Embed Size (px)
Citation preview

1
LEAN ET QUALITE
LEAN TOUR BORDEAUX 18 novembre 2015

Le Groupe Technima
1962: Création de SOPPEC : société familiale
Activité d’origine: formulation de produits pour l’ameublement.
1997: Virage marquant Diversification vers les produits professionnels de marquage et repérage en aérosols
2000: Démarrage d’un nouveau site de production
2005 : Thibault de MAILLARD succède à son père
2009: Création du pôle logistique
Début de la croissance externe (groupe Technima)
2010: Installation d’une deuxième ligne de production
INOSPRAY Nouveau concept 2011
2014 : 31 M€
Personnel : 120 p
Acquisition 2009 Acquisition 2010 Acquisition 2013

Les marchés, les produits
Contruction et Travaux Publics
Industrie forestière
Industrie, évènementiels et collectivités
Sécurité
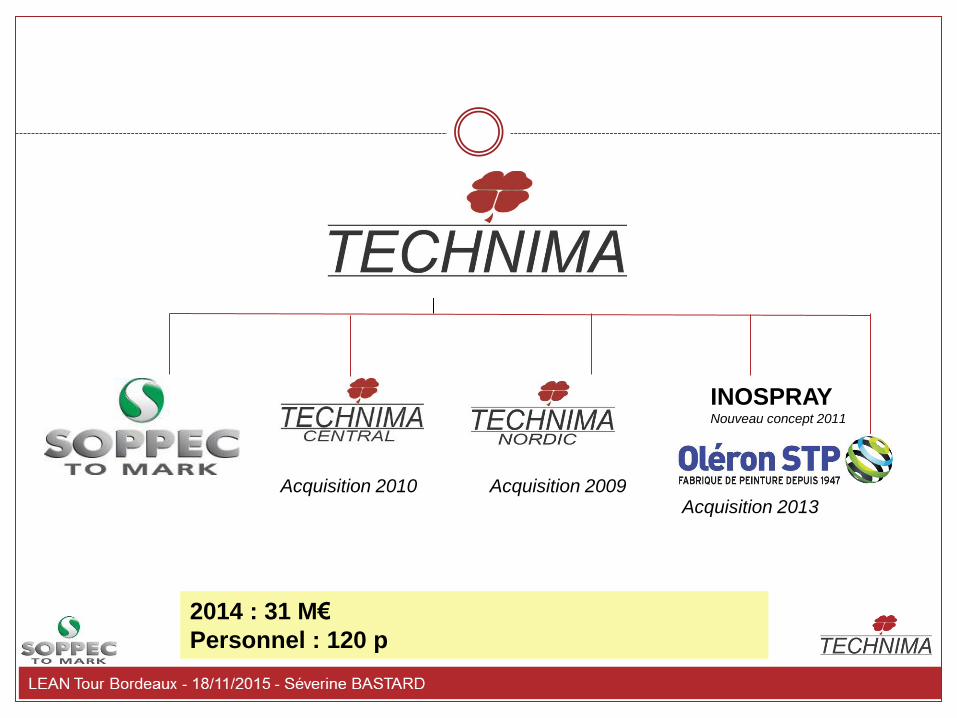
TECHNIMA Production
R&D
Production
/ Conditionnement
Logistique
6
Les 1ers pas de SOPPEC
vers le LEAN
par la QUALITE
Principe 1 : Penser sur le long terme
P – Définir la vision de TECHNIMA à 2020, définir le vrai NORD (CoDir).
