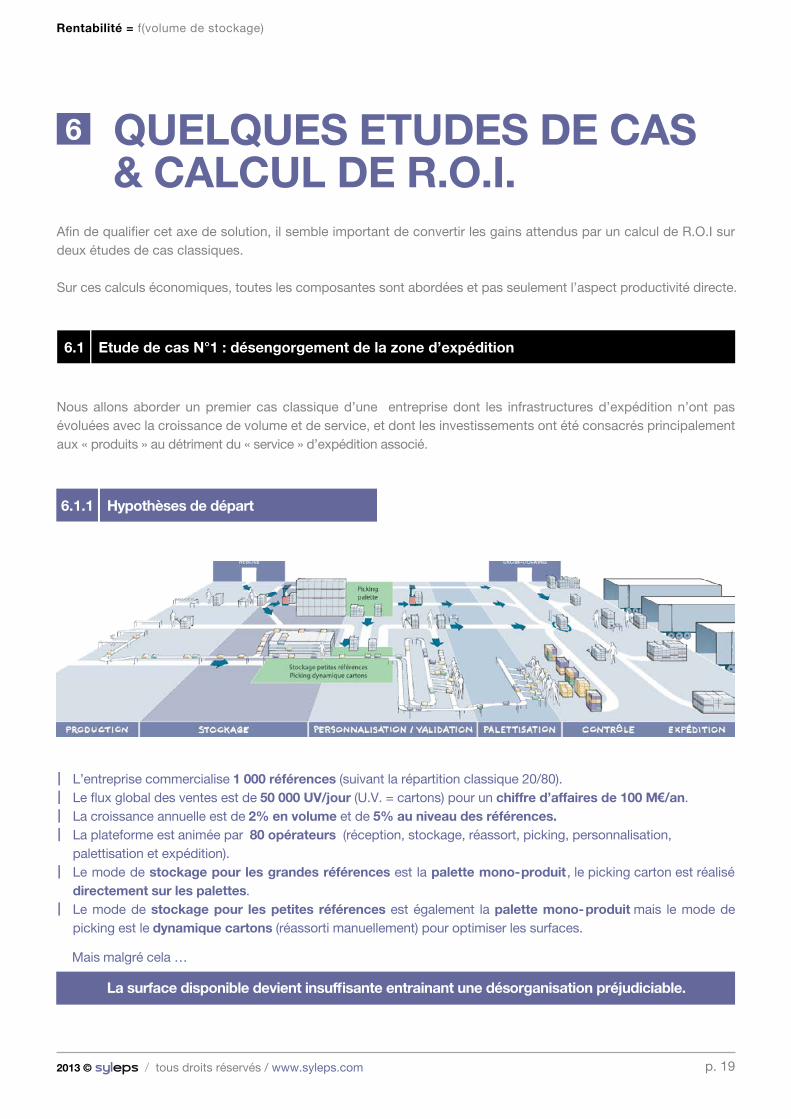
6.1.1 Hypothèses de départ
La surface disponible devient insuffisante entrainant une désorganisation préjudiciable.
L’entreprise commercialise 1 000 références (suivant la répartition classique 20/80). Le flux global des ventes est de 50 000 UV/jour (U.V. = cartons) pour un chiffre d’affaires de 100 M€/an.La croissance annuelle est de 2% en volume et de 5% au niveau des références. La plateforme est animée par 80 opérateurs (réception, stockage, réassort, picking, personnalisation, palettisation et expédition). Le mode de stockage pour les grandes références est la palette mono-produit, le picking carton est réalisé directement sur les palettes. Le mode de stockage pour les petites références est également la palette mono-produit mais le mode de picking est le dynamique cartons (réassorti manuellement) pour optimiser les surfaces.
Mais malgré cela …
||||
|
|
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 20
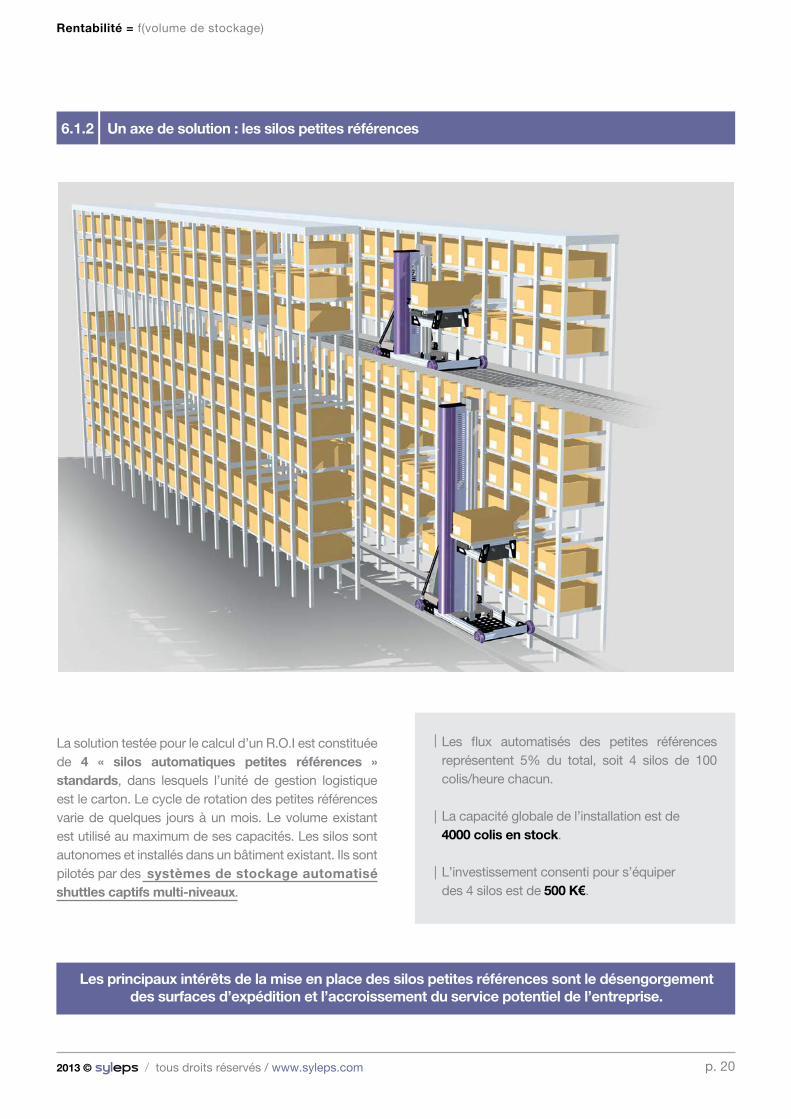
6.1.2 Un axe de solution : les silos petites références
La solution testée pour le calcul d’un R.O.I est constituée de 4 « silos automatiques petites références » standards, dans lesquels l’unité de gestion logistique est le carton. Le cycle de rotation des petites références varie de quelques jours à un mois. Le volume existant est utilisé au maximum de ses capacités. Les silos sont autonomes et installés dans un bâtiment existant. Ils sont pilotés par desshuttles
systèmes de stockage automatisé captifs multi-niveaux.
Les principaux intérêts de la mise en place des silos petites références sont le désengorgement des surfaces d’expédition et l’accroissement du service potentiel de l’entreprise.
Les flux automatisés des petites références représentent 5% du total, soit 4 silos de 100 colis/heure chacun.
La capacité globale de l’installation est de 4000 colis en stock.
