Embed Size (px)
Citation preview
Tout est dans le détail. Usinage de précision du prototypage à la grande série...1

Tout est dans le détail.
PEMTec SNCEurozone6, rue Jules VerneBP 60147F-57603 ForbachTel. 0033 3 87 13 09 00Fax: 0033 3 87 13 09 98E-mail: [email protected]: www.pemtec.fr
Usinage de précision du prototypage à la grande série...2
Tout est dans le détail.
• PEMTec – est une entreprise innovante dans la technologie ECM, située à Forbach (Moselle)
• Nous fabriquons des machines d’Usinage Électrochimique de Précision des Métaux (PEM) en série.
• Nous développons, fabriquons et commercialisons les machines PEM ainsi que les périphériques de processus.
• Par ailleurs, nous proposons à notre clientèle, des services de sous-traitance d’usinage PEM-Usinage ainsi que de l’ingénierie de processus spécifique.
L´essentiel:
Usinage de précision du prototypage à la grande série...3
Tout est dans le détail.
Un bref historique:
• 1995: Création de la Société PEM Technologiegesellschaft für elektrochemische Bearbeitung gmbH à Dillingen/Saar Allemagne.
• 1998 Rachat de la société par le groupe Wacht
• 2004: Déménagement de Dillingen à Forbach
• 2006: Début des activités de fabrication du centre d’usinage PEM en série.
Usinage de précision du prototypage à la grande série...4
Tout est dans le détail.
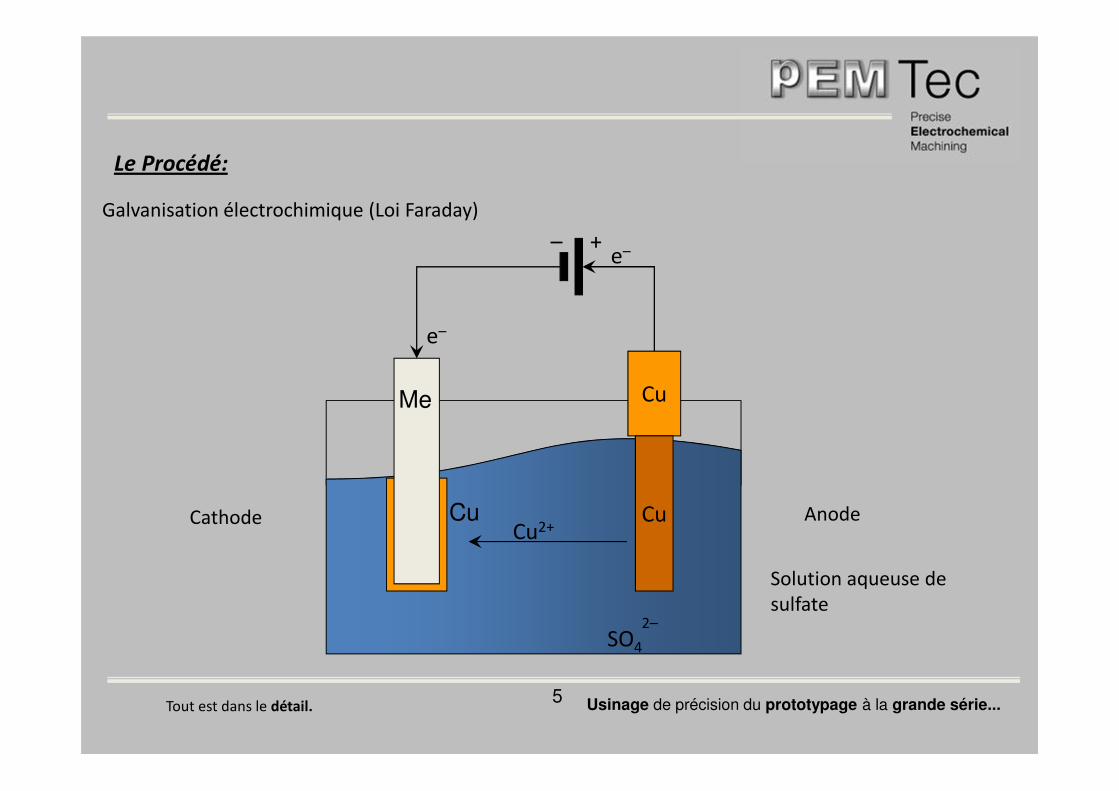
Galvanisation électrochimique (Loi Faraday)
Le Procédé:
– +
Cu
Cu
Me
Cu
e–
e–
Cu2+
SO4
2–
Usinage de précision du prototypage à la grande série...5
AnodeCathode
Solution aqueuse de sulfate
6Tout est dans le détail.
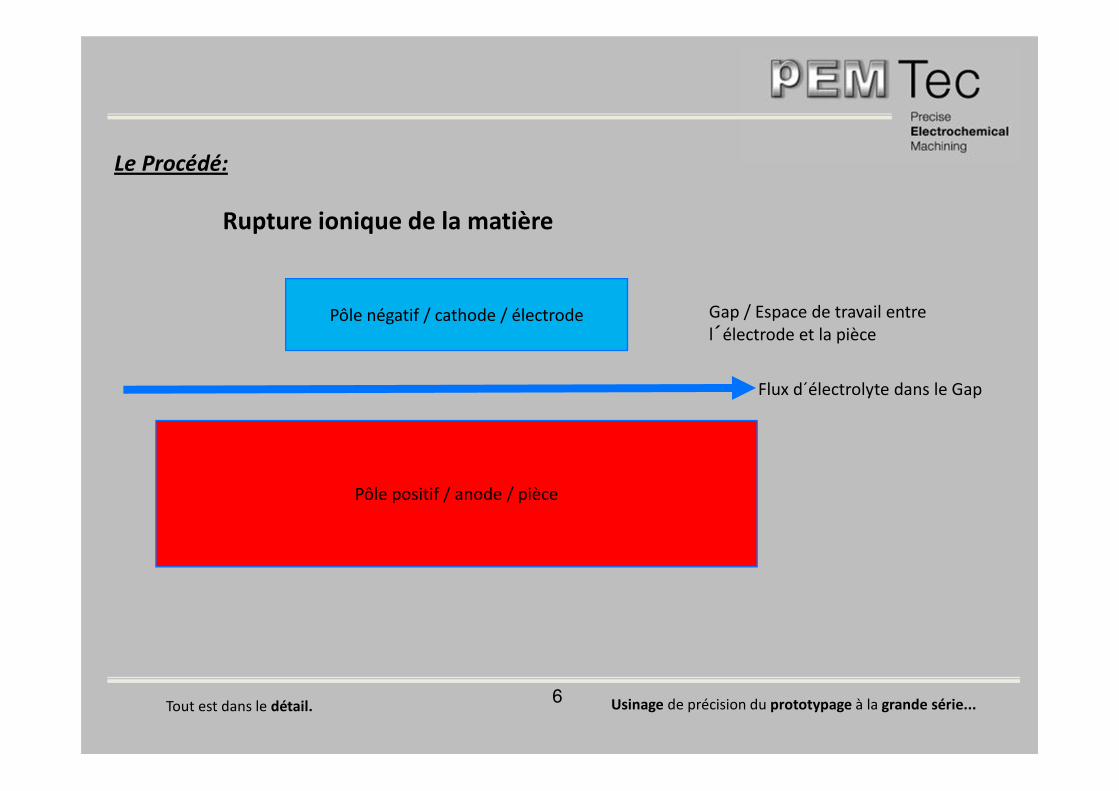
Le Procédé:
Usinage de précision du prototypage à la grande série...
Rupture ionique de la matière
Pôle négatif / cathode / électrode
Pôle positif / anode / pièce
Gap / Espace de travail entre l´électrode et la pièce
Flux d´électrolyte dans le Gap
Tout est dans le détail.
Le Procédé:
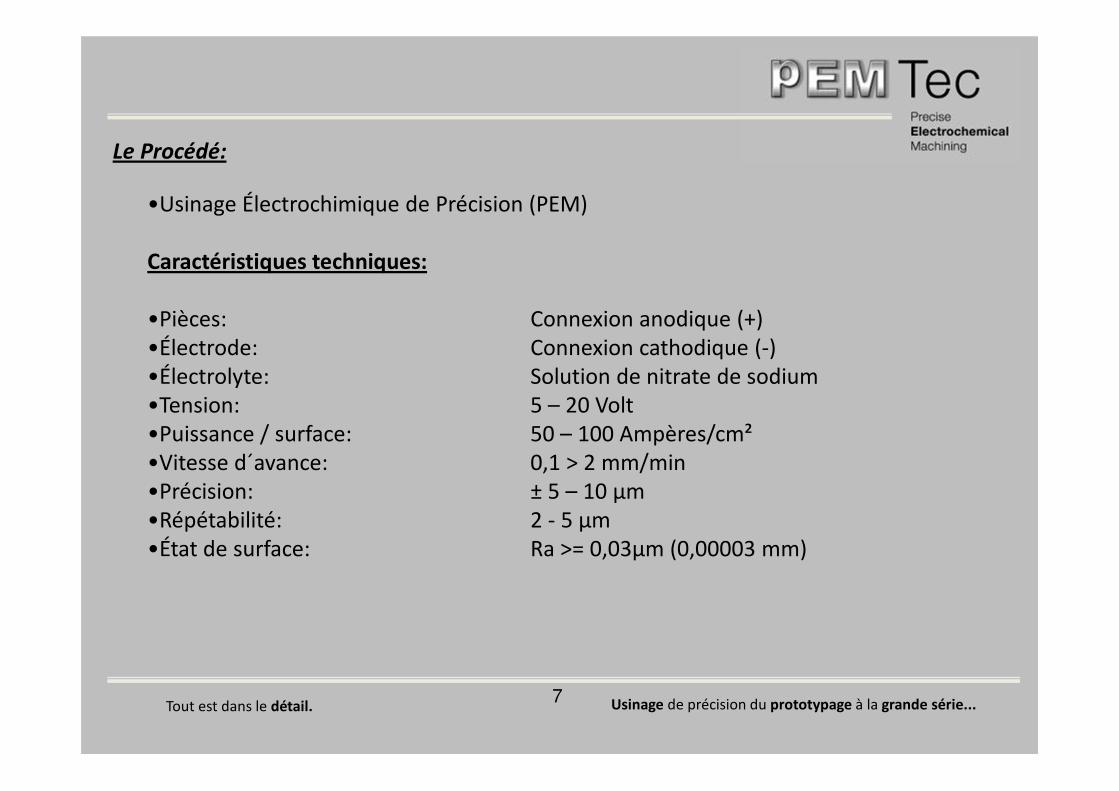
•Usinage Électrochimique de Précision (PEM)
Caractéristiques techniques:
•Pièces: Connexion anodique (+)•Électrode: Connexion cathodique (-)•Électrolyte: Solution de nitrate de sodium•Tension: 5 – 20 Volt•Puissance / surface: 50 – 100 Ampères/cm²•Vitesse d´avance: 0,1 > 2 mm/min•Précision: ± 5 – 10 µm•Répétabilité: 2 - 5 µm•État de surface: Ra >= 0,03µm (0,00003 mm)
Usinage de précision du prototypage à la grande série...7
Tout est dans le détail.
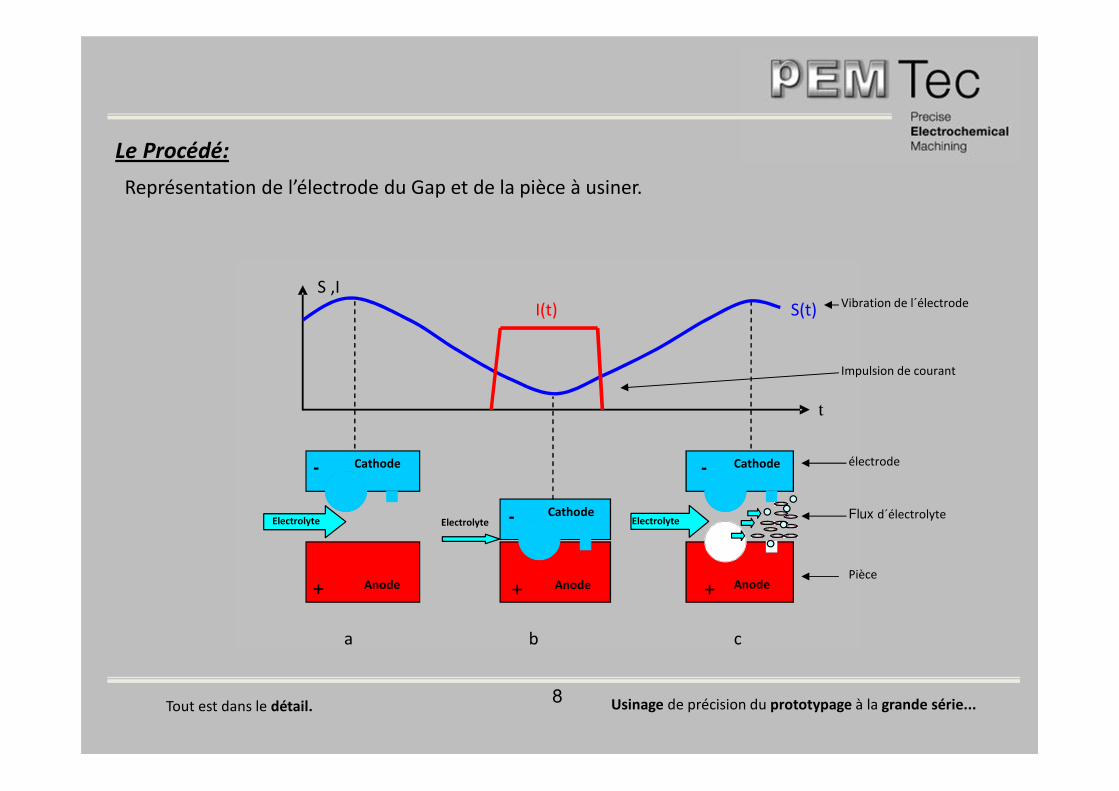
Le Procédé:
Représentation de l’électrode du Gap et de la pièce à usiner.