D – Analyser, définir, communiquer
C – Suivi des actions, des indicateurs, des résultats… pendant qq mois…
puis essoufflements… puis
A – On ne devient pas une entreprise LEAN sans changement profond du
management… qui va au delà du bon sens apparent…
Ce que nous avons appris
Expert Senseï
Chef d’entreprise
+ réduction du scope à l’entité
SOPPEC Manufacturing
Principe 2 : Fluidité
P – Traiter les réclamations clients avec fluidité pour traiter son problème
en moins d’une semaine et erradiquer le problème
D – Intégrer le flux des retours clients dans l’ERP
Protéger le client
Développer l’écoute du problème du client
Utiliser les outils de résolution de problèmes
C – Nous n’avons jamais eu autant de Réclamations clients … MAIS…
nous approchons de notre VRAI niveau de qualité
A – Standards sur un process support
Résolution de problèmes non encore systématique
Bouclage vers la R&D
Ce que nous avons appris
Source : F. Massot (1999) – La
dynamique PDCA dans une entreprise
PAS A PAS
Pb par Pb
Principe 3 : Flux tirés Principe 4 : Niveler la production
Pas des objectifs court terme, à proprement parler
MAIS AU PREALABLE
Travail sur la stabilité du process par le kaizen
Travail sur la réduction des batchs
Principe 5 : Intégrer à la culture la nécessité d’arrêter la production dès qu’il y a un problème
P – Mettre le contrôle qualité au service de la production (support)
D – Résoudre les problèmes de qualité produits
en production
avec tous les acteurs
en menant des expériences
C – Produire autrement pour garantir la conformité (pour se laisser le
temps de trouver des solutions pérennes) – suivi des arrêts de ce type
A – Créer des standards de contrôle (pour et par les opérateurs)