L’investissement consenti pour s’équiper des 4 silos est de 500 K€.
|
|
|
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 21
6.1.3
6.1.3.1
Economies à réaliser en libérant les surfaces occupées par les petites références
Gains de productivité directe
Le résultat est un gain de :| 25% des surfaces pour le stockage | 50% des références les plus petites du mix-produit
La mise en place des 4 silos de stockage automatisé pour les petites références a eu comme résultat :
|
|
|
La simplification des entrées de stock, du rangement des produits et la diminution des manutentions associées. > Gain effectif : 1 poste opérateur Un gain de productivité de 20% en picking sur les flux des grandes références par concentration du mapping (optimisation des recherches) et une diminution des longueurs de manutention. > Gain effectif : 5 postes opérateurs La robotisation des tâches entrées et sorties du stock sur les petites références en lieu et place des techniques de réassort très consommatrices en personnel. > Gain effectif : 4 postes opérateurs
Le gain total est de 10 postes en productivité directe.
L’implantation des 4 silos de stockage automatisé a également permis d’optimiser la taille des lots de fabrication de par :
||
L’ordonnancement moins contraint en production. L’augmentation du taux d’engagement des lignes de production.
Le gain de productivité indirecte s’élève à 2% sur le TRS(Taux de Rendement Synthétique), soit l’équivalent de 150 heures par mois.
6.1.3.2 Optimisation de la taille des lots de production
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 22
La solution « silos petites références » a eu comme conséquence immédiate l’amélioration du taux de service qui s’est reflétée dans :
|
|
|
L’accessibilité à 100% des références placées dans des emplacements connus en temps réel. L’objectif est la diminution des manquants et des substitutions. La réduction sensible des erreurs de palettisation, dès lors que l’on peut fonctionner sur un flux tiré enpré-palettisant les petites références. L’optimisation de l’ordonnancement : contrôle du stock et donc respect des horaires.
6.1.3.3 Amélioration du taux de service
Le coût global de la non qualité additionné au manque à gagner en marge brute est de :
150 000 €/an (1,5 °/°° du chiffre d’affaires)
6.1.3.3 Contribution sur les coûts indirects
Aucune contribution sur coûts indirects du volume supplémentaire de production rendu possible n’est pris en compte dans cette simulation. Pourtant son impact pourrait être très important (> 500 k€/an), si la zone d’expédition constituait le « goulot d’étranglement ».
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 23
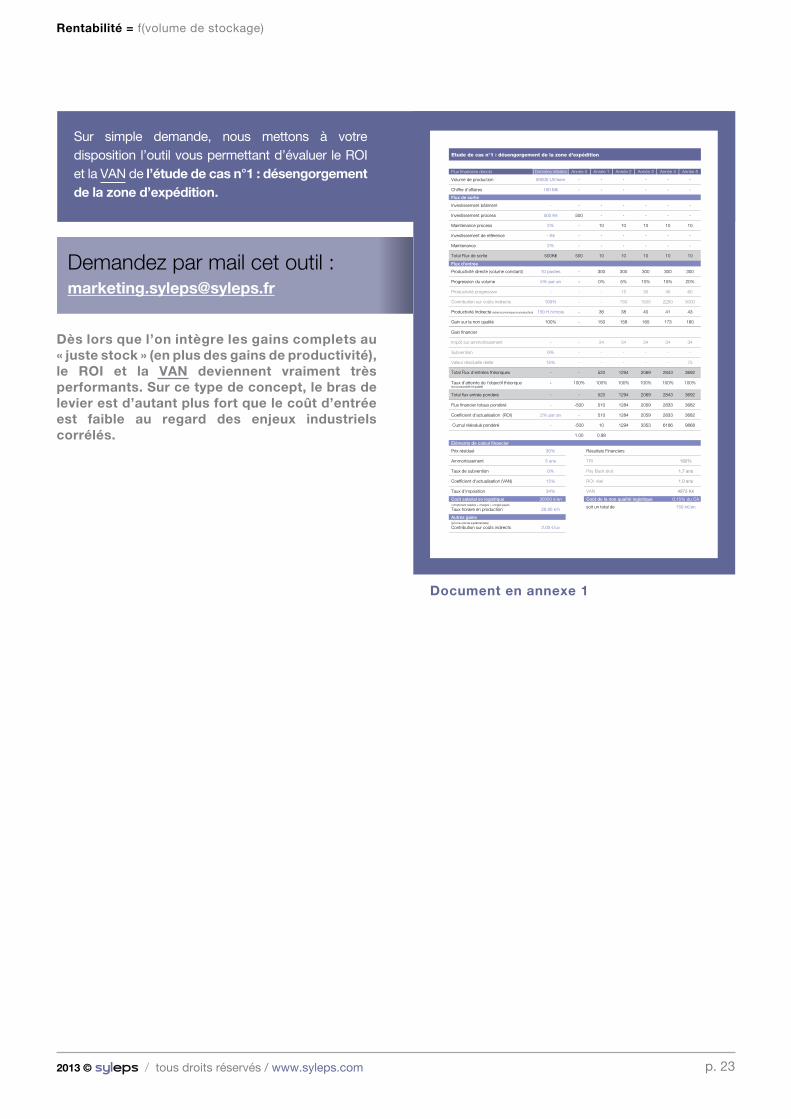
Sur simple demande, nous mettons à votre disposition l’outil vous permettant d’évaluer le ROI et la VAN de l’étude de cas n°1 : désengorgement de la zone d’expédition.
Demandez par mail cet outil :[email protected]
Dès lors que l’on intègre les gains complets au « juste stock » (en plus des gains de productivité), le ROI et la VAN deviennent vraiment très performants. Sur ce type de concept, le bras de levier est d’autant plus fort que le coût d’entrée est faible au regard des enjeux industriels corrélés.
Document en annexe 1
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 24
6.2.1 Hypothèses de départ
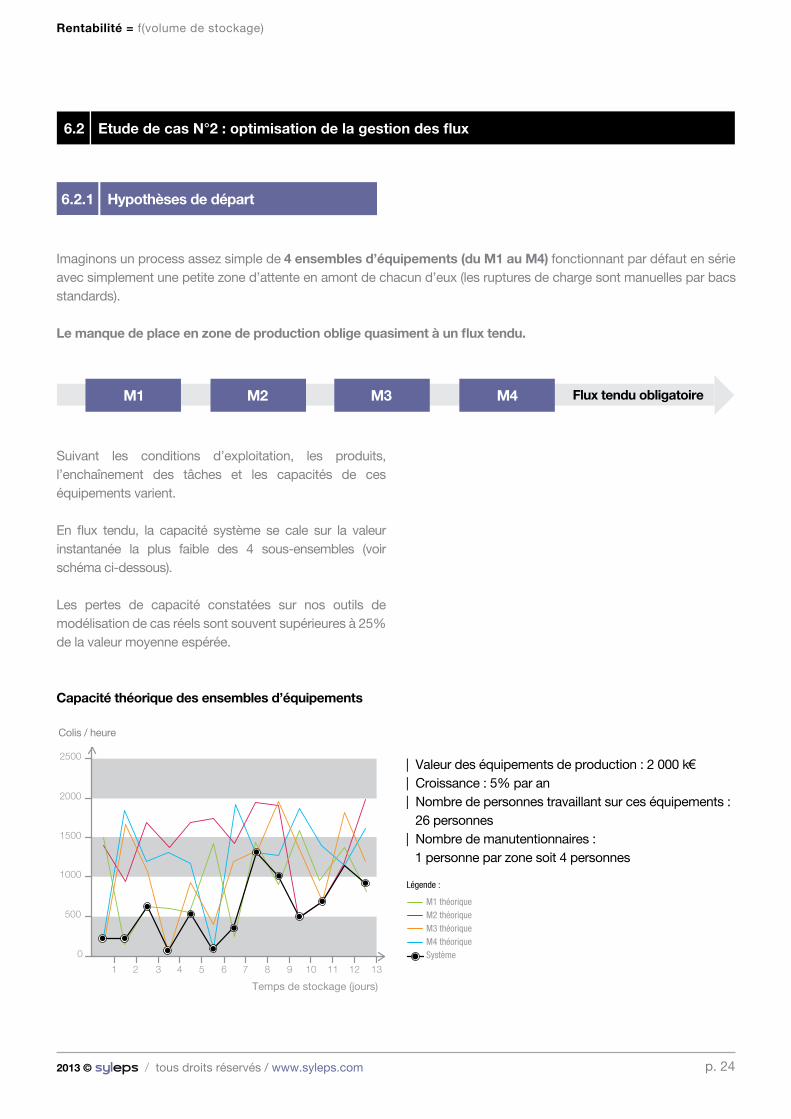
Imaginons un process assez simple de 4 ensembles d’équipements (du M1 au M4) fonctionnant par défaut en série avec simplement une petite zone d’attente en amont de chacun d’eux (les ruptures de charge sont manuelles par bacs standards).