Vibration de l´électrode
Impulsion de courant
électrode
Flux d´électrolyte
Pièce
Usinage de précision du prototypage à la grande série...
Cathode
Anode
ElectrolyteCathode
Cathode
Anode Anode
Electrolyte
+ + +
-
-
-
a b c
Electrolyte
S ,I
t
S(t)I(t)
8
Tout est dans le détail.
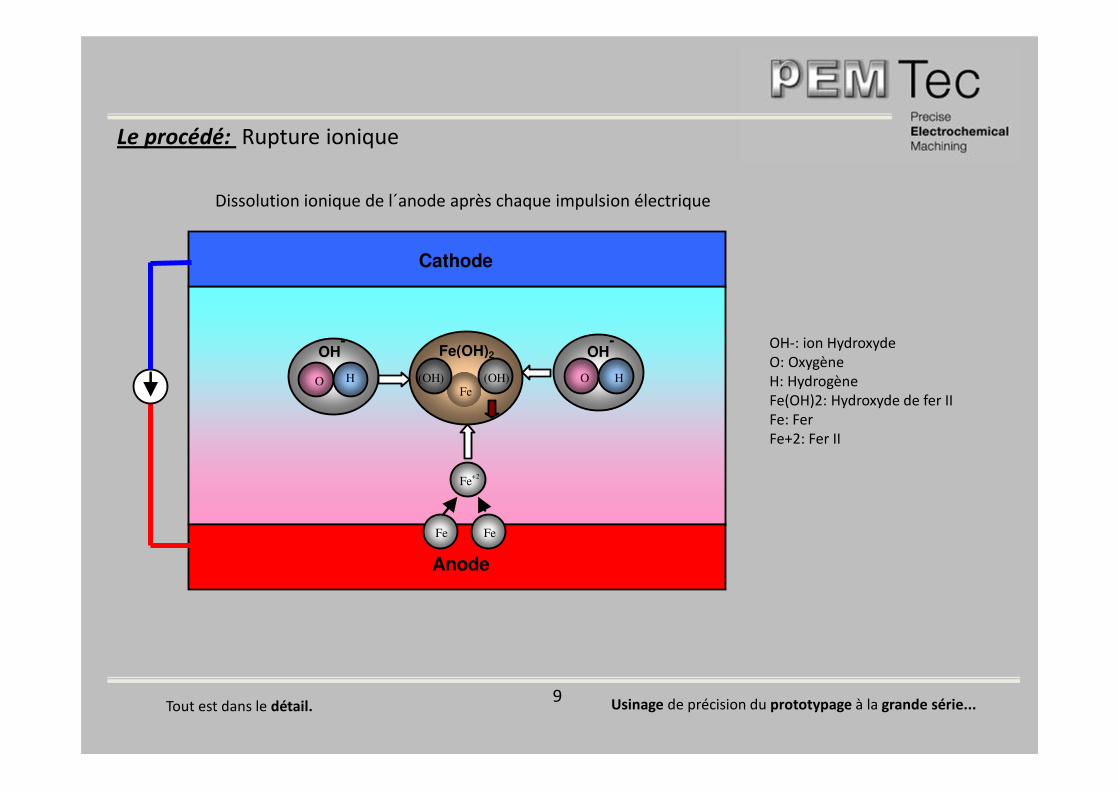
Le procédé: Rupture ionique
Fe Fe
Fe+2
Fe
(OH)
(OH)
Fe(OH)2
O H
O H
OH-
OH-
Anode
Cathode
OH-: ion HydroxydeO: OxygèneH: HydrogèneFe(OH)2: Hydroxyde de fer IIFe: FerFe+2: Fer II
Dissolution ionique de l´anode après chaque impulsion électrique
Usinage de précision du prototypage à la grande série...9
Tout est dans le détail.
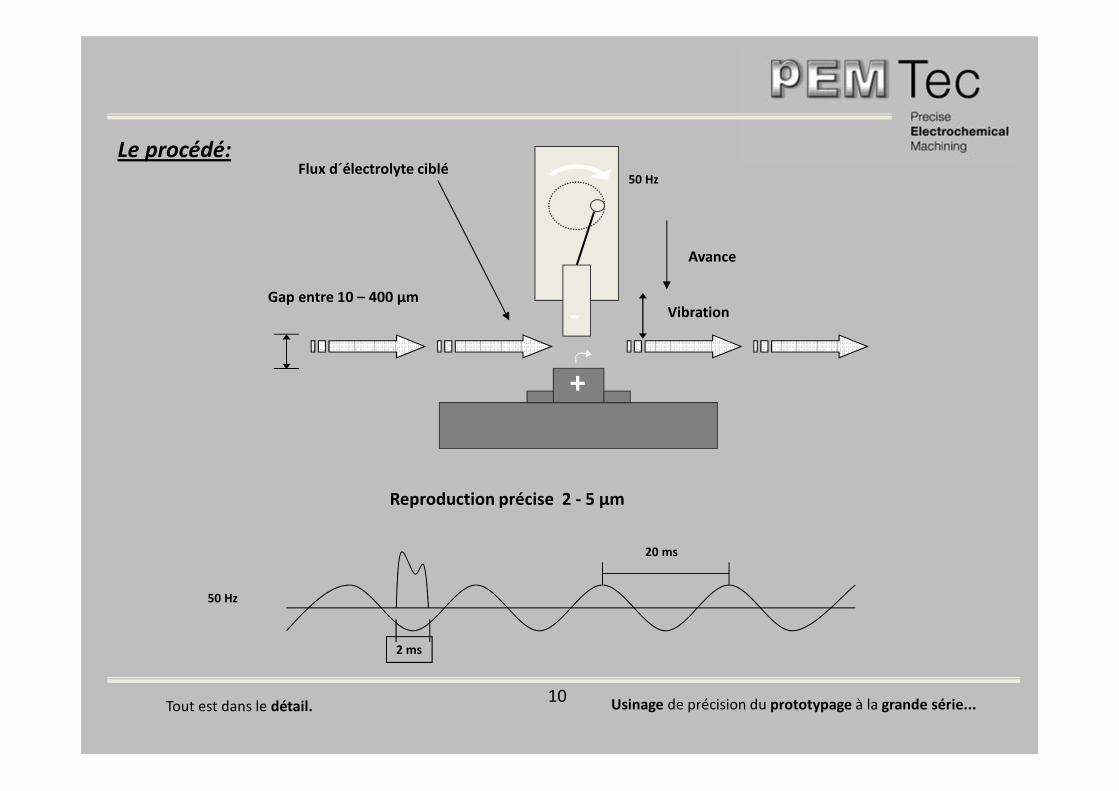
Le procédé:
+
50 Hz
20 ms
2 ms
50 Hz
Reproduction précise 2 - 5 µm
Avance
VibrationGap entre 10 – 400 µm
Flux d´électrolyte ciblé
-
Usinage de précision du prototypage à la grande série...10
11Tout est dans le détail.
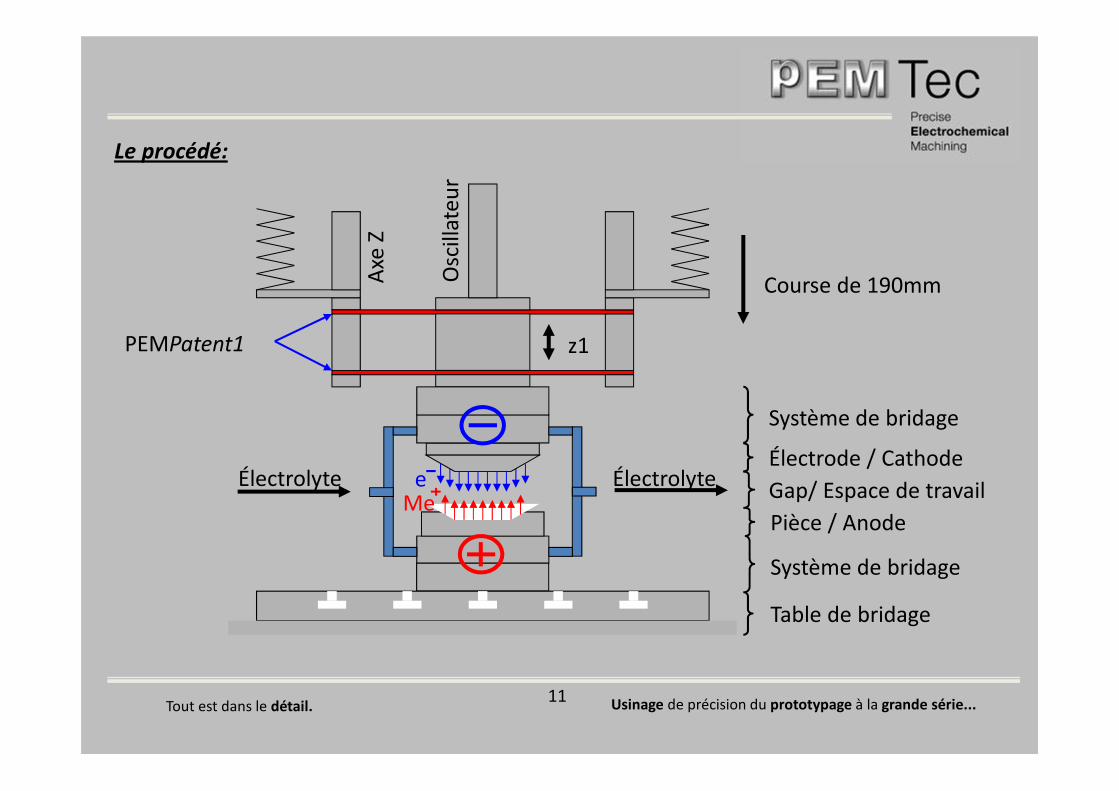
Le procédé:
Usinage de précision du prototypage à la grande série...
Course de 190mm
z1
Système de bridage
Pièce / Anode
Système de bridage
Électrode / Cathode
Table de bridage
ÉlectrolyteÉlectrolyte eMe
Gap/ Espace de travail
PEMPatent1
Axe
Z
Osc
illat
eur
12Tout est dans le détail.
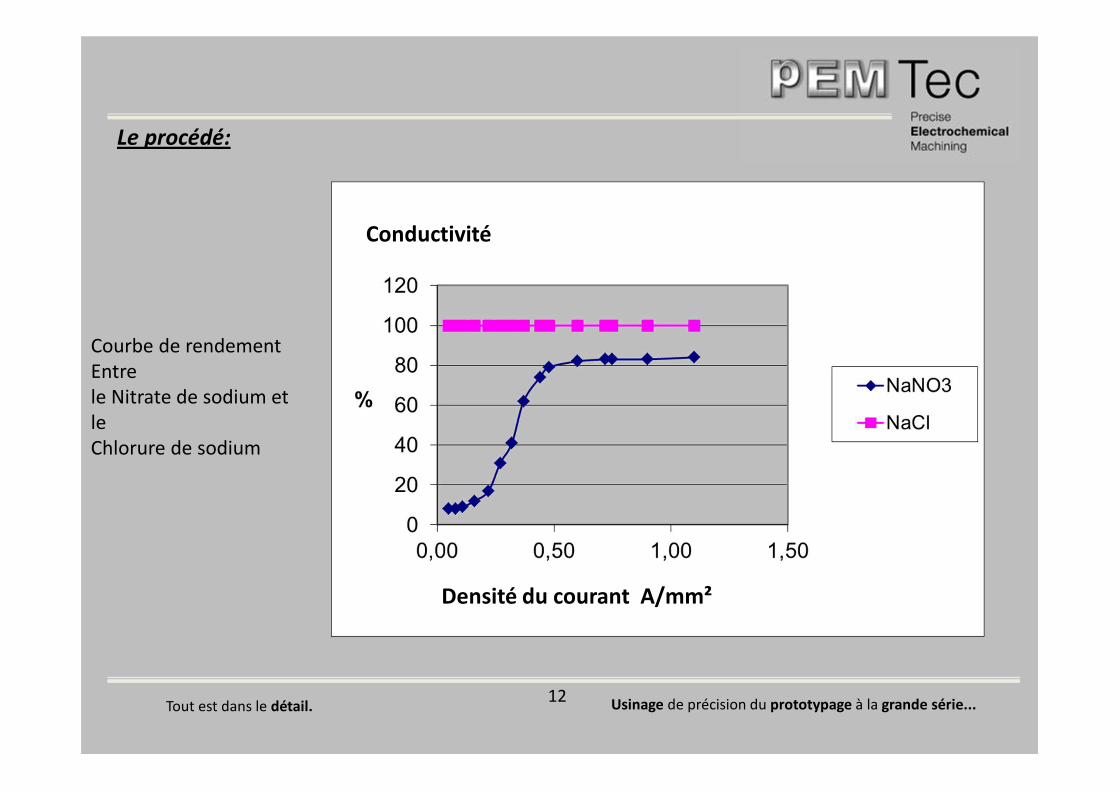
Le procédé:
Usinage de précision du prototypage à la grande série...
Courbe de rendementEntre le Nitrate de sodium et le Chlorure de sodium
Conductivité
Densité du courant A/mm²
Tout est dans le détail.