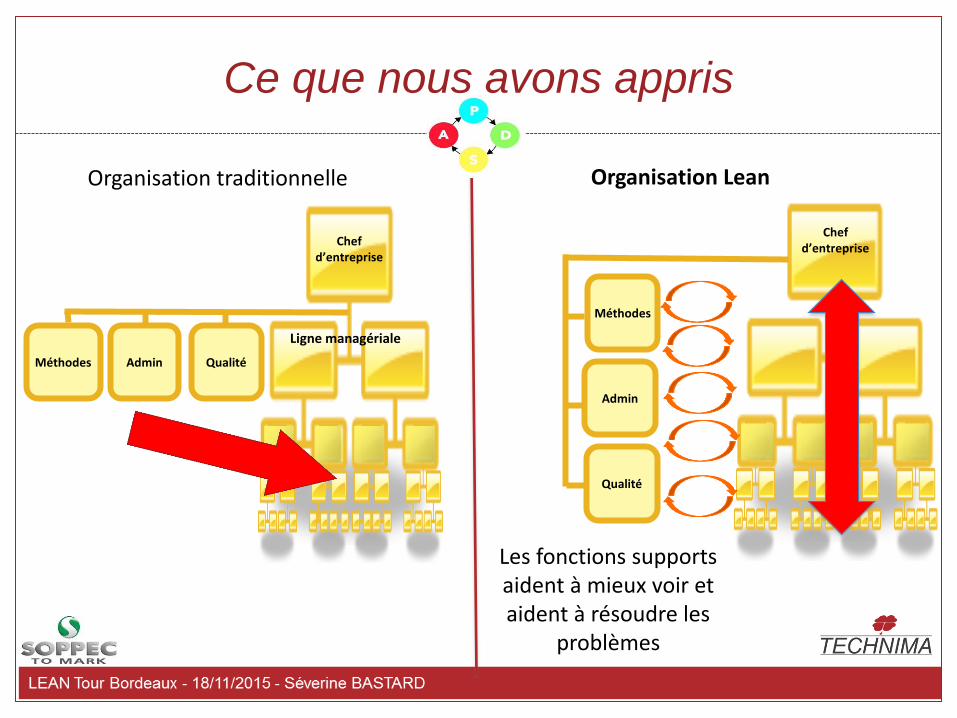
Ce que nous avons appris
Qualité
Méthodes
Admin
Les fonctions supports aident à mieux voir et aident à résoudre les
problèmes
Qualité Admin Méthodes
Ligne managériale
Chef d’entreprise
Organisation traditionnelle Organisation Lean
Chef d’entreprise
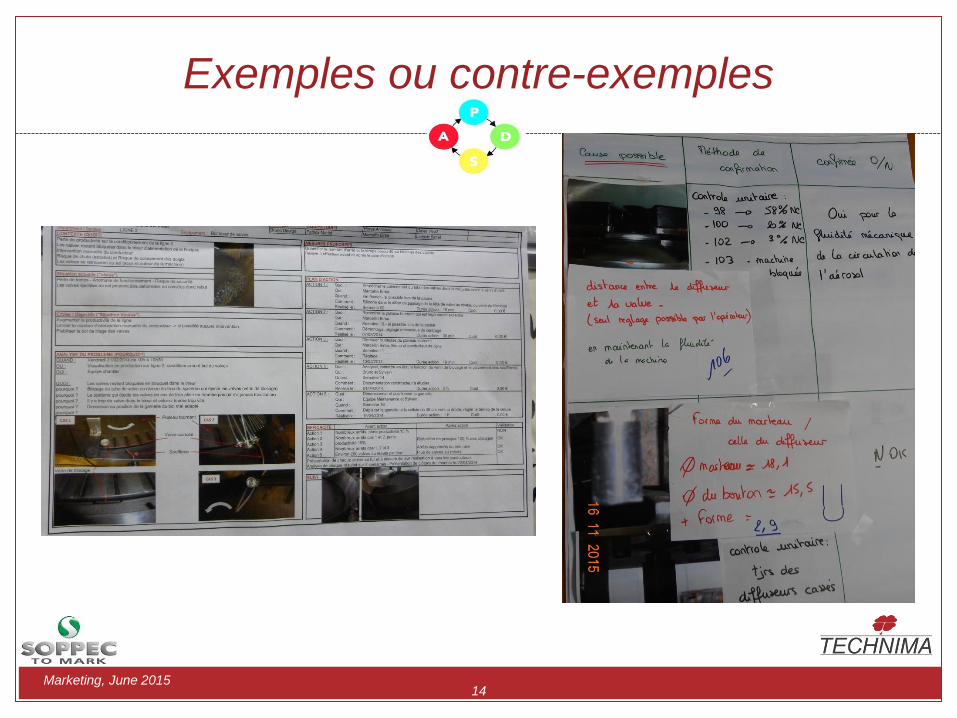
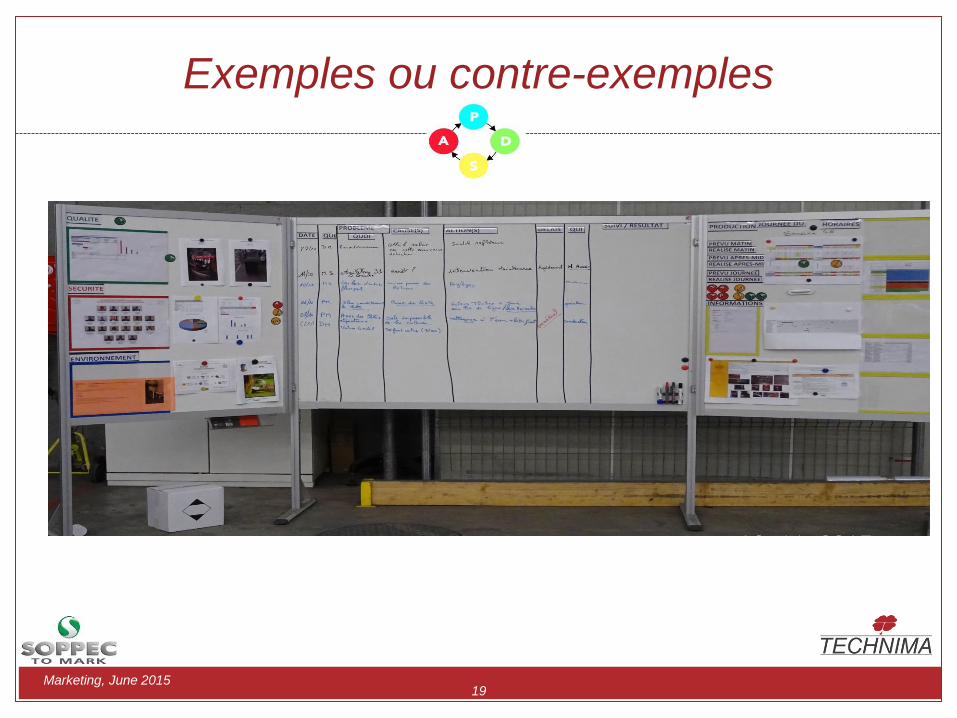
Exemples ou contre-exemples
Marketing, June 2015 14
Principe 6 : Standardiser
P – Passer de la procédure au standard
D – Par la pratique et l’expérience, lors de chaque résolution de problème
C – Nombre de standards créés, actualisés
A – Etape non atteinte
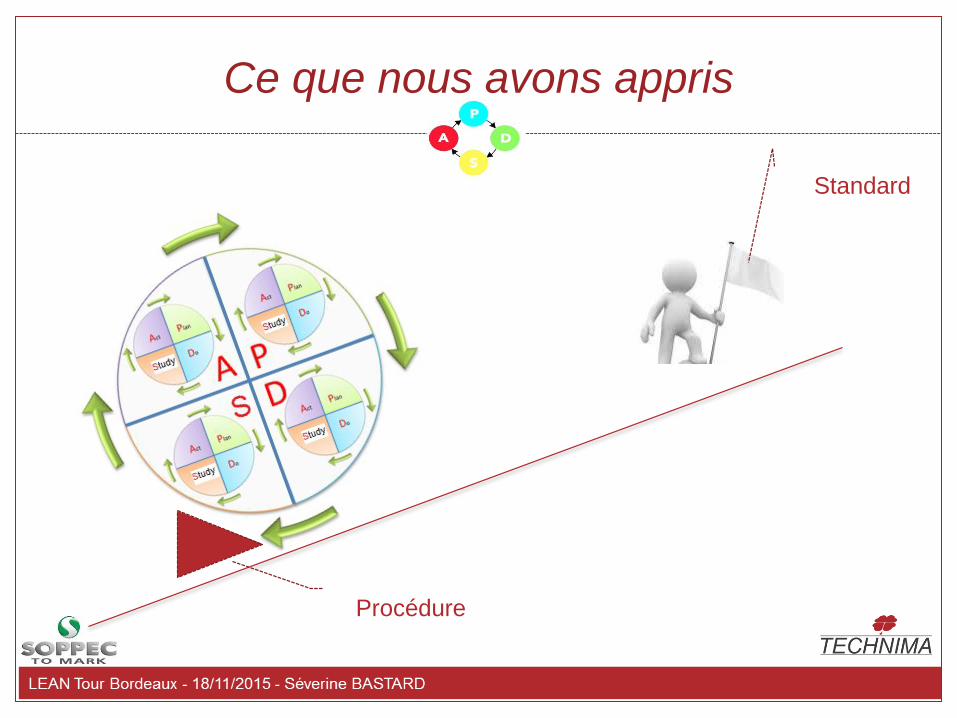
Ce que nous avons appris
Procédure
Standard
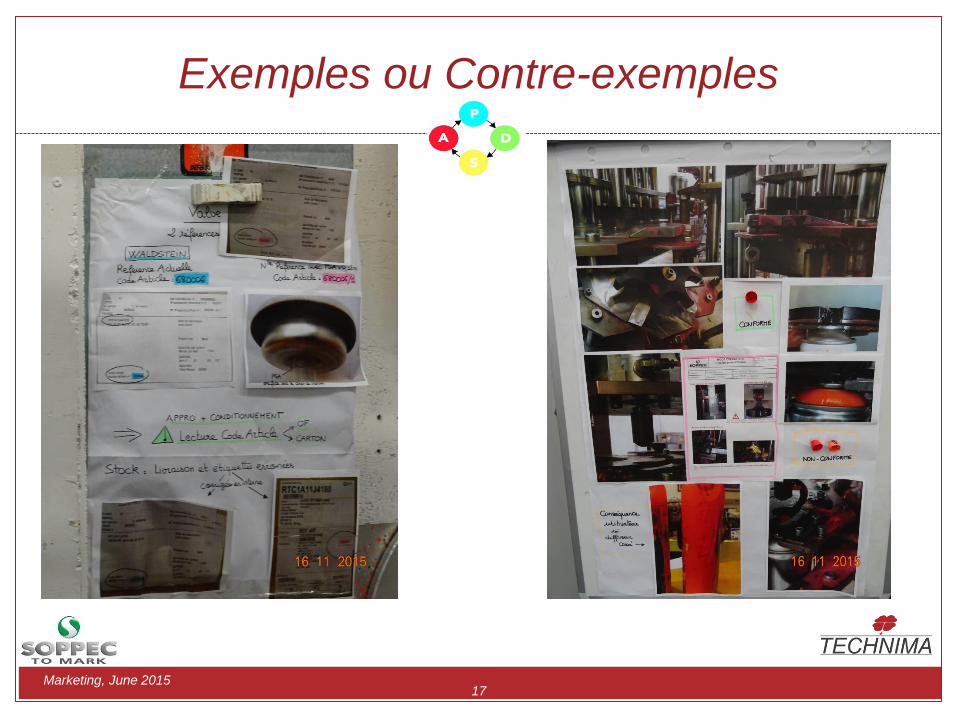
Exemples ou Contre-exemples
Marketing, June 2015 17
Principe 7 : Utiliser le contrôle visuel