Le manque de place en zone de production oblige quasiment à un flux tendu.
Suivant les conditions d’exploitation, les produits, l’enchaînement des tâches et les capacités de ces équipements varient.
En flux tendu, la capacité système se cale sur la valeur instantanée la plus faible des 4 sous-ensembles (voir schéma ci-dessous).
Les pertes de capacité constatées sur nos outils de modélisation de cas réels sont souvent supérieures à 25% de la valeur moyenne espérée.
Capacité théorique des ensembles d’équipements
6.2 Etude de cas N°2 : optimisation de la gestion des flux
M1 M2 M3 M4 Flux tendu obligatoire
1 2
500
0
1000
1500
2000
2500
3 4 5 6 7 8 9 10 11 12 13
M1 théoM2 théoM3 théoM4 théoSystème
Légende :
Temps de stockage (jours)
| Valeur des équipements de production : 2 000 k€ | Croissance : 5% par an | Nombre de personnes travaillant sur ces équipements : 26 personnes | Nombre de manutentionnaires : 1 personne par zone soit 4 personnes
M1 théoriqueM2 théoriqueM3 théoriqueM4 théoriqueSystème
Légende :
Colis / heure
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 25
6.2.2
6.2.3
Un axe de solution : le buffer multifonction
Gains réalisés
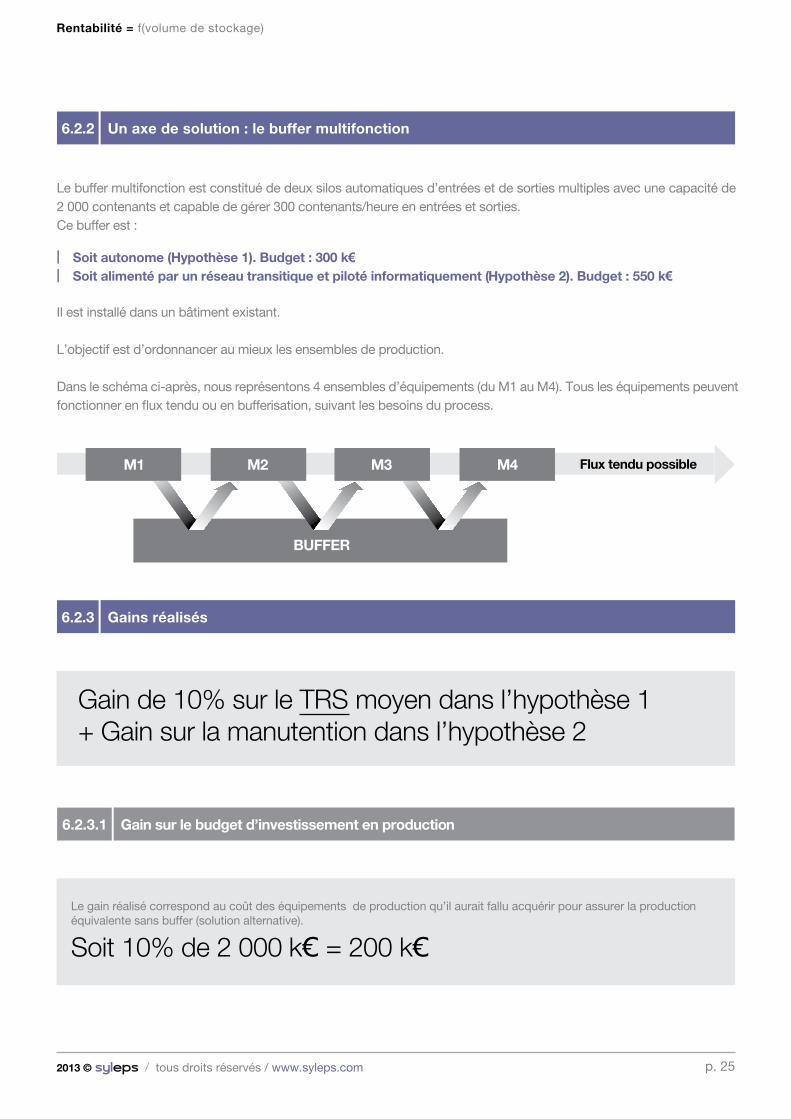
Le buffer multifonction est constitué de deux silos automatiques d’entrées et de sorties multiples avec une capacité de 2 000 contenants et capable de gérer 300 contenants/heure en entrées et sorties. Ce buffer est :
||
Il est installé dans un bâtiment existant.
L’objectif est d’ordonnancer au mieux les ensembles de production.
Dans le schéma ci-après, nous représentons 4 ensembles d’équipements (du M1 au M4). Tous les équipements peuvent fonctionner en flux tendu ou en bufferisation, suivant les besoins du process.
Soit autonome (Hypothèse 1). Budget : 300 k€ Soit alimenté par un réseau transitique et piloté informatiquement (Hypothèse 2). Budget : 550 k€
M1 M2 M3 M4 Flux tendu possible
BUFFER
6.2.3.1 Gain sur le budget d’investissement en production
Gain de 10% sur le TRS moyen dans l’hypothèse 1 + Gain sur la manutention dans l’hypothèse 2
Le gain réalisé correspond au coût des équipements de production qu’il aurait fallu acquérir pour assurer la production équivalente sans buffer (solution alternative).