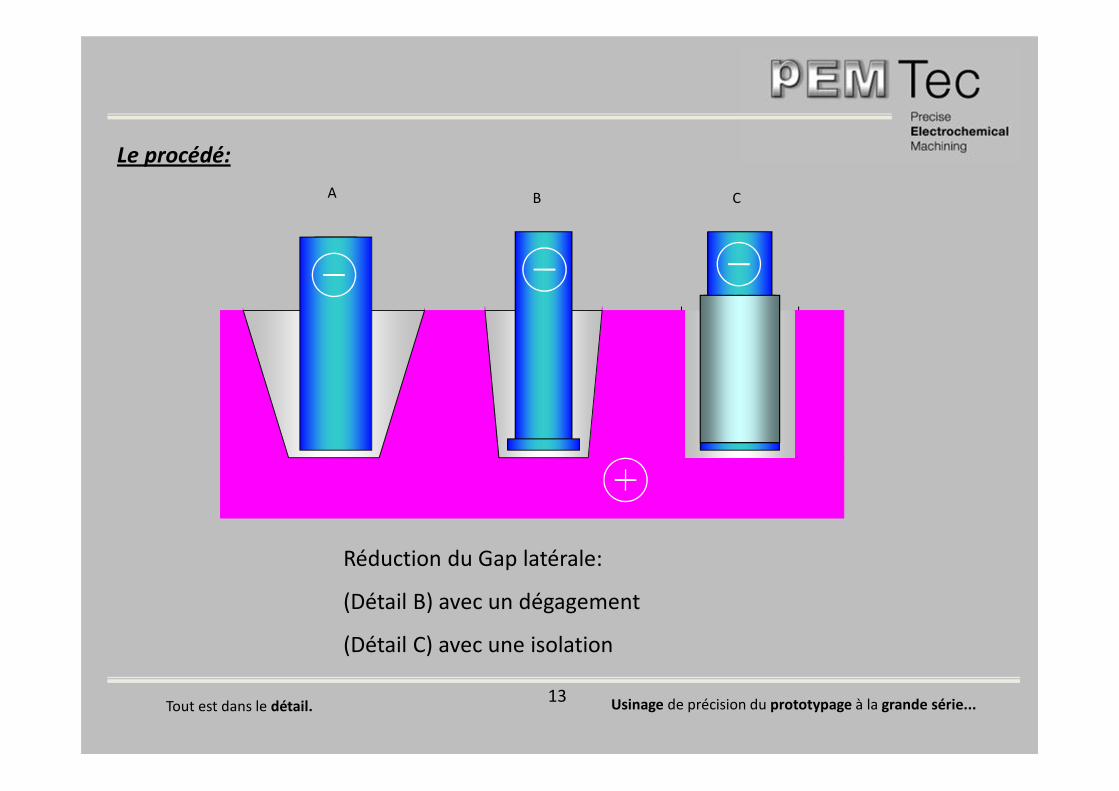
Le procédé:
Usinage de précision du prototypage à la grande série...
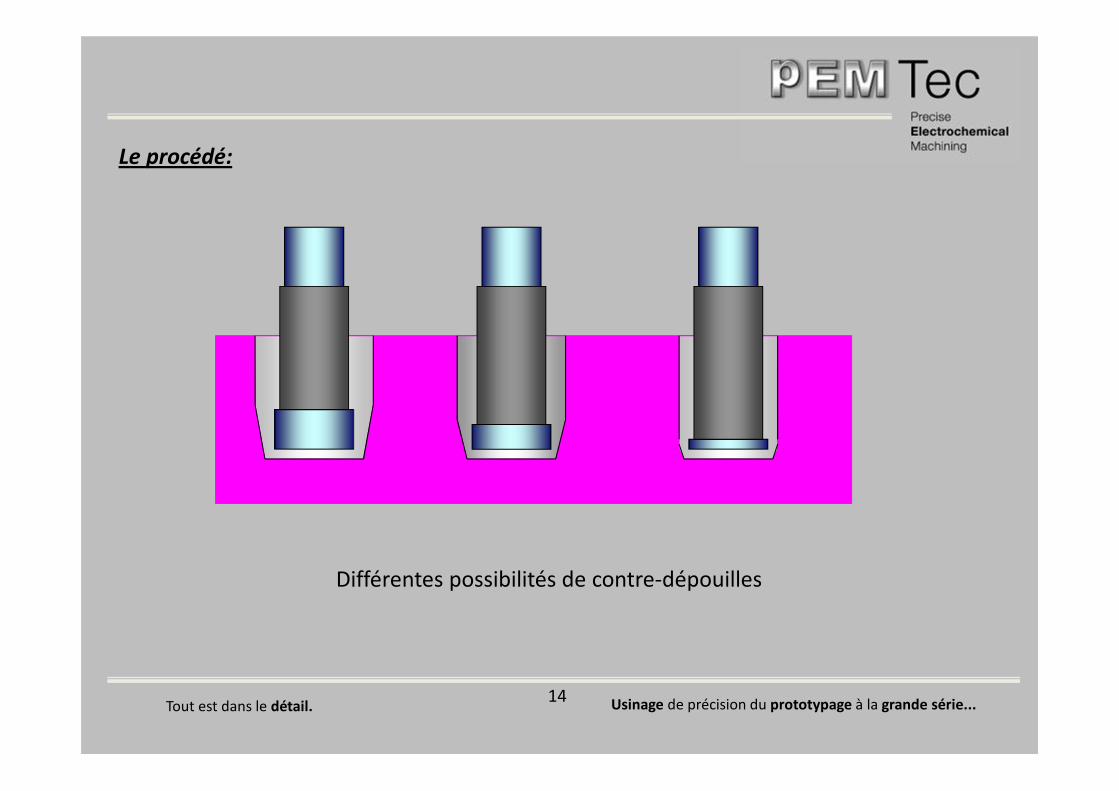
A B C
Réduction du Gap latérale:
(Détail B) avec un dégagement
(Détail C) avec une isolation
13
14Tout est dans le détail.
Le procédé:
Usinage de précision du prototypage à la grande série...
Différentes possibilités de contre-dépouilles
Vos avantages:
Tout est dans le détail.
• Aucune usure d’électrode!
• Aucune incidence thermique sur la structure métallique!
• Aucun risque de micro- fissure!
• Pas de surface blanche!
• Suppression des prestations et traitements post-usinage!
• Vitesse d’usinage de 0,1 - 2 mm/min indépendamment de la surface à éroder!
• Les qualités de surface de l’électrode sont reproduites à valeur identique.
• Rugosité pouvant atteindre Ra 0,03µm!
• Pas de contrainte mécanique sur la pièce !
• Possibilité d’usiner des pièces de très fine épaisseur!
• Aucune incidence sur les propriétés magnétiques de la pièce!
• Exempt de bavures d´usinage!
• Ébauche, finition, rectification et polissage en une seule opération, avec une électrode!
• Température du processus entre 20 – 50°C!
• Possibilité d´usiner les super alliages!
Usinage de précision du prototypage à la grande série...15
16
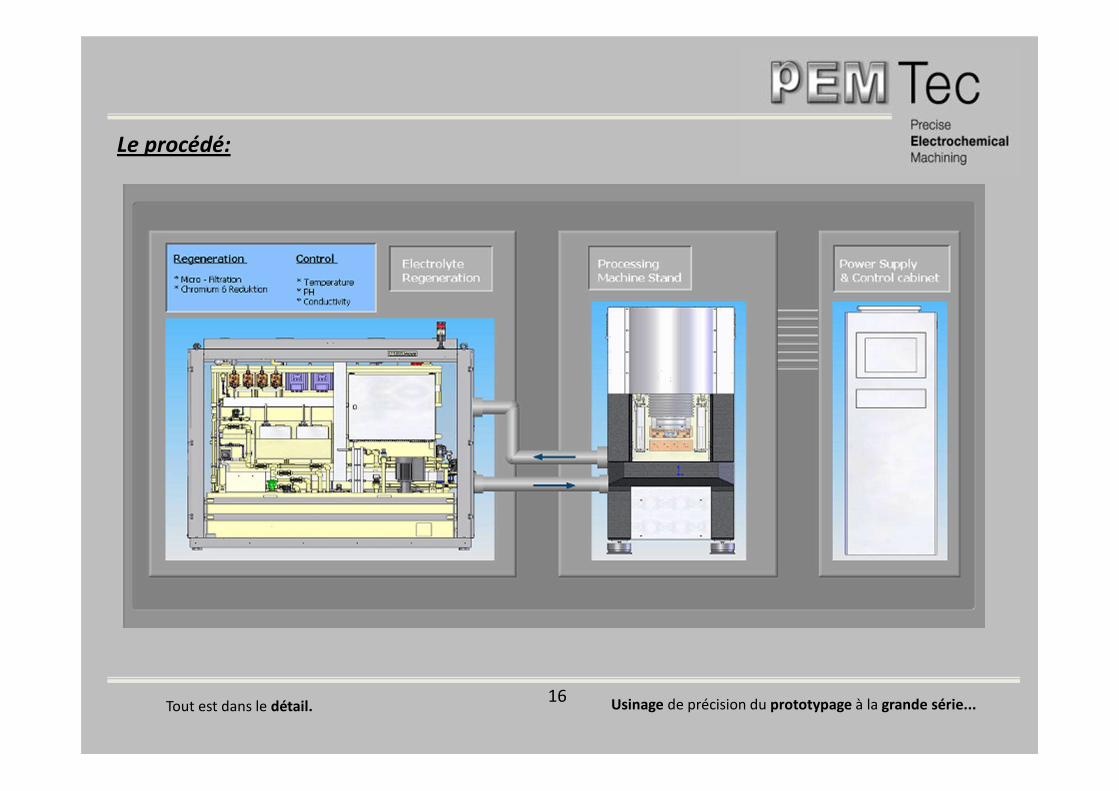
Régénération:
- Micro- filtration
-Réduction des chromates
Contrôle:
-Température
-PH
-Conductivité
Tout est dans le détail. Usinage de précision du prototypage à la grande série...
Le procédé:

Tout est dans le détail.
PEMAqua
PEMMechanic
PEMControl
PEMPower
Un PEMCenter se compose de plusieurs modules fonctionnels:
Usinage de précision du prototypage à la grande série...
Pupitre de commande
17

Tout est dans le détail.
PEMMechanic
PEMControl
PEMPower
Un PEMCenter se compose de plusieurs modules fonctionnels:
Usinage de précision du prototypage à la grande série...
Pupitre de commande
18
PEMAqua

19Tout est dans le détail.
Un PEMCenter se compose de plusieurs modules fonctionnels:
Usinage de précision du prototypage à la grande série...

20Tout est dans le détail.
Un PEMCenter se compose de plusieurs modules fonctionnels:
Usinage de précision du prototypage à la grande série...
Tout est dans le détail.
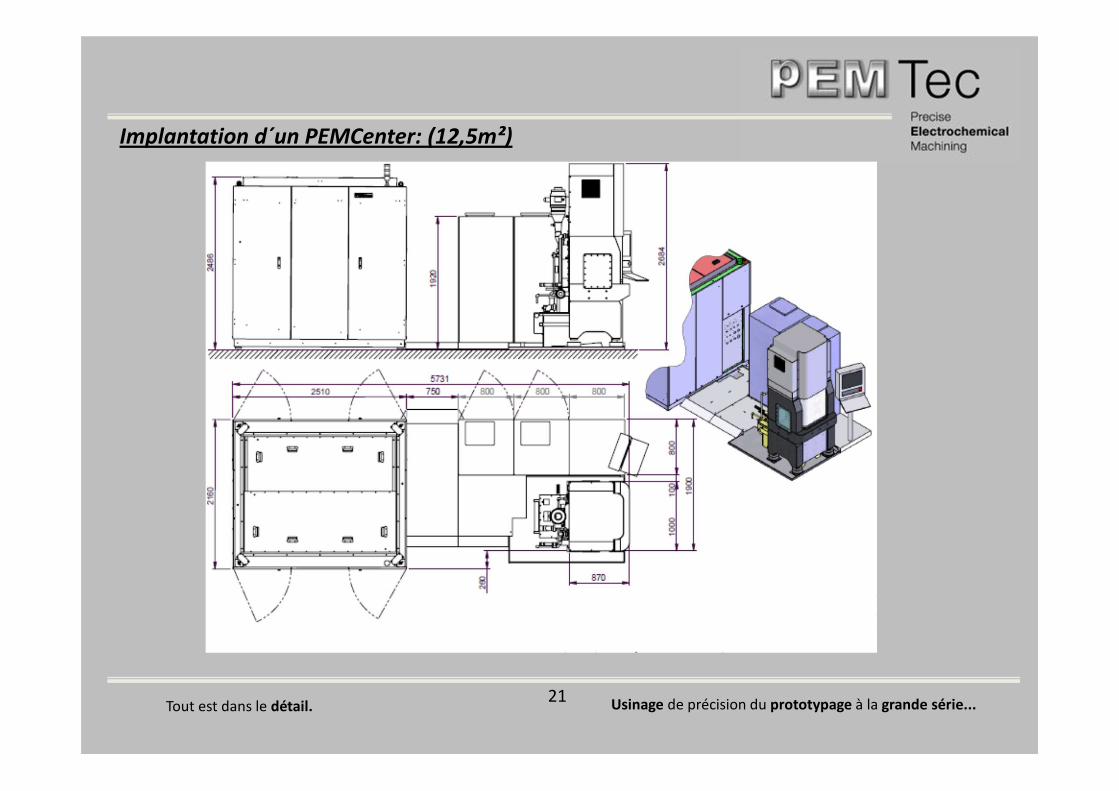
Implantation d´un PEMCenter: (12,5m²)
Usinage de précision du prototypage à la grande série...21
Tout est dans le détail.