P – Utiliser le management visuel pour répondre aux objectifs
productivité et de qualité
D – Suivre l’activité à fréquence courte
Fiabiliser les détecteurs embarqués (Autonomation),
Autoriser l’arrêt de la production en cas de NCQ détectées (Andon),
Créer des standards OK / NOK (Poka Yoke)
C – Etape non atteinte
A – Etape non atteinte
Exemples ou contre-exemples
Marketing, June 2015 19
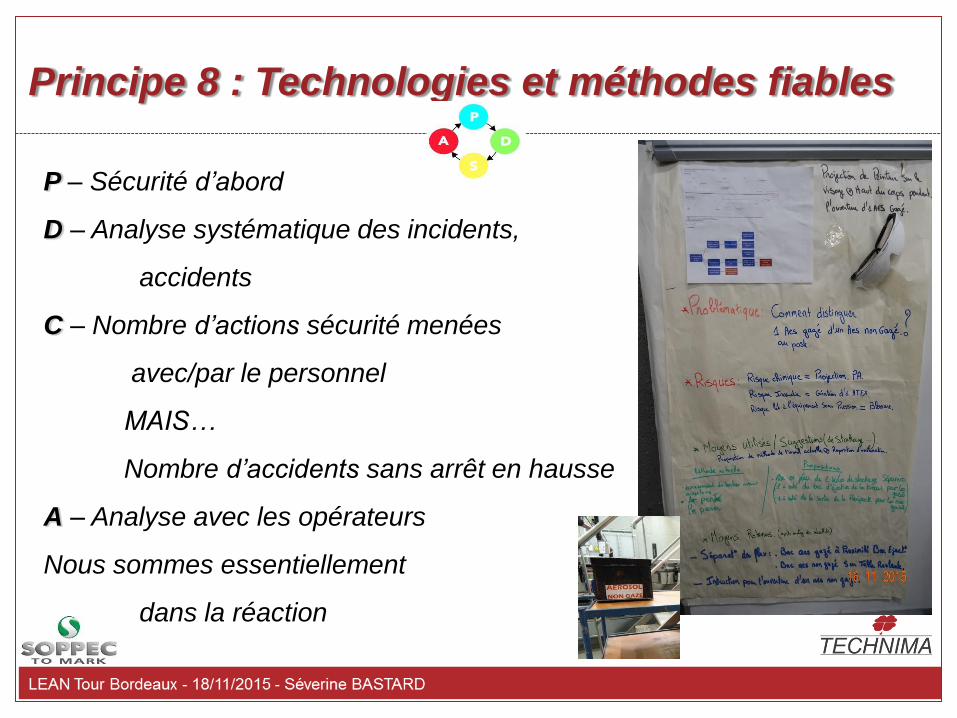
Principe 8 : Technologies et méthodes fiables
P – Sécurité d’abord
D – Analyse systématique des incidents,
accidents
C – Nombre d’actions sécurité menées
avec/par le personnel
MAIS…
Nombre d’accidents sans arrêt en hausse
A – Analyse avec les opérateurs
Nous sommes essentiellement
dans la réaction
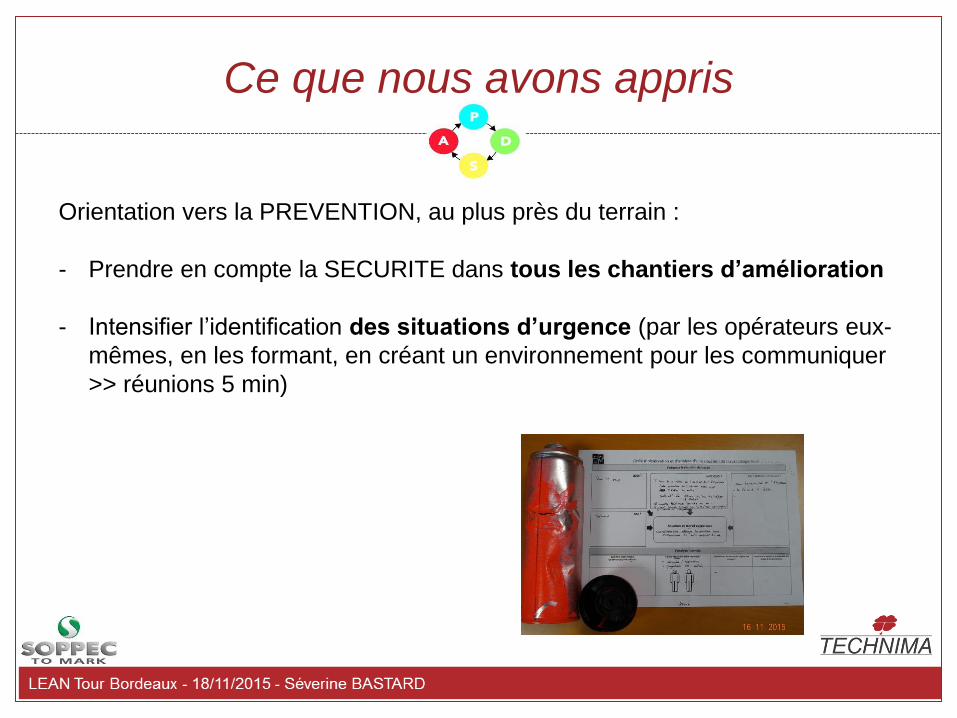
Ce que nous avons appris
Orientation vers la PREVENTION, au plus près du terrain :
- Prendre en compte la SECURITE dans tous les chantiers d’amélioration
- Intensifier l’identification des situations d’urgence (par les opérateurs eux-
mêmes, en les formant, en créant un environnement pour les communiquer
>> réunions 5 min)
Principe 11 : Respecter et motiver ses
partenaires
Marketing, June 2015 22
Pas abordé à ce jour
CAR nous sommes à ce jour orientés sur nos clients, sur nos pb internes
mais pas encore sur nos fournisseurs.
Se changer soi-même pour changer les autres
Principe 12 :
1. Aller voir par soi-même
les problèmes à la source
Principe 9 :
2. Former les
collaborateurs à la résolution de problèmes
Principe 10 :
3. Encourager et reconnaitre
Principe 13 :
4. Avancer pas à pas
Principe 14 :
5. Améliorer les
pratiques : Standards-Processus - Produits
Merci pour votre attention…
Qu’avez-vous appris ?