Soit 10% de 2 000 k€ = 200 k€
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 26
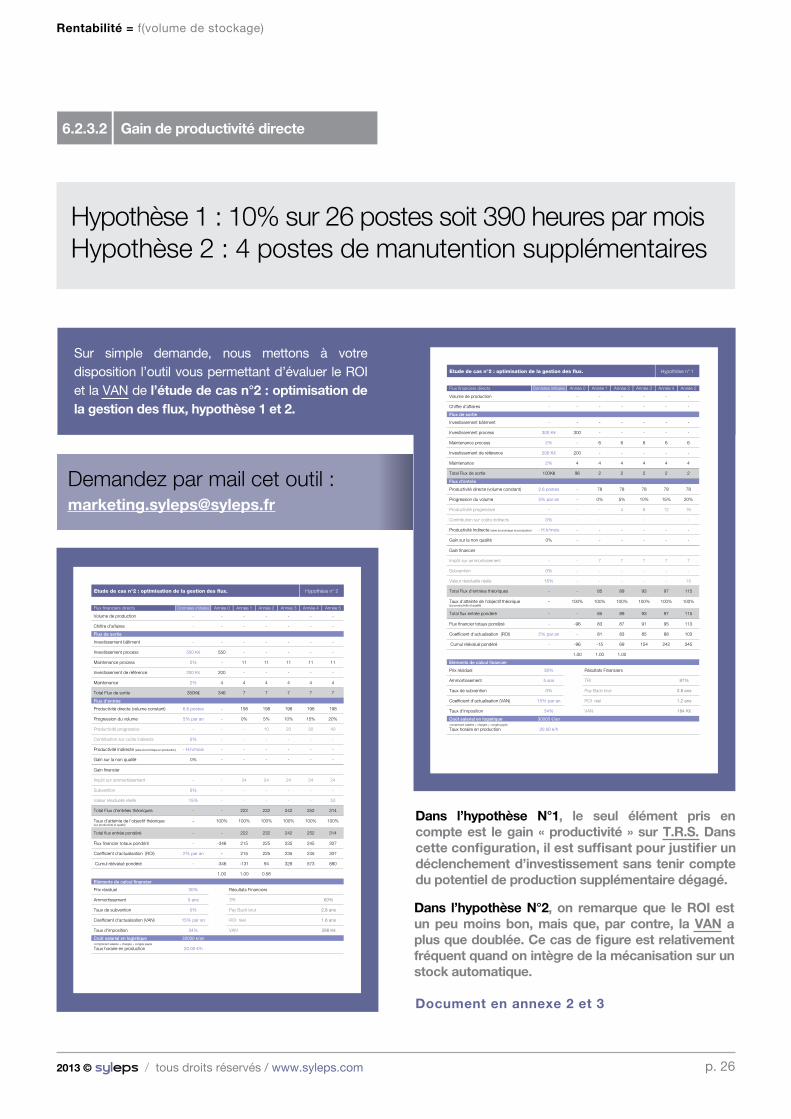
6.2.3.2 Gain de productivité directe
Hypothèse 1 : 10% sur 26 postes soit 390 heures par mois Hypothèse 2 : 4 postes de manutention supplémentaires
Total Flux de sortie
Etude de cas n°2 : optimisation de la gestion des flux. Hypothèse n° 1
Flux financiers directs
Volume de production
Données initiales Année 5Année 4Année 3Année 2Année 1Année 0
- -- - - - -
Chiffre d'affaires - -- - - - -
Flux de sortie
Investissement bâtiment - -- - - - -
Investissement process 300 K€ -300 - - - -
Maintenance process 2% 6- 6 6 6 6
Investissement de référence 200 K€ -200 - - - -
Maintenance 2% 44 4 4 4 4
Flux financier totaux pondéré - 83-96 87 91 95 113
Coefficient d'actualisation (ROI) 2% par an 81- 83 85 88 103
Cumul réévalué pondéré - -15-96 69 154 242 345
1.00 1.001.00
100K€ 296 2 2 2 2
Total Flux d'entrées théoriques - 85- 89 93 97 115
Gain sur la non qualité
Flux d'entrée
Productivité directe (volume constant) 2.6 postes 78- 78 78 78 78
Progression du volume 5% par an 0%- 5% 10% 15% 20%
Impôt sur ammortissement - 7- 7 7 7 7
Valeur résiduelle réelle 15% -- - - - 15
Subvention 0% -- - - - -
Taux d'atteinte de l'objectif théorique (sur productivité et qualité)
Total flux entrée pondéré - 85- 89 93 97 115
- 100%100% 100% 100% 100% 100%
Productivité progressive - -- 4 8 12 16
Contribution sur coûts indirects 0% -- - - - -
Productivité Indirecte (série économique en production) - H.h/mois -- - - - -
Eléments de calcul financier
Prix résiduel 30%
Ammortissement 5 ans
Taux de subvention 0%
Coefficient d'actualisation (VAN) 15% par an
Taux d'imposition 34%
Résultats Financiers
TRI 87%
Pay Back brut 3.8 ans
ROI réel 1.2 ans
VAN 184 K€
Gain financier
0% -- - - - -
Coût salarial en logistique
Taux horaire en production 20.00 €/h
30000 €/ancomprenant salaires + charges + congés payés
Sur simple demande, nous mettons à votre disposition l’outil vous permettant d’évaluer le ROI et la VAN de l’étude de cas n°2 : optimisation de la gestion des flux, hypothèse 1 et 2.
Demandez par mail cet outil :[email protected]
Dans l’hypothèse N°1, le seul élément pris en compte est le gain « productivité » sur T.R.S. Dans cette configuration, il est suffisant pour justifier un déclenchement d’investissement sans tenir compte du potentiel de production supplémentaire dégagé.
Document en annexe 2 et 3
Dans l’hypothèse N°2, on remarque que le ROI est un peu moins bon, mais que, par contre, la VAN a plus que doublée. Ce cas de figure est relativement fréquent quand on intègre de la mécanisation sur un stock automatique.
Total Flux de sortie
Etude de cas n°2 : optimisation de la gestion des flux. Hypothèse n° 2
Flux financiers directs
Volume de production
Données initiales Année 5Année 4Année 3Année 2Année 1Année 0
- -- - - - -
Chiffre d'affaires - -- - - - -
Flux de sortie
Investissement bâtiment - -- - - - -
Investissement process 550 K€ -550 - - - -
Maintenance process 2% 11- 11 11 11 11
Investissement de référence 200 K€ -200 - - - -
Maintenance 2% 44 4 4 4 4
Flux financier totaux pondéré - 215-346 225 235 245 307
Coefficient d'actualisation (ROI) 2% par an 215- 225 235 245 307
Cumul réévalué pondéré - -131-346 94 328 573 880
1.00 0.581.00
350K€ 7346 7 7 7 7
Total Flux d'entrées théoriques - 222- 232 242 252 314
Gain sur la non qualité
Flux d'entrée
Productivité directe (volume constant) 6.6 postes 198- 198 198 198 198
Progression du volume 5% par an 0%- 5% 10% 15% 20%
Impôt sur ammortissement - 24- 24 24 24 24
Valeur résiduelle réelle 15% -- - - - 53
Subvention 0% -- - - - -
Taux d'atteinte de l'objectif théorique (sur productivité et qualité)
Total flux entrée pondéré - 222- 232 242 252 314
- 100%100% 100% 100% 100% 100%
Productivité progressive - -- 10 20 30 40
Contribution sur coûts indirects 0% -- - - - -
Productivité Indirecte (série économique en production) - H.h/mois -- - - - -
Eléments de calcul financier
Prix résiduel 30%
Ammortissement 5 ans
Taux de subvention 0%
Coefficient d'actualisation (VAN) 15% par an
Taux d'imposition 34%
Résultats Financiers
TRI 60%
Pay Back brut 2.8 ans
ROI réel 1.6 ans
VAN 398 K€
Gain financier
0% -- - - - -
Coût salarial en logistique
Taux horaire en production 20.00 €/h
30000 €/ancomprenant salaires + charges + congés payés

Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 27
CONCLUSION7
Nous avons tenté tout au long de ce livre blanc de rester pragmatiques, proches du « terrain » et des préoccupations quotidiennes des entreprises qui ont à gérer des problématiques liées à l’optimisation des volumes de stockage. Nous avons pu observer dans la première partie de ce document que la fonction stockage revêt un aspect primordial dans l’atteinte de la rentabilité et l’assurance de la pérennité des entreprises.
La prise de conscience du handicap de ne pas être dans le « Juste Stock » n’est pas naturelle. Elle n’en est pas moins importante. Elle peut être qualifiée par les différents hommes de terrain en production, en préparation de commandes et en commerce pour être « appréciée » financièrement à sa juste valeur.