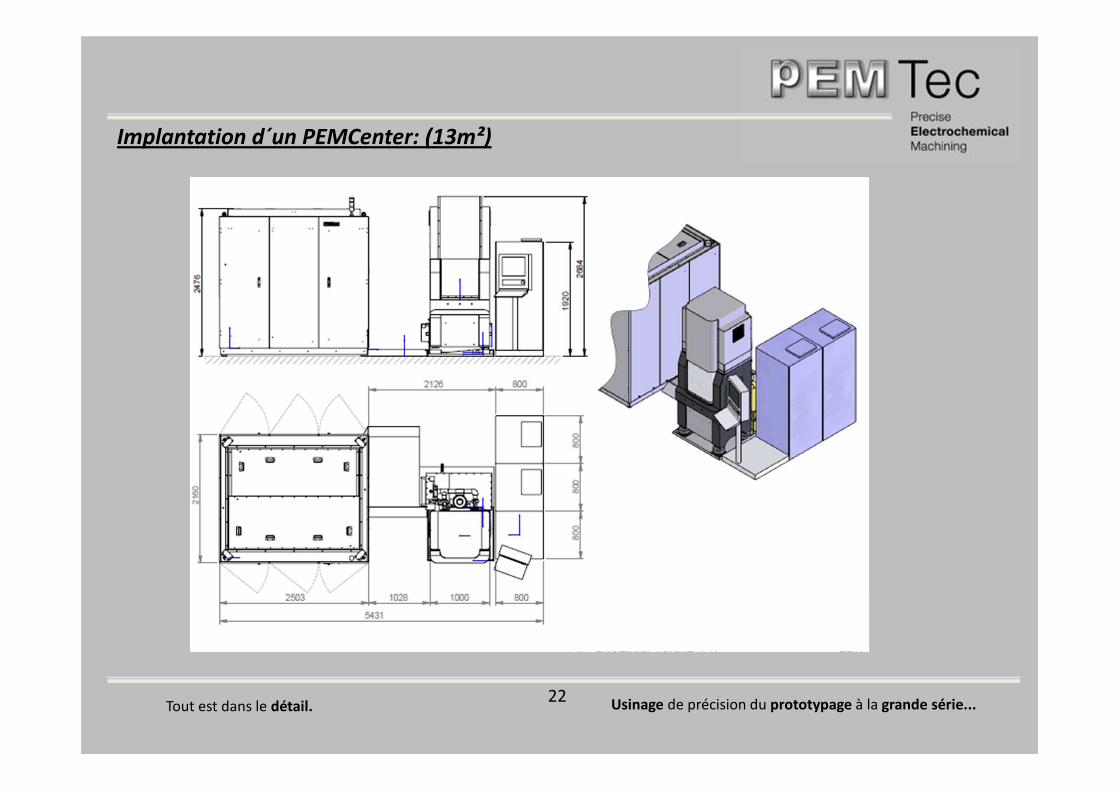
Implantation d´un PEMCenter: (13m²)
Usinage de précision du prototypage à la grande série...22
Tout est dans le détail.
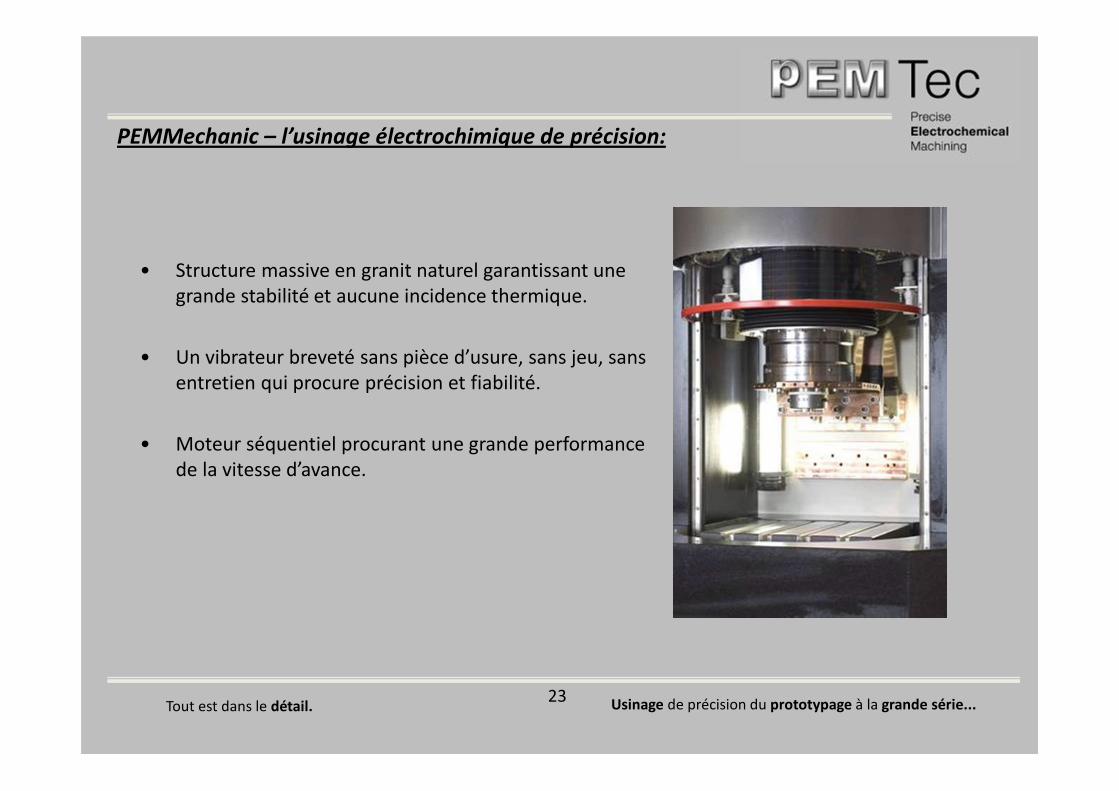
• Structure massive en granit naturel garantissant une grande stabilité et aucune incidence thermique.
• Un vibrateur breveté sans pièce d’usure, sans jeu, sans entretien qui procure précision et fiabilité.
• Moteur séquentiel procurant une grande performance de la vitesse d’avance.
PEMMechanic – l’usinage électrochimique de précision:
Usinage de précision du prototypage à la grande série...23
Tout est dans le détail.
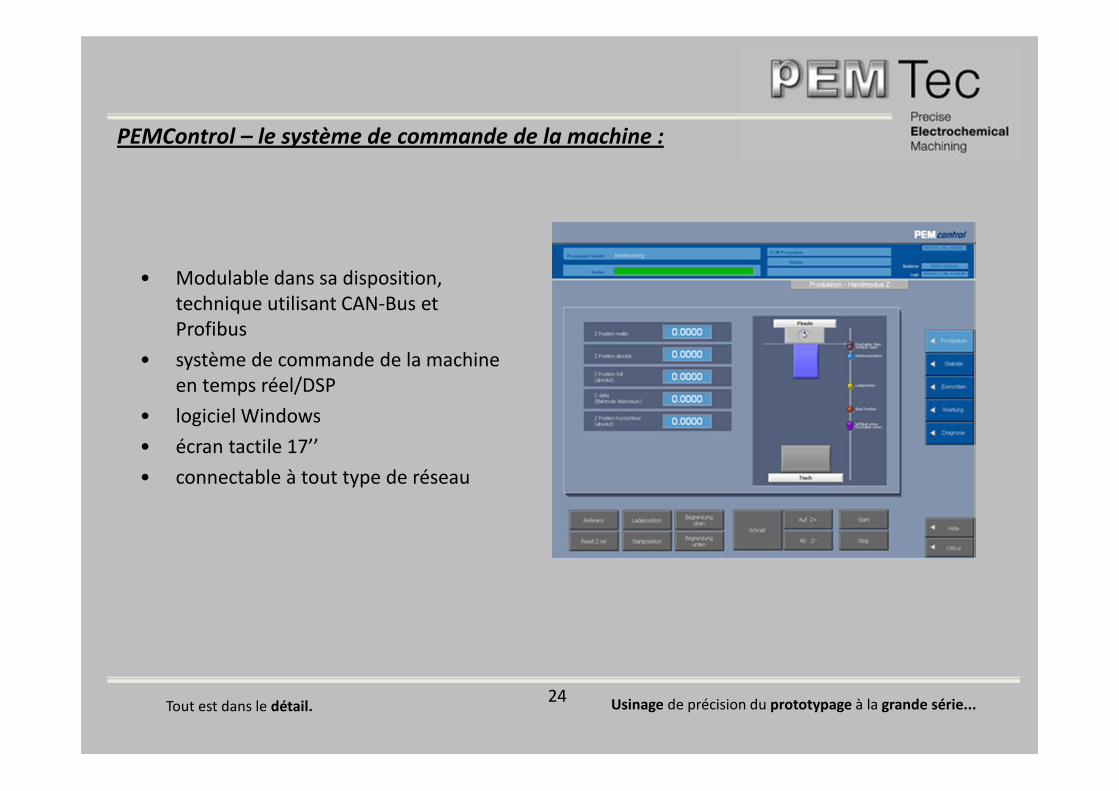
PEMControl – le système de commande de la machine :
• Modulable dans sa disposition, technique utilisant CAN-Bus et Profibus
• système de commande de la machine en temps réel/DSP
• logiciel Windows
• écran tactile 17’’
• connectable à tout type de réseau
Usinage de précision du prototypage à la grande série...24
25Tout est dans le détail.
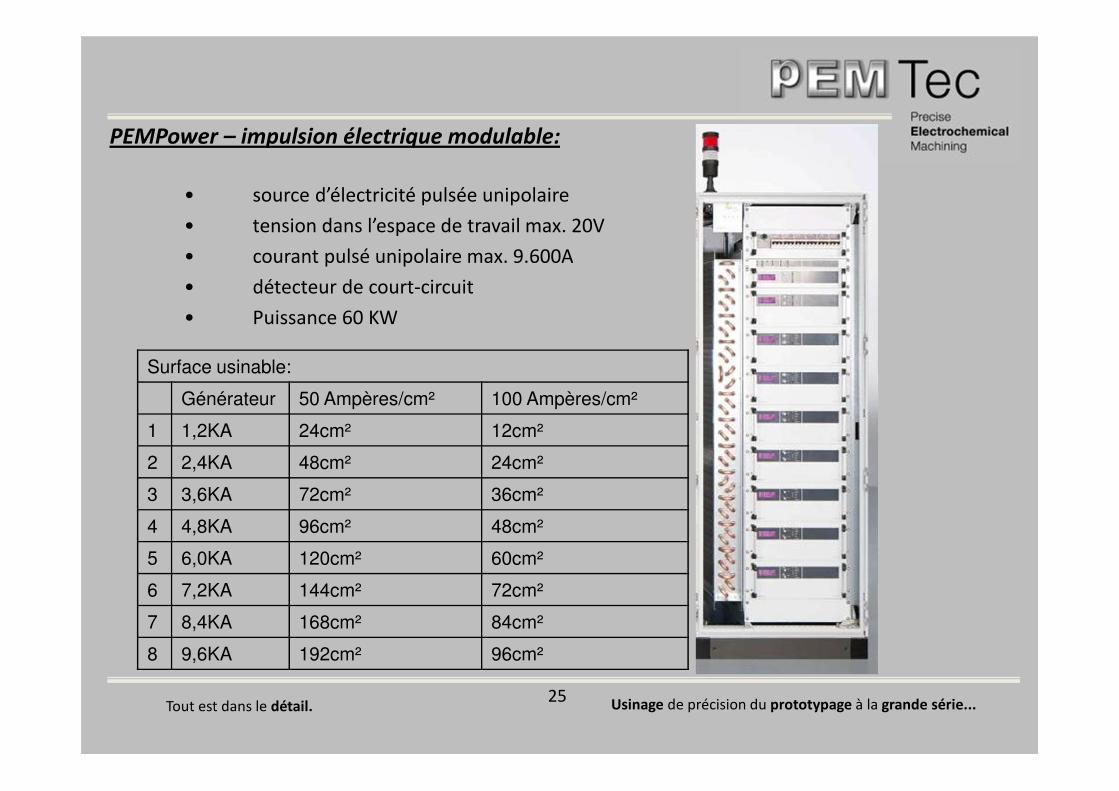
• source d’électricité pulsée unipolaire
• tension dans l’espace de travail max. 20V
• courant pulsé unipolaire max. 9.600A
• détecteur de court-circuit
• Puissance 60 KW
PEMPower – impulsion électrique modulable:
Usinage de précision du prototypage à la grande série...
Surface usinable:
Générateur 50 Ampères/cm² 100 Ampères/cm²
1 1,2KA 24cm² 12cm²
2 2,4KA 48cm² 24cm²
3 3,6KA 72cm² 36cm²
4 4,8KA 96cm² 48cm²
5 6,0KA 120cm² 60cm²
6 7,2KA 144cm² 72cm²
7 8,4KA 168cm² 84cm²
8 9,6KA 192cm² 96cm²
Tout est dans le détail.
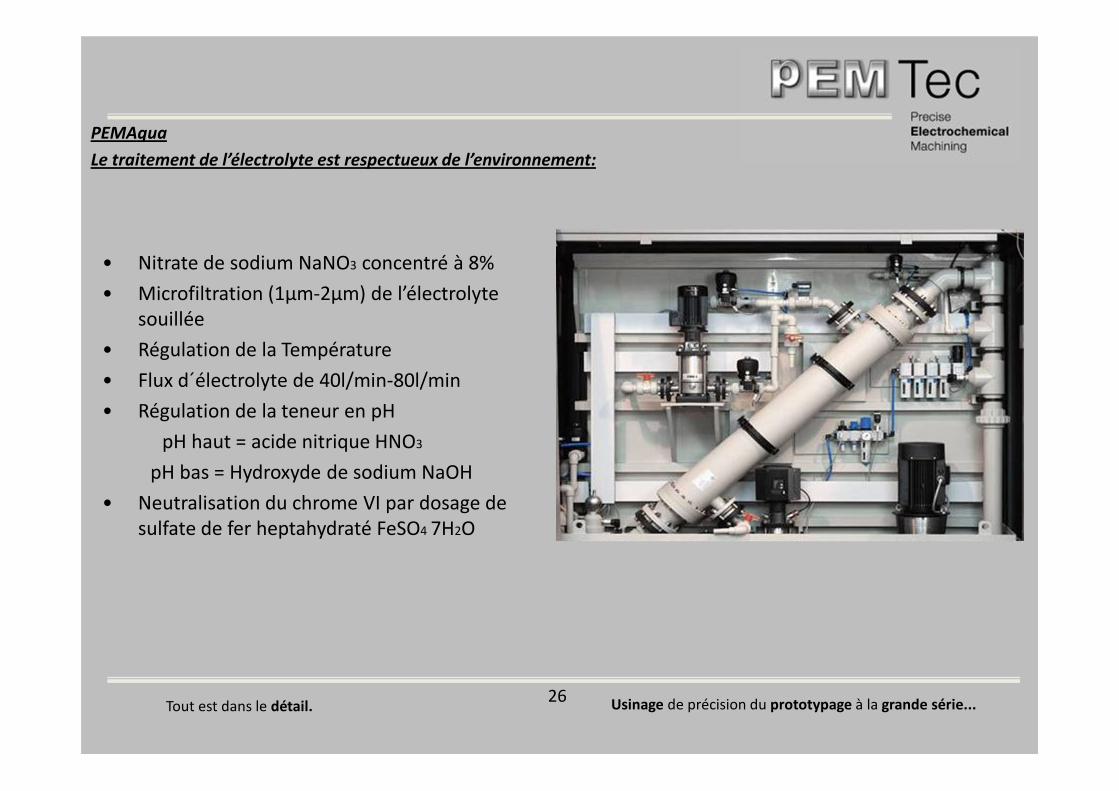
PEMAqua
Le traitement de l’électrolyte est respectueux de l’environnement:
• Nitrate de sodium NaNO3 concentré à 8%
• Microfiltration (1µm-2µm) de l’électrolyte souillée
• Régulation de la Température
• Flux d´électrolyte de 40l/min-80l/min
• Régulation de la teneur en pH
pH haut = acide nitrique HNO3
pH bas = Hydroxyde de sodium NaOH
• Neutralisation du chrome VI par dosage de sulfate de fer heptahydraté FeSO4 7H2O
Usinage de précision du prototypage à la grande série...26
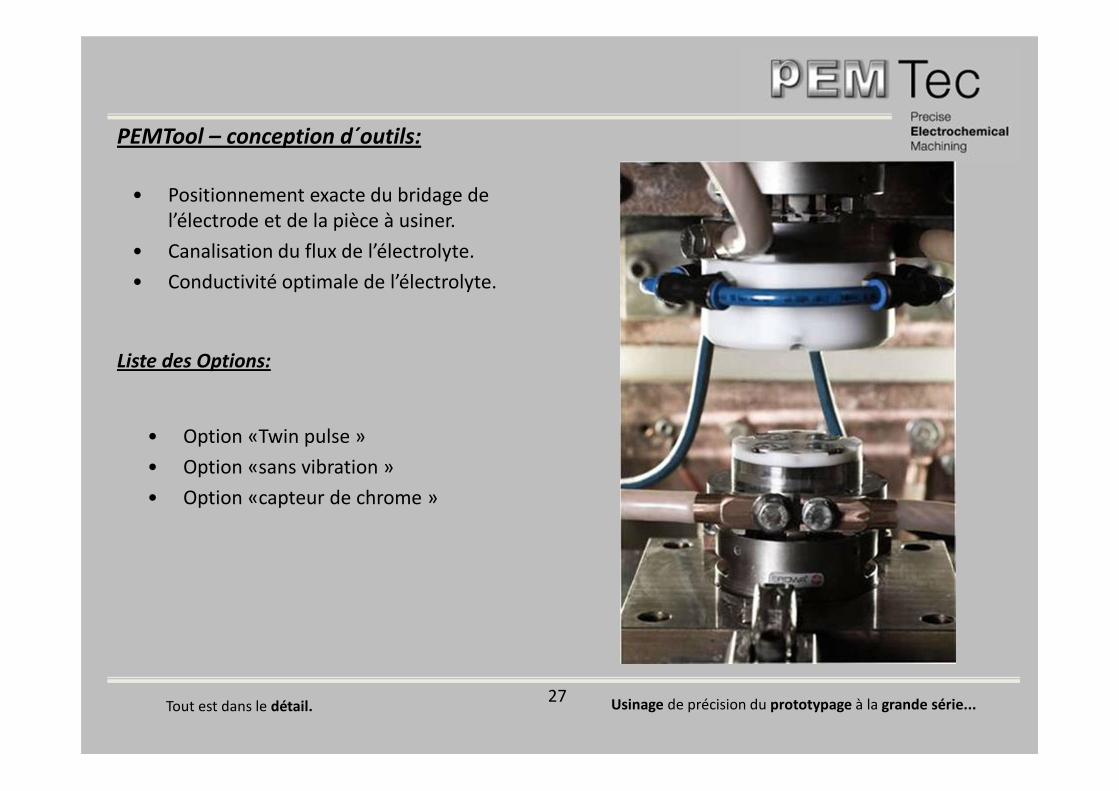
Tout est dans le détail.
• Positionnement exacte du bridage de l’électrode et de la pièce à usiner.
• Canalisation du flux de l’électrolyte.
• Conductivité optimale de l’électrolyte.
PEMTool – conception d´outils:
• Option «Twin pulse »
• Option «sans vibration »
• Option «capteur de chrome »
Liste des Options:
Usinage de précision du prototypage à la grande série...27
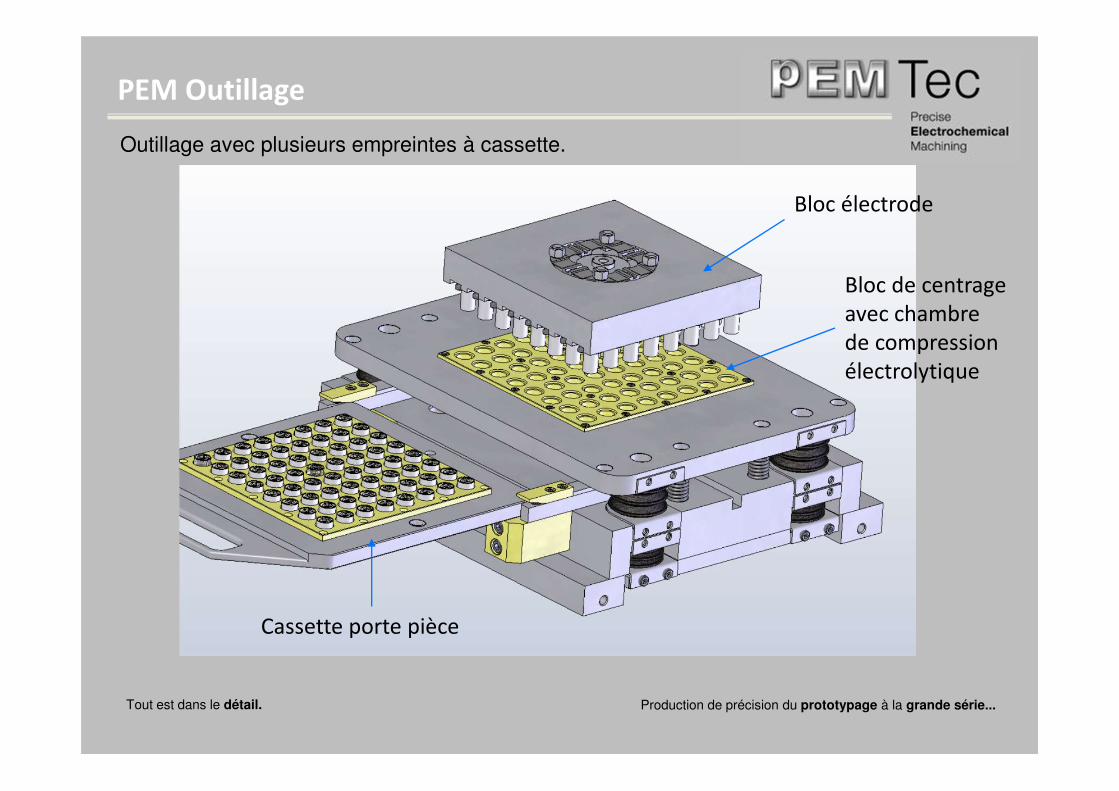
Outillage avec plusieurs empreintes à cassette.
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
Bloc électrode
Cassette porte pièce
Bloc de centrageavec chambrede compression électrolytique
29
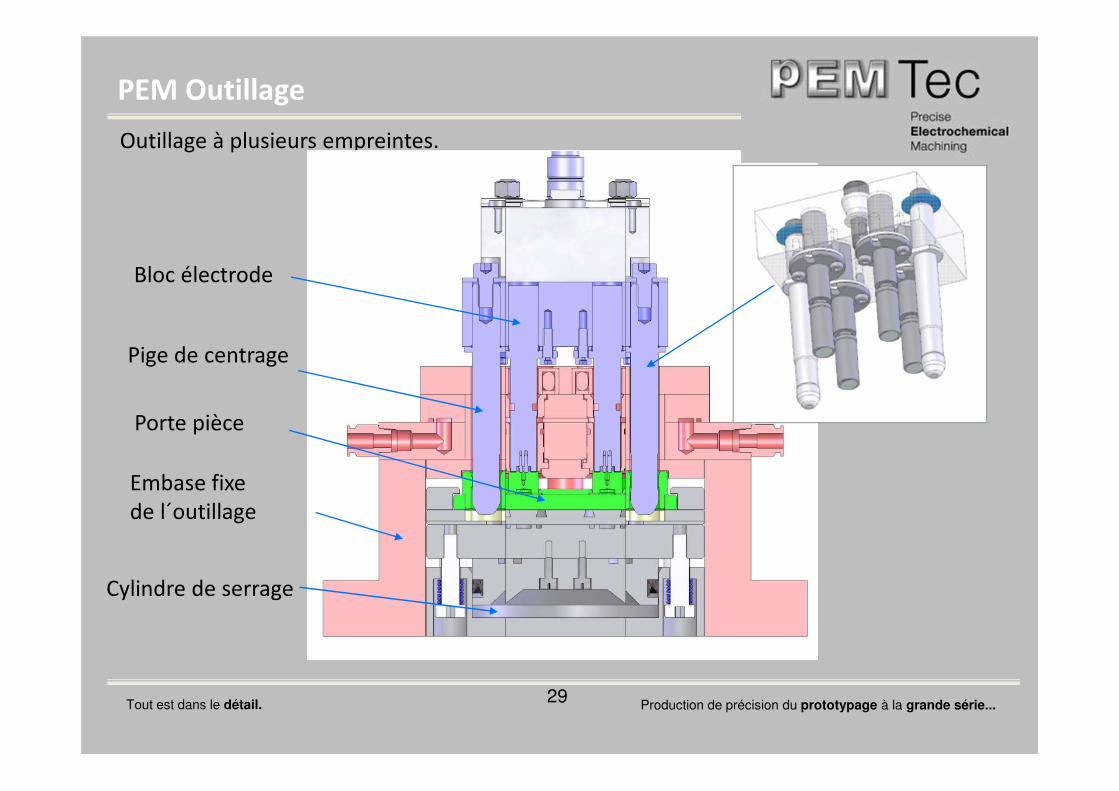
Outillage à plusieurs empreintes.
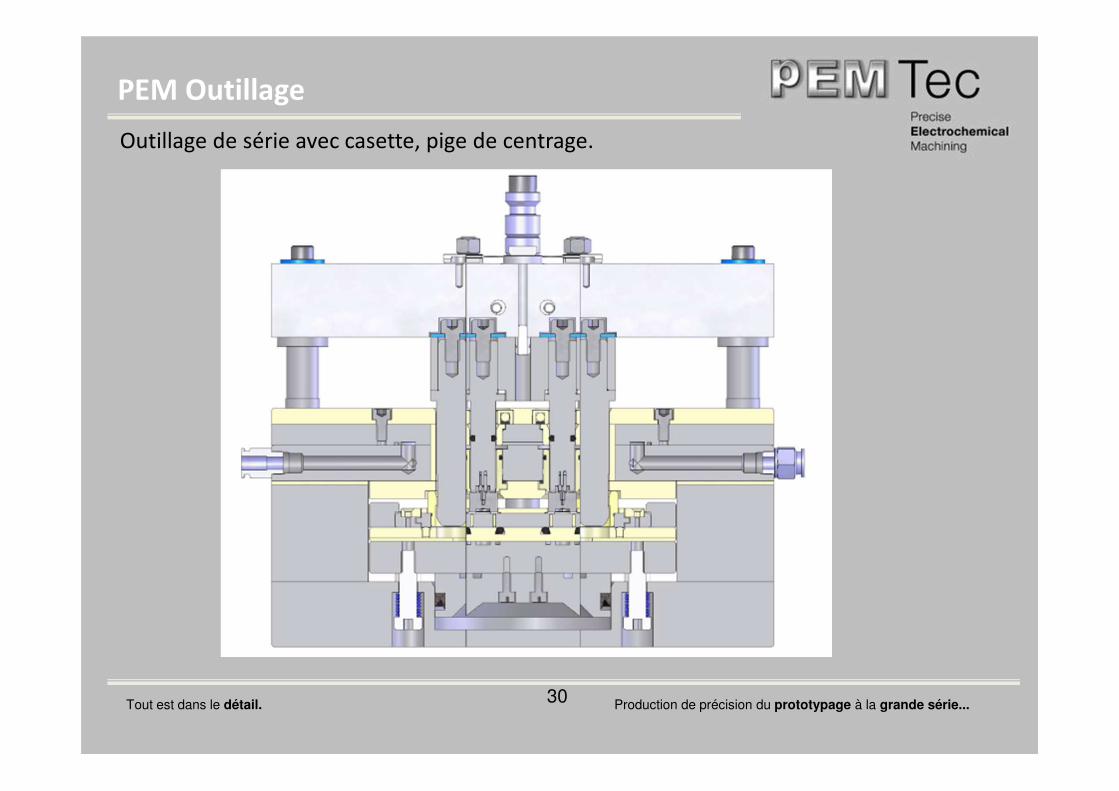
Cylindre de serrage
Bloc électrode
Pige de centrage
Porte pièce
Embase fixe de l´outillage
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
30
Outillage de série avec casette, pige de centrage.