En période de crise prolongée comme nous le vivons actuellement, la tendance est le plus souvent « défensive », limitant les investissements et les changements d’infrastructure trop importants. En développant une nouvelle technologie et famille « produits » de type « navette de stockage », notre principal objectif était
Dans le dernier chapitre dédié aux études de cas concrets, nous avons voulu pousser notre pragmatisme à l’extrême en vous dévoilant nos méthodes de calcul des flux financiers directs qui vous permettront d’analyser le retour sur investissement (R.O.I.) et les gains de productivité sur deux projets, sans extension ou construction de nouveau bâtiment :
Comment désengorger une zone d’expédition grâce à un silo de stockage automatisé qui permet de gérer de manière optimale les « petites références » ? Comment ordonnancer au mieux 4 ensembles de production grâce à un buffer automatisé multifonctions ?
|
|
Tout au long de ce document,nous avons respecté
La nouvelle génération de « navettes de stockage » nouspermet aujourd’hui de bâtir des configurations de stockage beaucoup plus agiles qui dépassent la problématique de départ de l’entreprise et lui ouvre de nouvelles opportunités sur le marché.
Pour conclure, nous tenons à votre disposition les outils de calcul du R.O.I. dans le cas des 2 types de projets analysés dans le dernier chapitre. Si votre entreprise est face à des problématiques similaires, cet outil vous permettra de simuler vos flux financiers directs.
Dans tous les cas, nous serons à votre écoute pour échanger autour des questions liées à l’optimisation des volumes de stockage. Pour aller plus loin dans votre démarche, nous vous proposons de vous y accompagner.
Nous vous remercions pour l’intérêt porté à ce livre blanc.
Demandez par mail cet outil :[email protected]
de désacraliser la fonction stockage automatisé en la rendant accessible aux plus petits acteurs économiques pour lesquels la réactivité des opérations de stockage et la densification du volume sont aujourd’hui primordiales. L’axe de solution, proposé dans le chapitre 6, est véritablement innovant : il ouvre ainsi un nouveau « domaine des possibles » jusqu’ici réservé aux projets industriels importants.
notre principale « contrainte » de départ :
| Proposer des solutions d’optimisation des volumes de stockage dans un bâtiment existant.| Permettre d’accéder au stock automatique progressivement, sans modification de bâtiment, par des modules autonomes à des prix compétitifs car très industrialisés.| Pouvoir repenser la gestion des flux de l’entreprise avec un degré de liberté maximal.
Nous avons tenté tout au long de ce livre blanc de rester pragmatiques, proches du « terrain » et des préoccupations quotidiennes des entreprises qui ont à gérer des problématiques liées à l’optimisation des volumes de stockage. Nous avons pu observer dans la première partie de ce document que la fonction stockage revêt un aspect primordial dans l’atteinte de la rentabilité et l’assurance de la pérennité des entreprises.
La prise de conscience du handicap de ne pas être dans le « Juste Stock » n’est pas naturelle. Elle n’en est pas moins importante. Elle peut être qualifiée par les différents hommes de terrain en production, en préparation de commandes et en commerce pour être « appréciée » financièrement à sa juste valeur.
En période de crise prolongée, comme nous le vivons actuellement, la tendance est le plus souvent « défensive », limitant les investissements et les changements d’infrastructure trop importants.
Dans le dernier chapitre dédié aux études de cas concrets, nous avons voulu pousser notre pragmatisme à l’extrême en vous dévoilant nos méthodes de calcul des flux financiers directs qui vous permettront d’analyser le retour sur investissement (R.O.I.) et les gains de productivité sur deux projets, sans extension ou construction de nouveau bâtiment :
Pour conclure, nous tenons à votre disposition les outils de calcul du R.O.I. dans le cas des 2 types de projets analysés dans le dernier chapitre. Si votre entreprise est face à des problématiques similaires, cet outil vous permettra de simuler vos flux financiers directs.
Nous vous remercions pour l’intérêt porté à ce livre blanc.
Comment désengorger une zone d’expédition grâce à un silo de stockage automatisé qui permet de gérer de manière optimale les « petites références » ?Comment ordonnancer au mieux 4 ensembles de production grâce à un buffer automatisé multifonctions ?
|
|
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 27
CONCLUSION7
Nous avons tenté tout au long de ce livre blanc de rester pragmatiques, proches du « terrain » et des préoccupations quotidiennes des entreprises qui ont à gérer des problématiques liées à l’optimisation des volumes de stockage. Nous avons pu observer dans la première partie de ce document que la fonction stockage revêt un aspect primordial dans l’atteinte de la rentabilité et l’assurance de la pérennité des entreprises.
La prise de conscience du handicap de ne pas être dans le « Juste Stock » n’est pas naturelle. Elle n’en est pas moins importante. Elle peut être qualifiée par les différents hommes de terrain en production, en préparation de commandes et en commerce pour être « appréciée » financièrement à sa juste valeur.
En période de crise prolongée comme nous le vivons actuellement, la tendance est le plus souvent « défensive », limitant les investissements et les changements d’infrastructure trop importants. En développant une nouvelle technologie et famille « produits » de type « navette de stockage », notre principal objectif était
Dans le dernier chapitre dédié aux études de cas concrets, nous avons voulu pousser notre pragmatisme à l’extrême en vous dévoilant nos méthodes de calcul des flux financiers directs qui vous permettront d’analyser le retour sur investissement (R.O.I.) et les gains de productivité sur deux projets, sans extension ou construction de nouveau bâtiment :
Comment désengorger une zone d’expédition grâce à un silo de stockage automatisé qui permet de gérer de manière optimale les « petites références » ? Comment ordonnancer au mieux 4 ensembles de production grâce à un buffer automatisé multifonctions ?
|
|
Tout au long de ce document,nous avons respecté
La nouvelle génération de « navettes de stockage » nouspermet aujourd’hui de bâtir des configurations de stockage beaucoup plus agiles qui dépassent la problématique de départ de l’entreprise et lui ouvre de nouvelles opportunités sur le marché.
Pour conclure, nous tenons à votre disposition les outils de calcul du R.O.I. dans le cas des 2 types de projets analysés dans le dernier chapitre. Si votre entreprise est face à des problématiques similaires, cet outil vous permettra de simuler vos flux financiers directs.
Dans tous les cas, nous serons à votre écoute pour échanger autour des questions liées à l’optimisation des volumes de stockage. Pour aller plus loin dans votre démarche, nous vous proposons de vous y accompagner.
Nous vous remercions pour l’intérêt porté à ce livre blanc.
Demandez par mail cet outil :[email protected]
de désacraliser la fonction stockage automatisé en la rendant accessible aux plus petits acteurs économiques pour lesquels la réactivité des opérations de stockage et la densification du volume sont aujourd’hui primordiales. L’axe de solution, proposé dans le chapitre 6, est véritablement innovant : il ouvre ainsi un nouveau « domaine des possibles » jusqu’ici réservé aux projets industriels importants.
notre principale « contrainte » de départ :
| Proposer des solutions d’optimisation des volumes de stockage dans un bâtiment existant.| Permettre d’accéder au stock automatique progressivement, sans modification de bâtiment, par des modules autonomes à des prix compétitifs car très industrialisés.| Pouvoir repenser la gestion des flux de l’entreprise avec un degré de liberté maximal.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 27
CONCLUSION7
Nous avons tenté tout au long de ce livre blanc de rester pragmatiques, proches du « terrain » et des préoccupations quotidiennes des entreprises qui ont à gérer des problématiques liées à l’optimisation des volumes de stockage. Nous avons pu observer dans la première partie de ce document que la fonction stockage revêt un aspect primordial dans l’atteinte de la rentabilité et l’assurance de la pérennité des entreprises.
La prise de conscience du handicap de ne pas être dans le « Juste Stock » n’est pas naturelle. Elle n’en est pas moins importante. Elle peut être qualifiée par les différents hommes de terrain en production, en préparation de commandes et en commerce pour être « appréciée » financièrement à sa juste valeur.
En période de crise prolongée comme nous le vivons actuellement, la tendance est le plus souvent « défensive », limitant les investissements et les changements d’infrastructure trop importants. En développant une nouvelle technologie et famille « produits » de type « navette de stockage », notre principal objectif était
Dans le dernier chapitre dédié aux études de cas concrets, nous avons voulu pousser notre pragmatisme à l’extrême en vous dévoilant nos méthodes de calcul des flux financiers directs qui vous permettront d’analyser le retour sur investissement (R.O.I.) et les gains de productivité sur deux projets, sans extension ou construction de nouveau bâtiment :
Comment désengorger une zone d’expédition grâce à un silo de stockage automatisé qui permet de gérer de manière optimale les « petites références » ? Comment ordonnancer au mieux 4 ensembles de production grâce à un buffer automatisé multifonctions ?
|
|
Tout au long de ce document,nous avons respecté
La nouvelle génération de « navettes de stockage » nouspermet aujourd’hui de bâtir des configurations de stockage beaucoup plus agiles qui dépassent la problématique de départ de l’entreprise et lui ouvre de nouvelles opportunités sur le marché.
Pour conclure, nous tenons à votre disposition les outils de calcul du R.O.I. dans le cas des 2 types de projets analysés dans le dernier chapitre. Si votre entreprise est face à des problématiques similaires, cet outil vous permettra de simuler vos flux financiers directs.
Dans tous les cas, nous serons à votre écoute pour échanger autour des questions liées à l’optimisation des volumes de stockage. Pour aller plus loin dans votre démarche, nous vous proposons de vous y accompagner.
Nous vous remercions pour l’intérêt porté à ce livre blanc.
Demandez par mail cet outil :[email protected]
de désacraliser la fonction stockage automatisé en la rendant accessible aux plus petits acteurs économiques pour lesquels la réactivité des opérations de stockage et la densification du volume sont aujourd’hui primordiales. L’axe de solution, proposé dans le chapitre 6, est véritablement innovant : il ouvre ainsi un nouveau « domaine des possibles » jusqu’ici réservé aux projets industriels importants.
notre principale « contrainte » de départ :
| Proposer des solutions d’optimisation des volumes de stockage dans un bâtiment existant.| Permettre d’accéder au stock automatique progressivement, sans modification de bâtiment, par des modules autonomes à des prix compétitifs car très industrialisés.| Pouvoir repenser la gestion des flux de l’entreprise avec un degré de liberté maximal.
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 28
SOURCES8
SITES WEB
www.flowcasting.fr
www.lsa-conso.fr LSA, actualité sur la consummation des ménages et la grande distribution.
www.setra.equipement.gouv.frSETRA, Service technique du Ministère de l’Ecologie, du Développement durable, des Transports et du Logement
(MEDDTL), le Sétra intervient dans le domaine de la route, des ouvrages d’art et des transports.
www.fevad.comFEVAD, Fédération E-commerce et Vente à Distance
BIBLIOGRAPHIE
Flowcasting, The retail Supply Chain, slash inventories, out-of-stocks and costs with far less forecasting, écrit par André Martin, Mike Doherty et Jeff Harrop, Factory 2 Shelf Pub, 2006
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 29
GLOSSAIRE9
BFR :Besoin en Fond de Roulement
BRICS :
L'entreprise est amenée à engager des dépenses, qui ne seront récupérées que lors de l'encaissement des ventes ou des prestations.
Par exemple :
| Si son activité consiste à vendre des marchandises, l'entreprise devra acquérir un stock minimum, avant même de commencer à fonctionner,| Si elle consiste à produire ou à transformer des biens, elle devra acheter ses matières premières, puis lancer laproduction et rémunérer ses salariés avant de pouvoir commercialiser ses produits et se faire payer.| Si elle consiste à effectuer des prestations "intellectuelles" (conseil, expertise...), l'entrepreneur devra travailler un certain nombre de jours et supporter ses frais avant d'adresser sa note d'honoraires.
Lorsque l'activité nécessite d'accorder des délais de règlement aux clients, l'argent dû par les clients, après livraison, constitue une "créance client".
Mais les fournisseurs pourront accorder, eux-aussi, des délais permettant de ne pas payer immédiatement leurs factures. C'est le "crédit fournisseur".
Il existe donc une "masse d'argent" à mobiliser, nécessaire au fonctionnement de l'entreprise, au même titre qu'il est nécessaire d'en mobiliser pour payer les locaux, machines, équipements, etc., qui correspond à la différence entre les besoins de financement du cycle de production (stocks + créances clients) et les ressources apportées par le crédit fournisseur. Cette masse d'argent immobilisée dans l'entreprise est appelée "Besoin en fonds de roulement" (BFR).
Source : www.apce.com/pid832/besoin-fonds-roulement.html
BRICS est un acronyme anglais pour désigner une organisation regroupant cinq pays: Brésil, Russie, Inde, Chine et Afrique du Sud, précédemment appelé BRIC avant l'ajout de ce dernier pays en 2011.
Source : fr.wikipedia.org/wiki/Br%C3%A9sil,_Russie,_Inde,_Chine_et_Afrique_du_Sud
Capacité de production : La capacité de production correspond à la production maximale atteignable pour l’opération rationnelle d’un processus.
Source : www.faq-logistique.com
Clarence Saunders : Clarence Saunders, né le 9 août 1881 et mort le 14 octobre 1953 est un entrepreneur américain, pionnier du magasin de vente au détail en libre-service. Détenteur du brevet d'un magasin libre-service déposé en 1917, il va incarner et développer cette formule véritablement révolutionnaire. En septembre 1916, il ouvre à Memphis un magasin-pilote à l’enseigne Piggly Wiggly (Petit cochon à perruque). Saunders n’y propose que des marchandises préemballées et « prévendues » par la publicité. Il est l’un des premiers à étiqueter tous ses articles, posés bien en vue sur des étagères et des gondoles, à portée de main des clients.
Source : fr.wikipedia.org/wiki/Clarence_Saunders
Cross-docking : Action de faire passer des marchandises des quais d’arrivée aux quais de départs, sans passage par le stock.
Il est particulièrement intéressant d’utiliser le cross docking lorsque le niveau d’activité de l’entrepôt est élevé. Il permet en effet d’optimiser la manutention et l’entreposage des marchandises dans l’entrepôt. grâce à de fréquentes livraisons de marchandise.
Source : www.faq-logistique.com/Definition-Cross-Docking.htm
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 30
Flowcasting : Approche récente du management de la chaîne logistique dans le secteur de la distribution.Elle est fondée sur le constat :| Des limites du modèle DRP appliqué au secteur de la distribution, qui malgré des années d'existence, ne permet pas de résoudre la problématique des ruptures en linéaire (on estime aujourd'hui le taux moyen de rupture à environ 8 – 9%)| De l'existence très fréquente de processus d'approvisionnements pilotés directement par le point de vente dans ce secteur d'activité (processus basé sur des méthodes relativement manuelles ou grossières)| De la difficulté de prise en compte des phénomènes locaux (promotions, animations, concurrences, ruptures, spécificités géographiques...) lorsque les processus de prévisions sont réalisés à des niveaux plus élevés.
Source : www.free-logistics.com/fr/Previsions-Approvisionnement-et-Stock/Le-Flowcasting.html
GS1 : Organisation proposant aux fabricants et aux distributeurs de produits du monde entier un langage commun favorisant la circulation de leurs produits. Ce langage unique se fonde sur des standards internationaux de communication qui, utilisés et compris par tous les acteurs de la chaîne logistique, rend plus efficace et plus visible leurs canaux de distribution. Le système des standards GS1 est le plus largement utilisé au monde.