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
31
Outillage de série avec casette, pige de centrage.
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
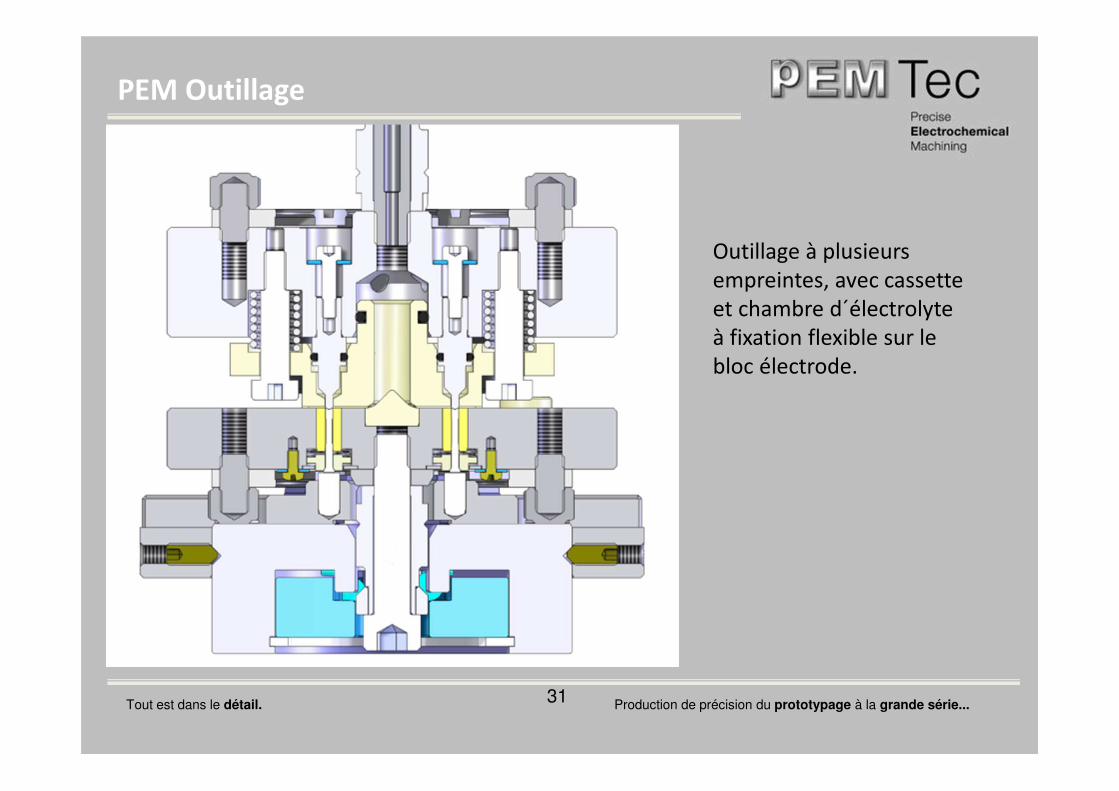
Outillage à plusieurs empreintes, avec cassette et chambre d´électrolyte à fixation flexible sur le bloc électrode.
32
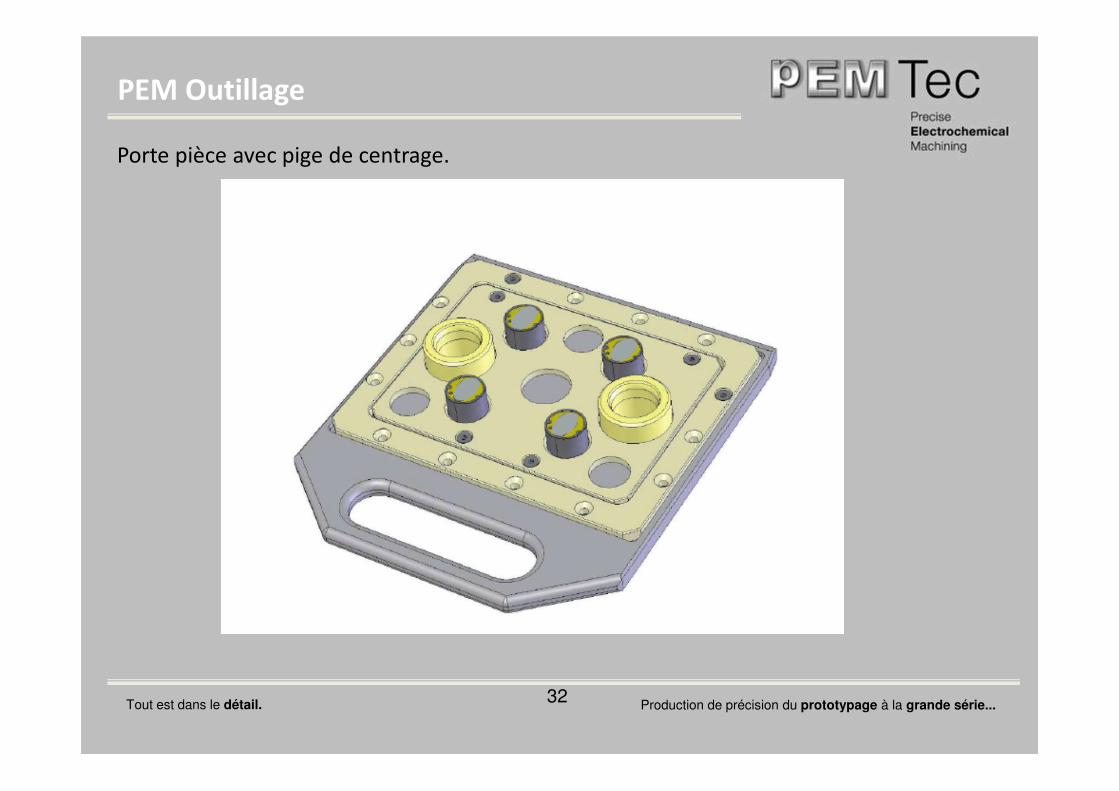
Porte pièce avec pige de centrage.
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
33
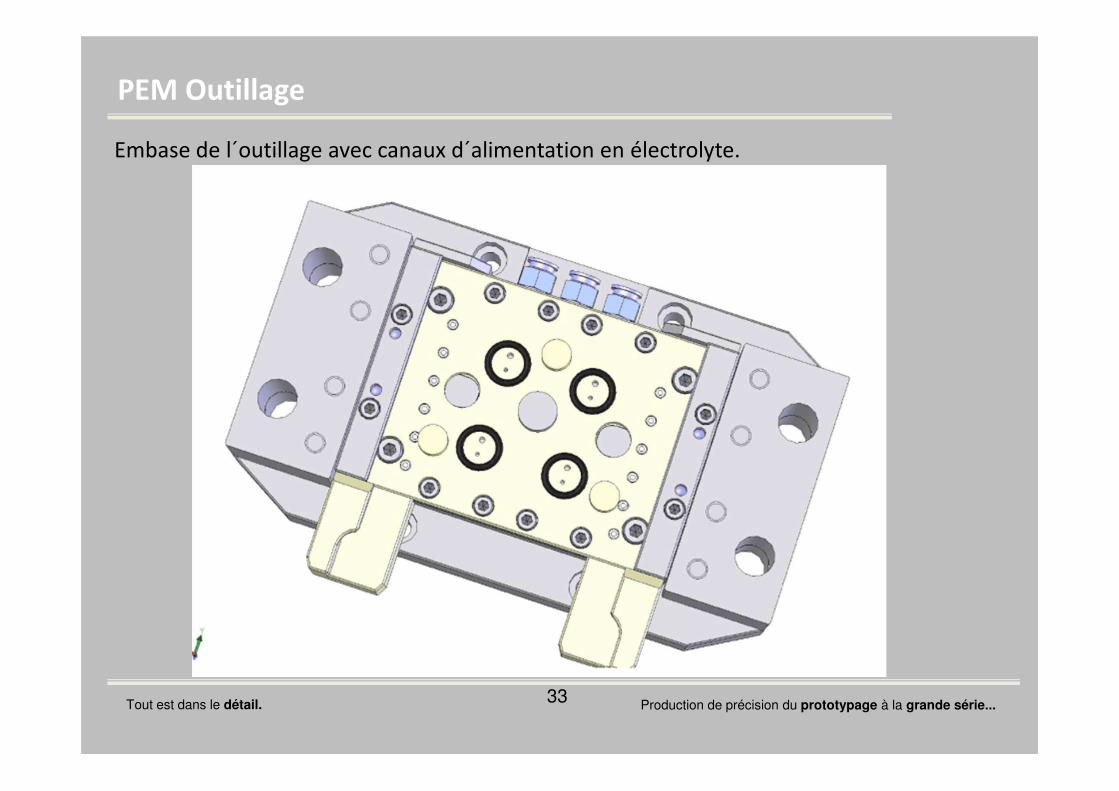
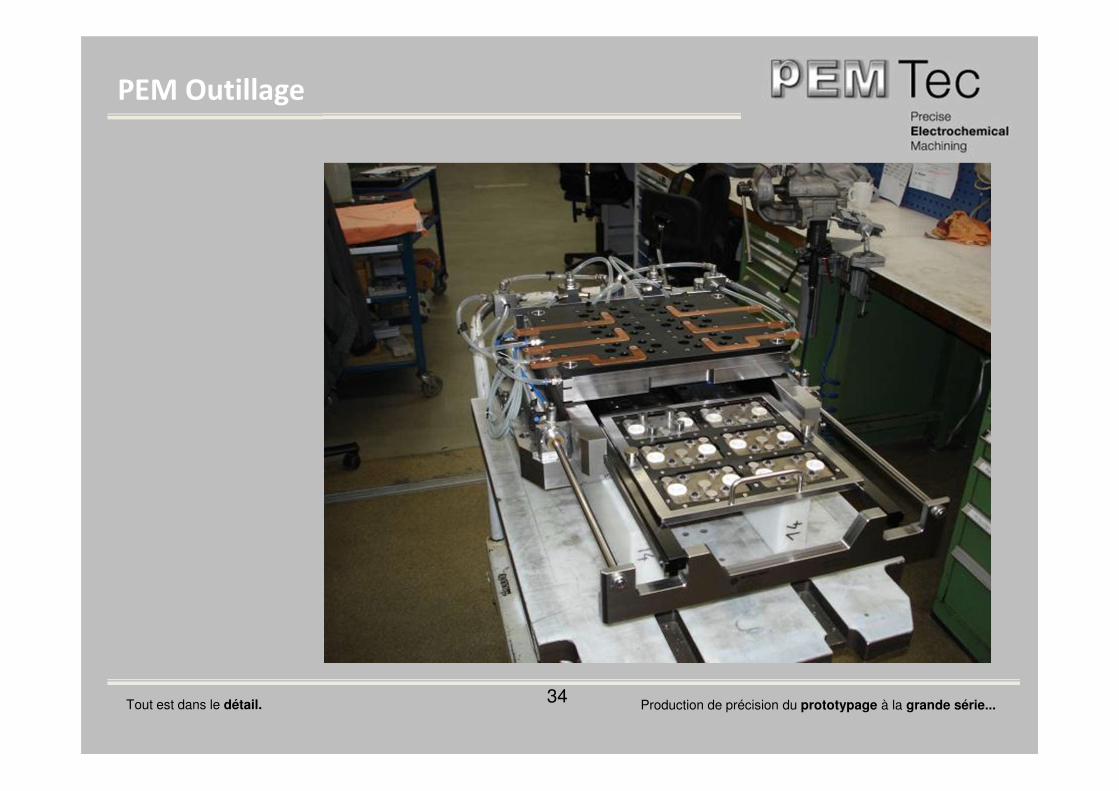
Embase de l´outillage avec canaux d´alimentation en électrolyte.
Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
34Tout est dans le détail. Production de précision du prototypage à la grande série...