Source : www.gs1.fr
M-commerce :Commerce mobile
La définition de commerce mobile du Dico du Net :
“Le M-commerce (mobile commerce) est l’équivalent du e-commerce mais appliqué aux supports sans fils, type téléphonie mobile. Ainsi, acheter et télécharger le dernier MP3 sur son téléphone portable constitue une activité de m-commerce.”
Source : www.commercemobile.fr
PIC :Plan Industriel et Commercial
Le PIC est la traduction opérationnelle des objectifs stratégiques de l’entreprise sur une période de 1 à 3 années. Basé sur des données commerciales et marketing telles que l’analyse de la demande, le lancement de nouveaux produits ou l’ouverture de nouveaux marchés, le PIC permet d’adapter globalement l’outil de production aux objectifs commerciaux et financiers par famille de produits.
Source : www.logixa.ch
Taux d’engagement : En atelier, le taux d’engagement représente le temps de travail prévu sur l’ensemble du créneau horaire d’un cariste.
Source : www.logistique-1.com
TRI : Taux de Rendement Interne
Le Taux de Rentabilité Interne (TRI ou TIR) est un taux d'actualisation qui annule la valeur actuelle nette d'une chronique de flux financiers (en général relatifs à un projet avec un investissement initial suivi de cash flows positifs).
Source : www.techno-science.net/?onglet=glossaire&definition=6270
TRS : Taux de Rentabilité Synthétique
Le taux de rendement synthétique est un indicateur destiné à suivre le taux d'utilisation de machines. Il est définipar la formule :
TRS = Temps utile / Temps employé
Source : http://fr.wikipedia.org/wiki/Taux_de_rendement_synth%C3%A9tique
VAN : Valeur Actuelle Nette
La Valeur Actuelle Nette (VAN) est utilisée pour déterminer si un investissement est rentable ou non. Un investissement rentable est un investissement qui accroît la valeur de l'actif économique, c'est à dire qui crée de la richesse. En d'autres termes, il faut que les recettes générées par l'investissement soit supérieur à son coût.
Source : definition.actufinance.fr/valeur-actuelle-nette-van-757
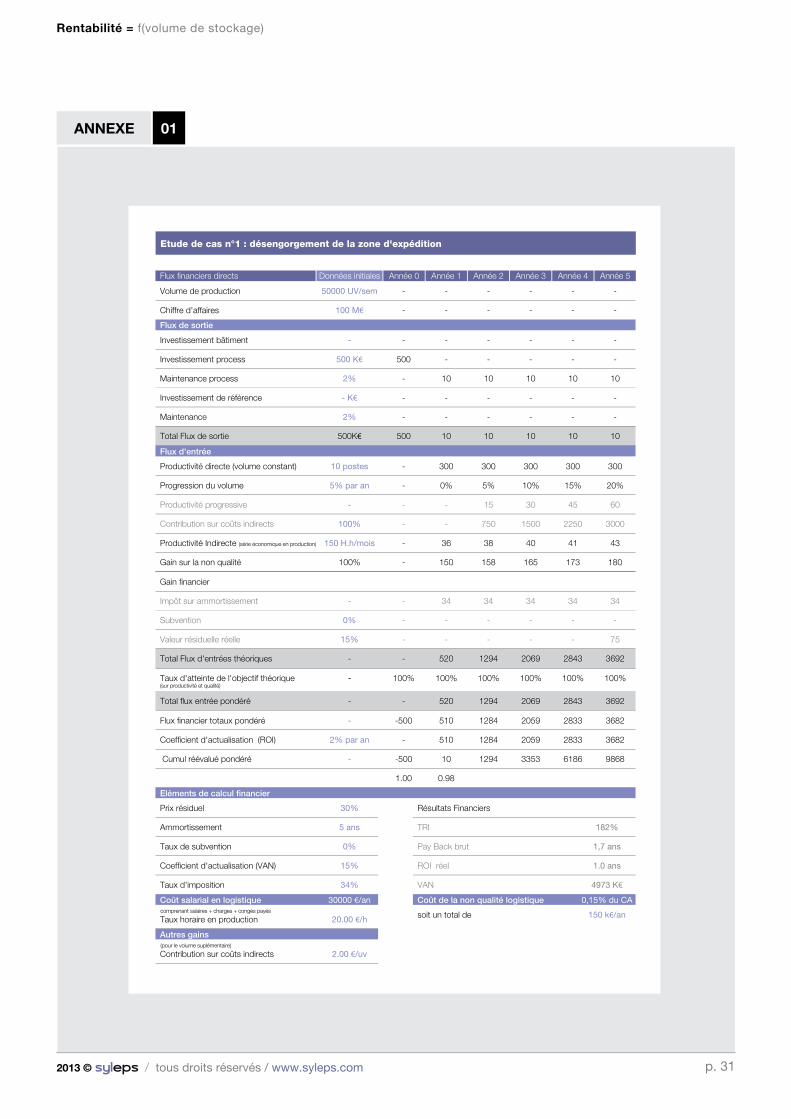
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 31
ANNEXE 02ANNEXE 01
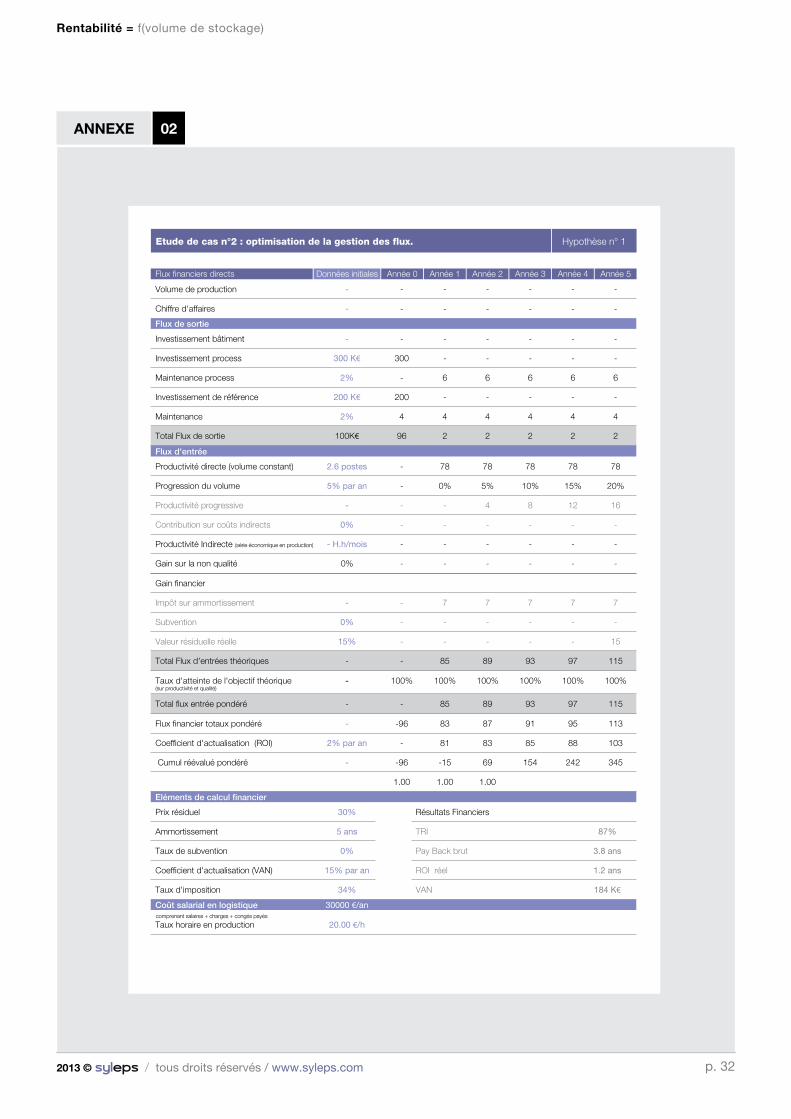
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 32
ANNEXE 02ANNEXE 02
Total Flux de sortie
Etude de cas n°2 : optimisation de la gestion des flux. Hypothèse n° 1
Flux financiers directs
Volume de production
Données initiales Année 5Année 4Année 3Année 2Année 1Année 0
- -- - - - -
Chiffre d'affaires - -- - - - -
Flux de sortie
Investissement bâtiment - -- - - - -
Investissement process 300 K€ -300 - - - -
Maintenance process 2% 6- 6 6 6 6
Investissement de référence 200 K€ -200 - - - -
Maintenance 2% 44 4 4 4 4
Flux financier totaux pondéré - 83-96 87 91 95 113
Coefficient d'actualisation (ROI) 2% par an 81- 83 85 88 103
Cumul réévalué pondéré - -15-96 69 154 242 345
1.00 1.001.00
100K€ 296 2 2 2 2
Total Flux d'entrées théoriques - 85- 89 93 97 115
Gain sur la non qualité
Flux d'entrée
Productivité directe (volume constant) 2.6 postes 78- 78 78 78 78
Progression du volume 5% par an 0%- 5% 10% 15% 20%
Impôt sur ammortissement - 7- 7 7 7 7
Valeur résiduelle réelle 15% -- - - - 15
Subvention 0% -- - - - -
Taux d'atteinte de l'objectif théorique (sur productivité et qualité)
Total flux entrée pondéré - 85- 89 93 97 115
- 100%100% 100% 100% 100% 100%
Productivité progressive - -- 4 8 12 16
Contribution sur coûts indirects 0% -- - - - -
Productivité Indirecte (série économique en production) - H.h/mois -- - - - -
Eléments de calcul financier
Prix résiduel 30%
Ammortissement 5 ans
Taux de subvention 0%
Coefficient d'actualisation (VAN) 15% par an
Taux d'imposition 34%
Résultats Financiers
TRI 87%
Pay Back brut 3.8 ans
ROI réel 1.2 ans
VAN 184 K€
Gain financier
0% -- - - - -
Coût salarial en logistique
Taux horaire en production 20.00 €/h
30000 €/ancomprenant salaires + charges + congés payés
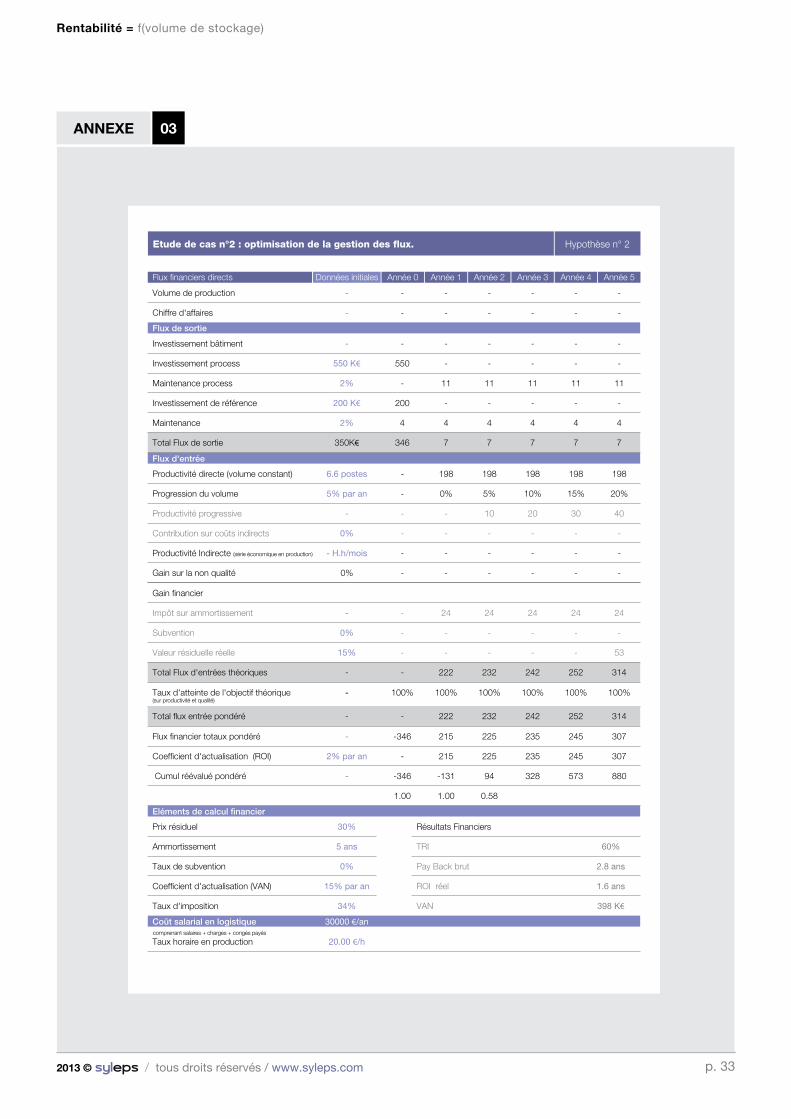
Rentabilité = f(volume de stockage)
2013 © / tous droits réservés / www.syleps.com p. 33
ANNEXE 03
Total Flux de sortie
Etude de cas n°2 : optimisation de la gestion des flux. Hypothèse n° 2
Flux financiers directs
Volume de production
Données initiales Année 5Année 4Année 3Année 2Année 1Année 0
- -- - - - -
Chiffre d'affaires - -- - - - -
Flux de sortie
Investissement bâtiment - -- - - - -
Investissement process 550 K€ -550 - - - -
Maintenance process 2% 11- 11 11 11 11
Investissement de référence 200 K€ -200 - - - -
Maintenance 2% 44 4 4 4 4
Flux financier totaux pondéré - 215-346 225 235 245 307
Coefficient d'actualisation (ROI) 2% par an 215- 225 235 245 307
Cumul réévalué pondéré - -131-346 94 328 573 880
1.00 0.581.00
350K€ 7346 7 7 7 7
Total Flux d'entrées théoriques - 222- 232 242 252 314
Gain sur la non qualité
Flux d'entrée
Productivité directe (volume constant) 6.6 postes 198- 198 198 198 198
Progression du volume 5% par an 0%- 5% 10% 15% 20%
Impôt sur ammortissement - 24- 24 24 24 24
Valeur résiduelle réelle 15% -- - - - 53
Subvention 0% -- - - - -
Taux d'atteinte de l'objectif théorique (sur productivité et qualité)
Total flux entrée pondéré - 222- 232 242 252 314
- 100%100% 100% 100% 100% 100%
Productivité progressive - -- 10 20 30 40
Contribution sur coûts indirects 0% -- - - - -
Productivité Indirecte (série économique en production) - H.h/mois -- - - - -
Eléments de calcul financier
Prix résiduel 30%
Ammortissement 5 ans
Taux de subvention 0%
Coefficient d'actualisation (VAN) 15% par an
Taux d'imposition 34%
Résultats Financiers
TRI 60%
Pay Back brut 2.8 ans
ROI réel 1.6 ans
VAN 398 K€
Gain financier
0% -- - - - -
Coût salarial en logistique
Taux horaire en production 20.00 €/h
30000 €/ancomprenant salaires + charges + congés payés





