PEM Outillage
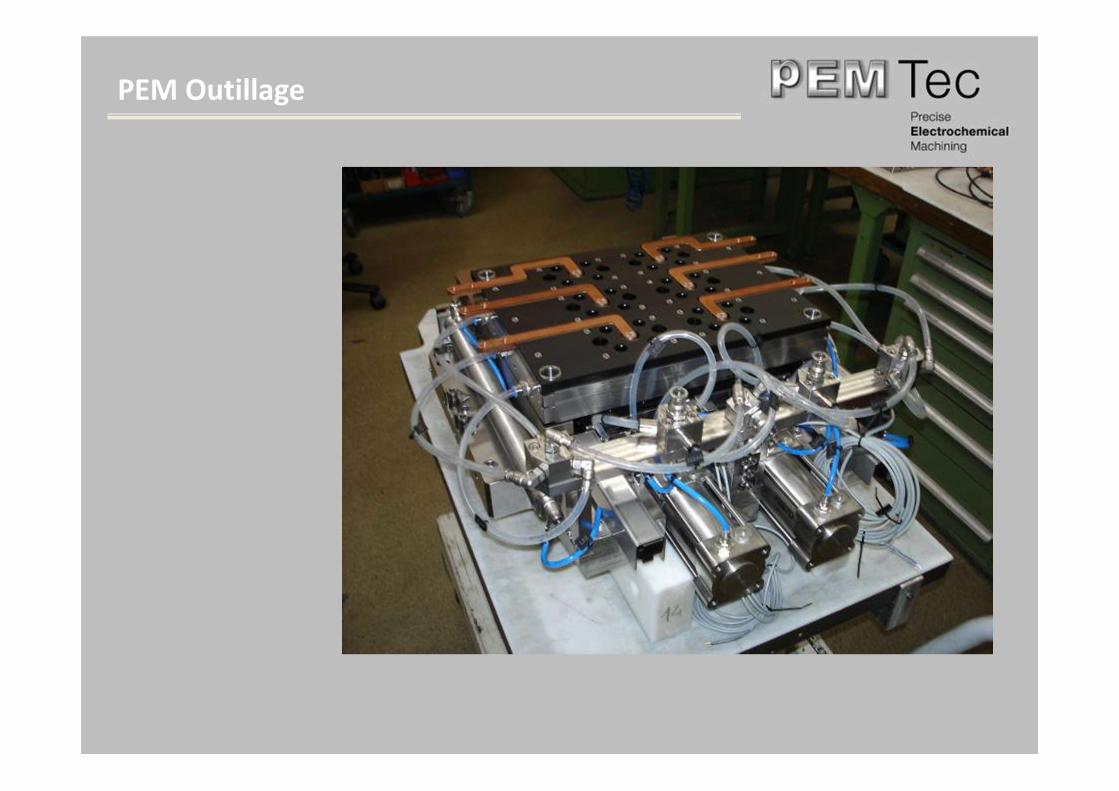
PEM Outillage

PEM Outillage

PEM Outillage

PEM Outillage
Tout est dans le détail. Usinage de précision du prototypage à la grande série...39
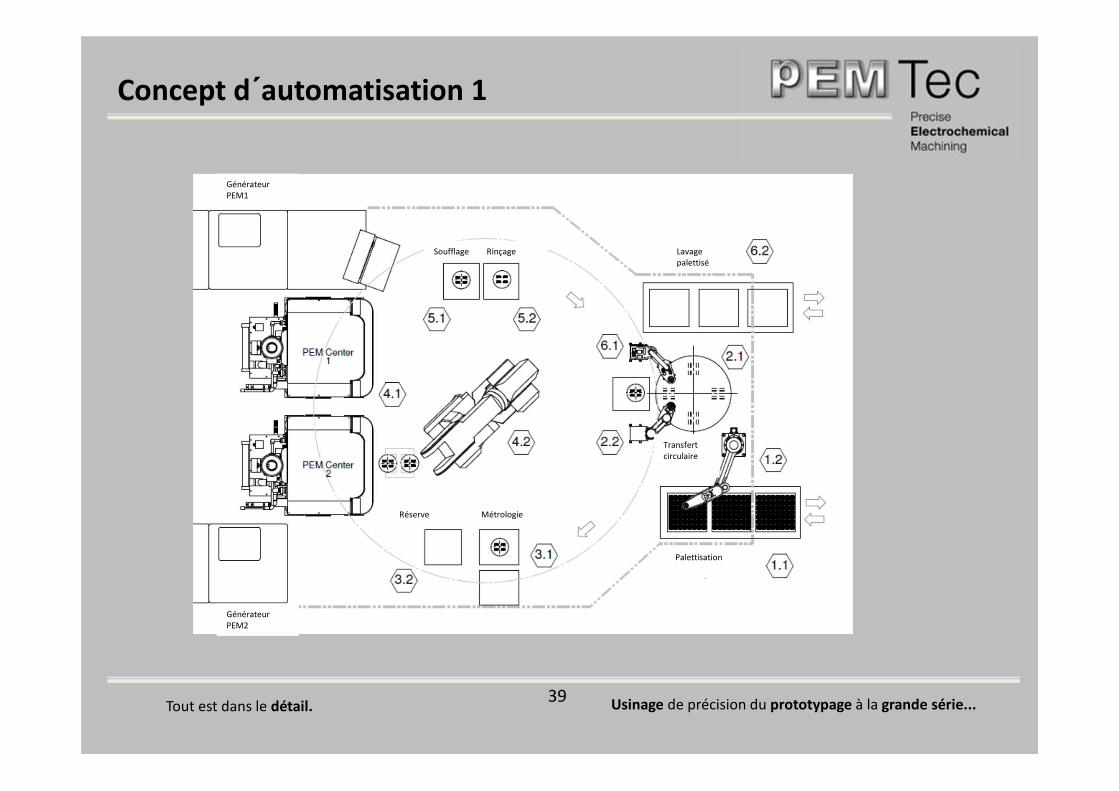
Concept d´automatisation 1
Générateur PEM1
Générateur PEM2
MétrologieRéserve
Palettisation
Transfert circulaire
Lavage palettisé
Soufflage Rinçage
Tout est dans le détail. Usinage de précision du prototypage à la grande série...40
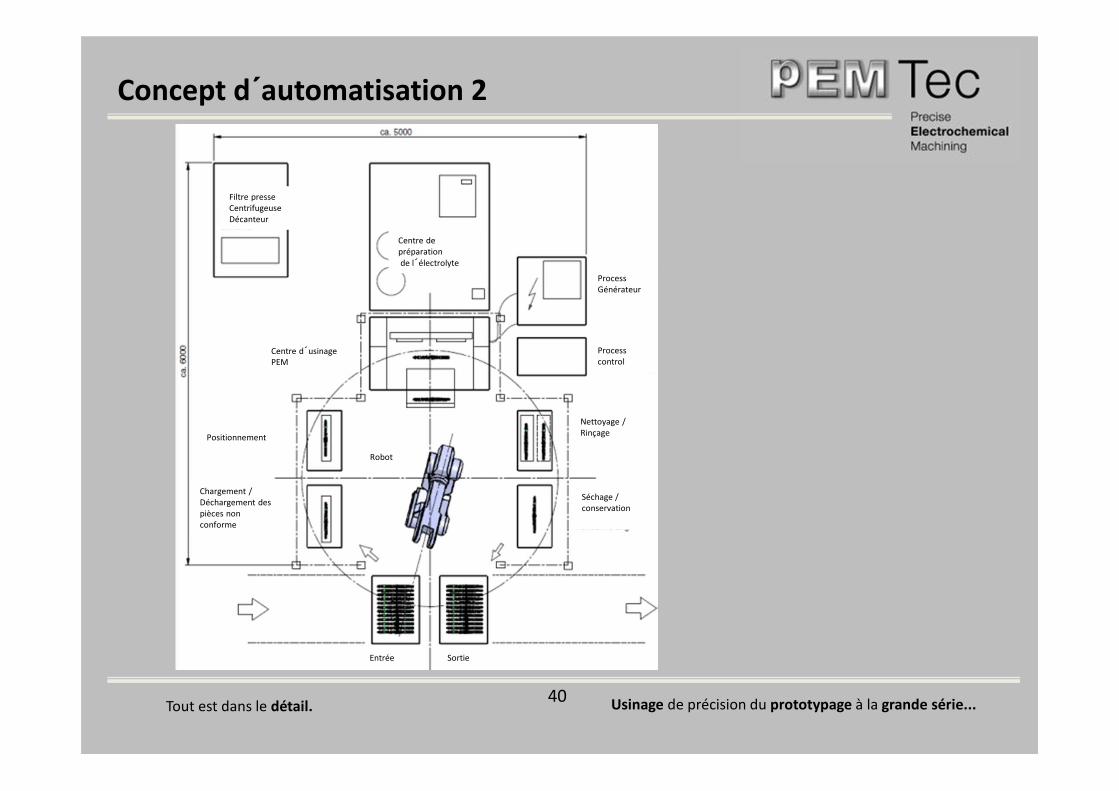
Concept d´automatisation 2
Filtre presseCentrifugeuseDécanteur
Centre de préparationde l´électrolyte
Processcontrol
Positionnement
Process Générateur
Centre d´usinage PEM
Chargement /Déchargement des pièces non conforme
Nettoyage / Rinçage
Séchage / conservation
SortieEntrée
Robot
Tout est dans le détail. Usinage de précision du prototypage à la grande série...41
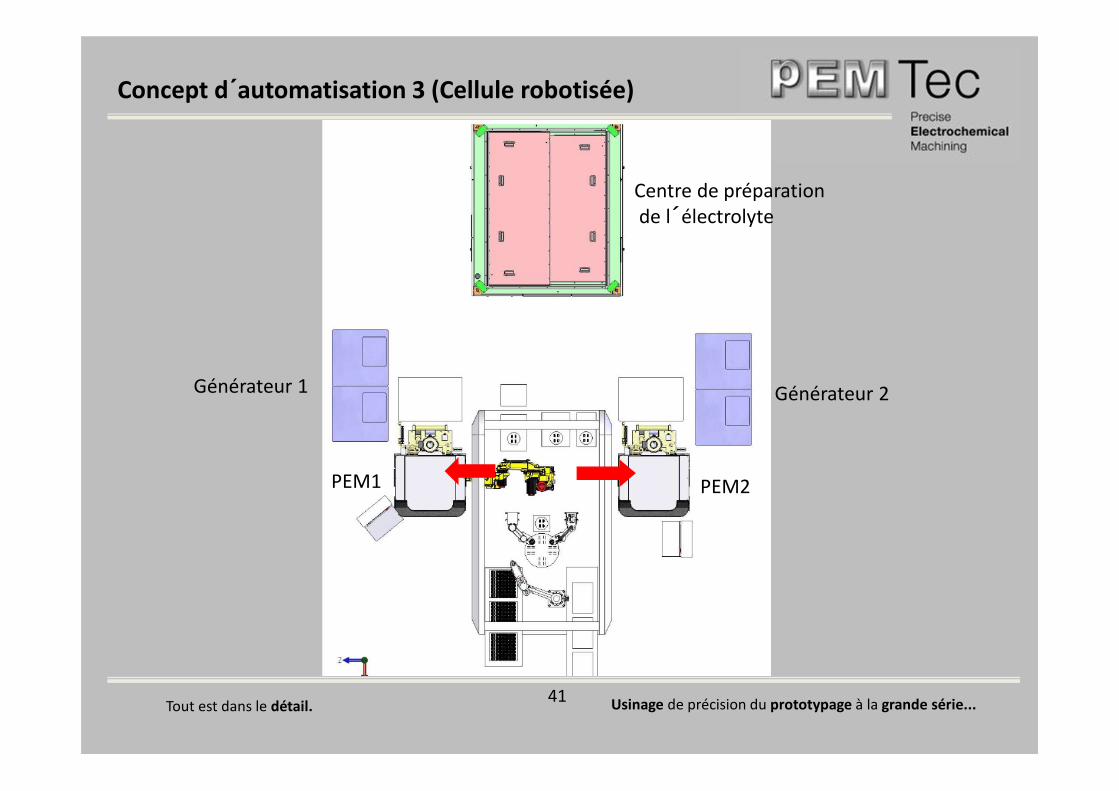
PEM1 PEM2
Centre de préparationde l´électrolyte
Générateur 2Générateur 1
Concept d´automatisation 3 (Cellule robotisée)
Tout est dans le détail. Usinage de précision du prototypage à la grande série...42
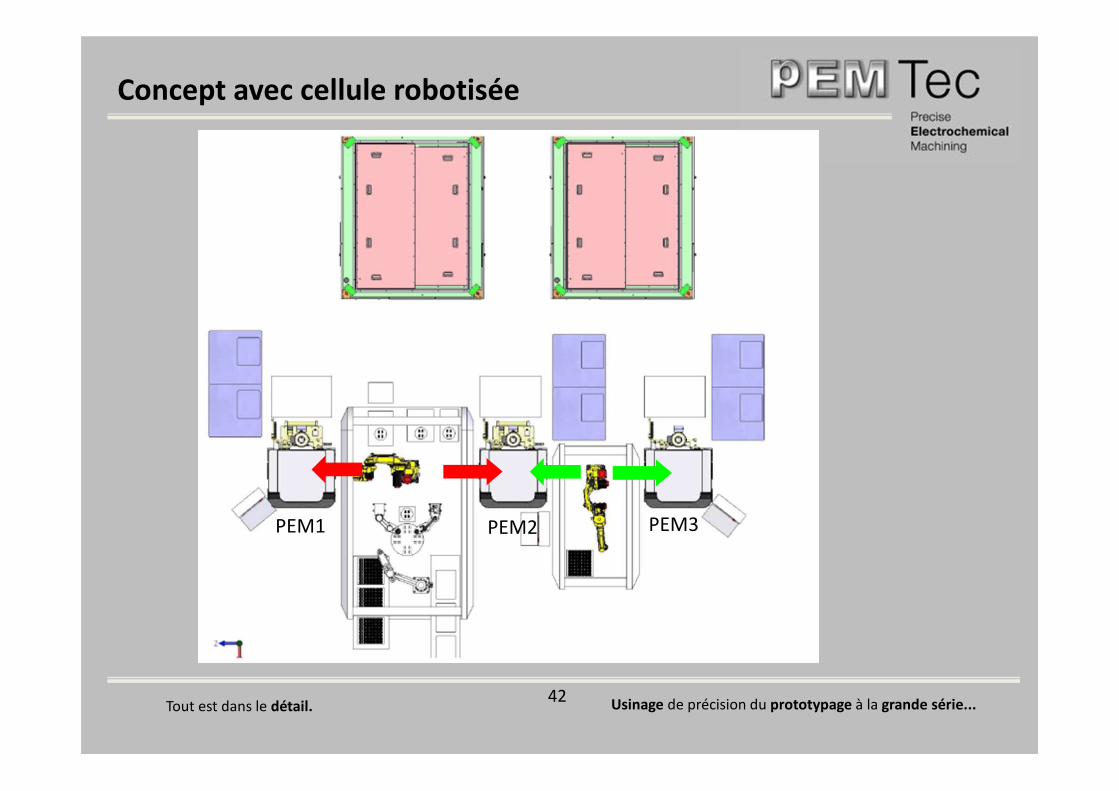
PEM1 PEM2 PEM3
Concept avec cellule robotisée
Tout est dans le détail. Usinage de précision du prototypage à la grande série...43
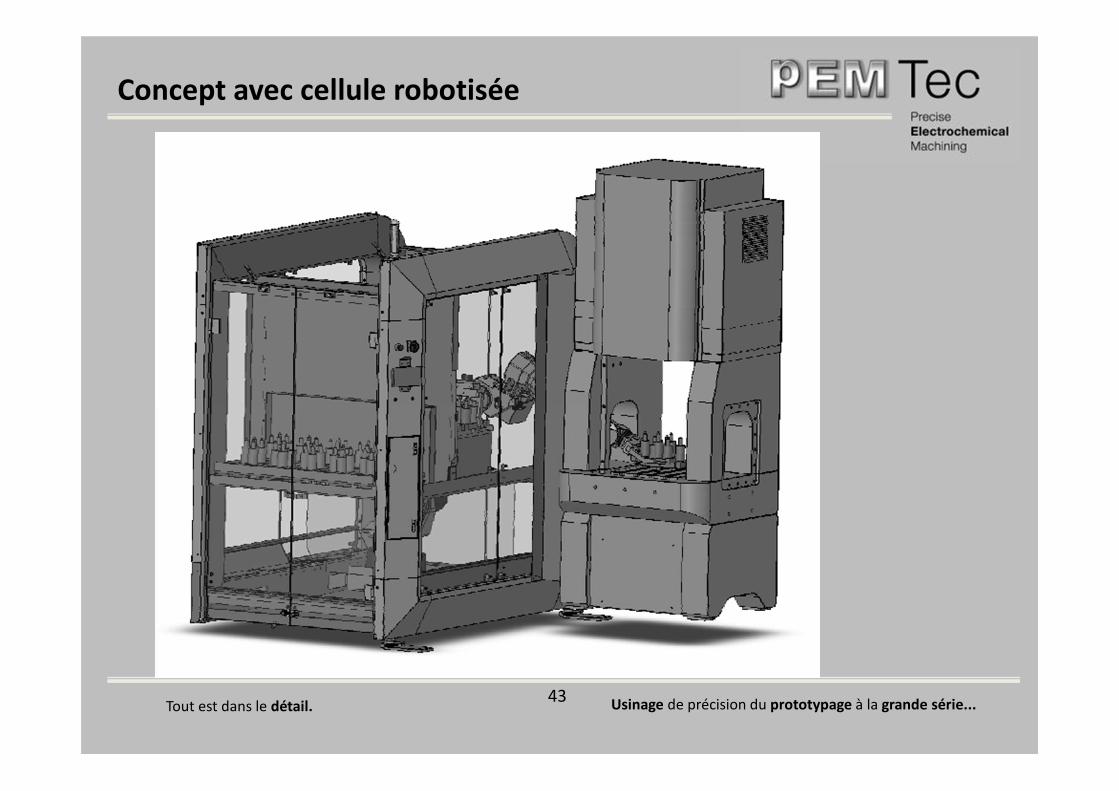
Concept avec cellule robotisée
Tout est dans le détail. Usinage de précision du prototypage à la grande série...44
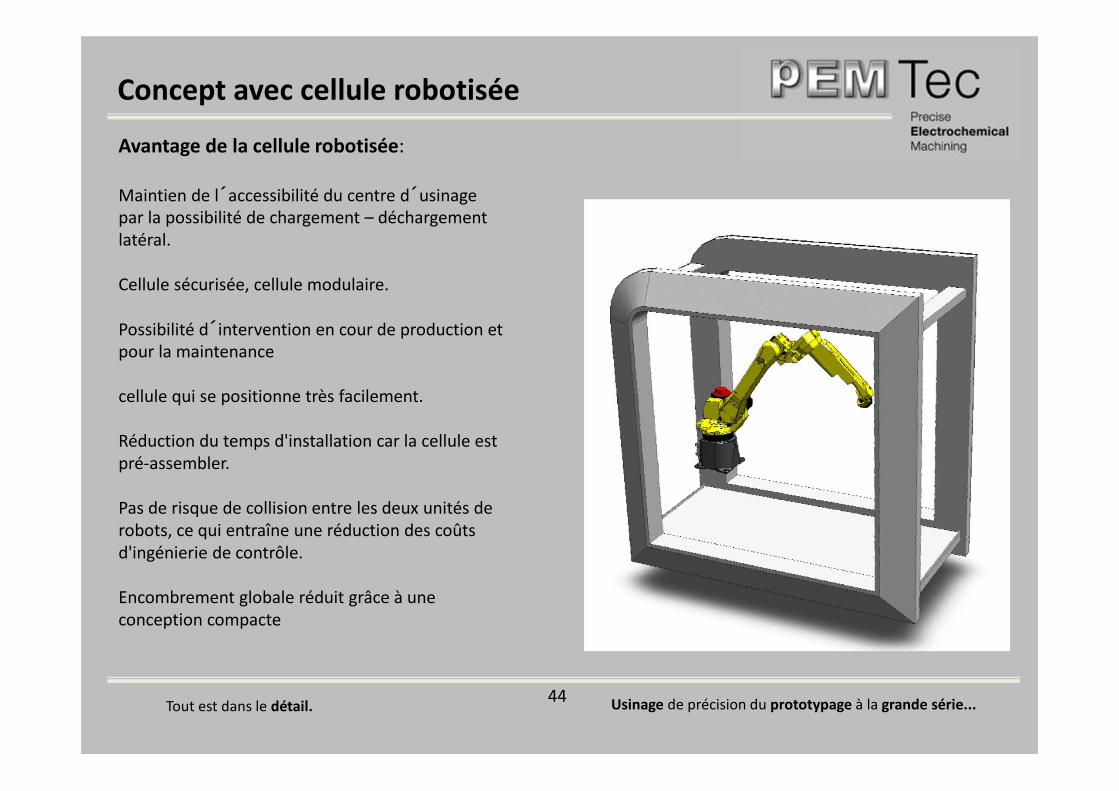
Avantage de la cellule robotisée:
Maintien de l´accessibilité du centre d´usinage par la possibilité de chargement – déchargement latéral.
Cellule sécurisée, cellule modulaire.
Possibilité d´intervention en cour de production et pour la maintenance
cellule qui se positionne très facilement.
Réduction du temps d'installation car la cellule est pré-assembler.
Pas de risque de collision entre les deux unités de robots, ce qui entraîne une réduction des coûts d'ingénierie de contrôle.
Encombrement globale réduit grâce à une conception compacte
Concept avec cellule robotisée
Tout est dans le détail. Usinage de précision du prototypage à la grande série...45
L´́́́automatisation comprend:
1.1 Palettiseur pour l´entrée des pièces brutes ou semi-finies1.2 Robot de manutention pour le conditionnement des pièces2.1 Table de transfert circulaire2.2 Robot de manutention pour le conditionnement des pièces3.1 Station pour la métrologie des pièces3.2 Station de réserve4.1 Robot central pour le chargement et 4.2 pour le déchargement5.1 Station de soufflage5.2 Station de rinçage6.1 Robot de manutention pour le conditionnement des pièces6.2Palettiseur pour le chargement des palettes de lavage
Protection des pièces avec un aditif anti- corrosionCuve de rétention pour l´électrolyte et les produits de rinçage.
Concept avec cellule robotisée
Tout est dans le détail. Usinage de précision du prototypage à la grande série...46
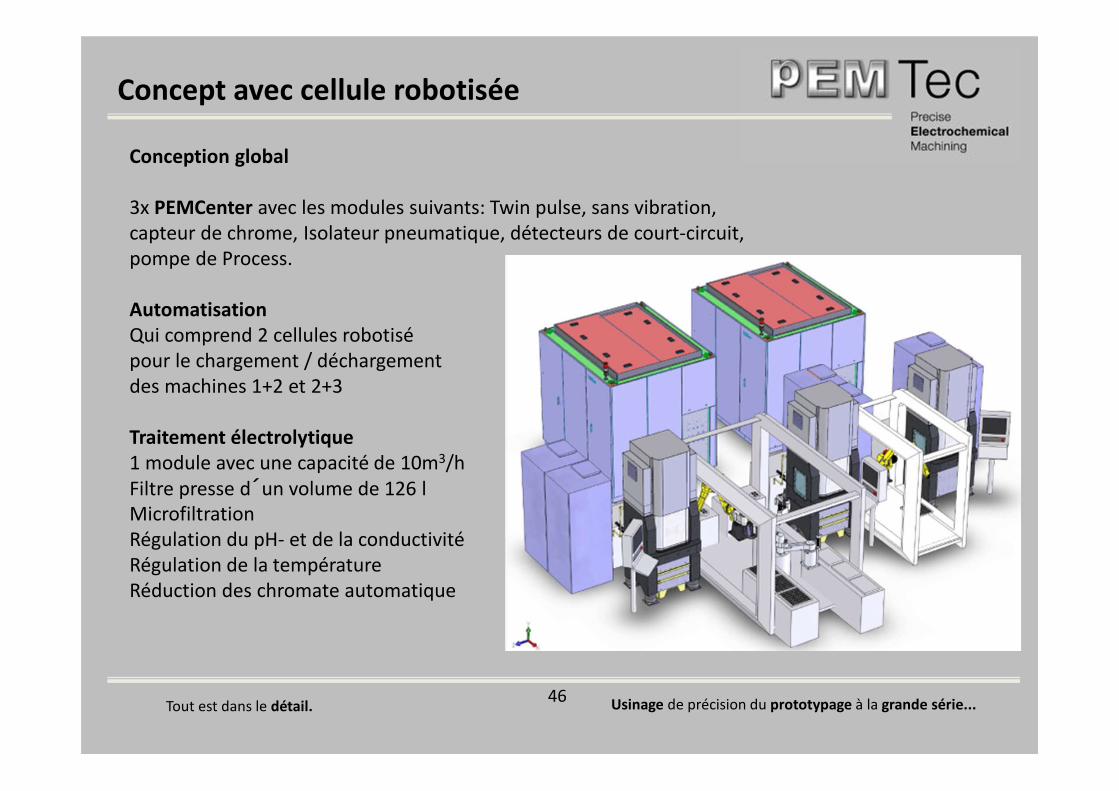
Conception global
3x PEMCenter avec les modules suivants: Twin pulse, sans vibration, capteur de chrome, Isolateur pneumatique, détecteurs de court-circuit, pompe de Process.
Automatisation
Qui comprend 2 cellules robotisépour le chargement / déchargement des machines 1+2 et 2+3
Traitement électrolytique
1 module avec une capacité de 10m3/hFiltre presse d´un volume de 126 lMicrofiltrationRégulation du pH- et de la conductivité Régulation de la températureRéduction des chromate automatique
Concept avec cellule robotisée

Tout est dans le détail.
Applications:
Usinage d´une crémaillère
Les solutions techniques développées sont adaptées à différentes typologies de crémaillère.PEM réalise ces pièces 50 fois plus vite que les procédés de fabrication traditionnels.
Électrode Pièces usinées
Usinage de précision du prototypage à la grande série...47

Tout est dans le détail.
Applications:
Rouleau (Usinage denture + cône)
Profondeur d'érosion 6,50mm ; Cycle d´usinage 11min ; Rugosité Ra < 0,2µm ; Posage à 10 empreintes
Pièce brute Pièce usinée
Usinage de précision du prototypage à la grande série...
Électrode
48

Tout est dans le détail.
Applications:outillage de découpe, matrices, poinçonsProfondeur d'érosion 14mm ; Cycle d´usinage 40min ; Rugosité Ra < 0,2µm
Usinage de précision du prototypage à la grande série...49
50
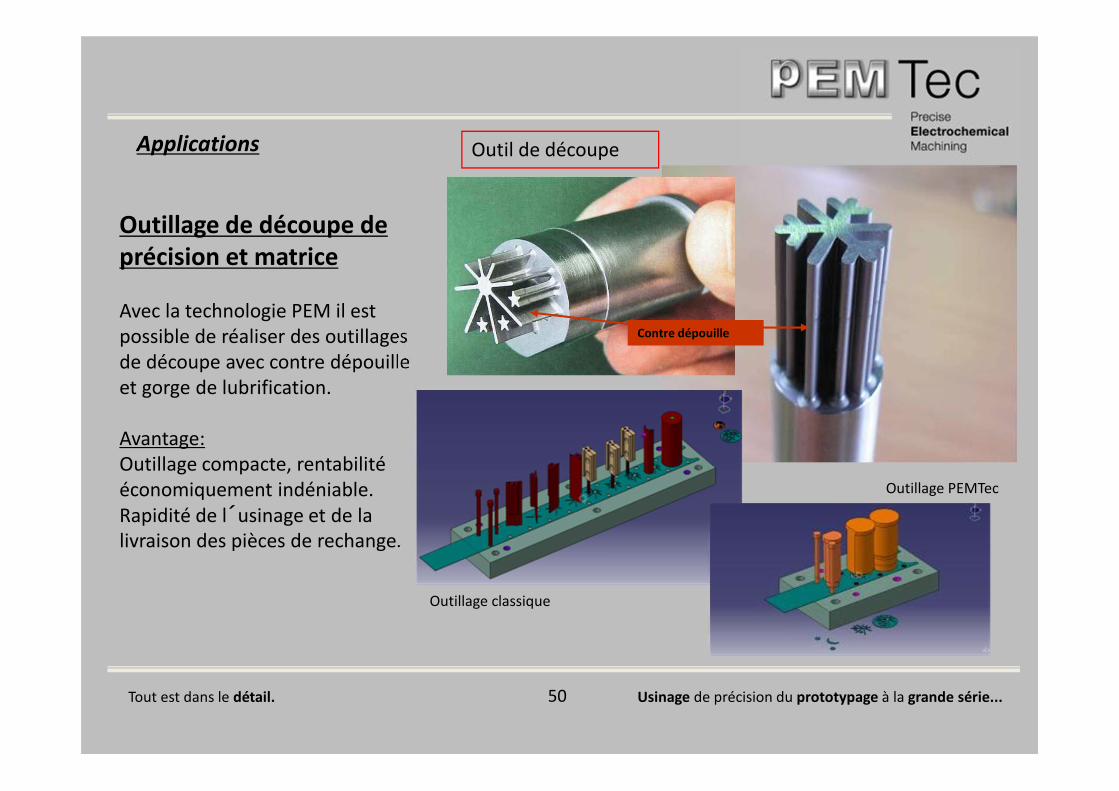
Outillage de découpe de
précision et matrice
Avec la technologie PEM il est possible de réaliser des outillages de découpe avec contre dépouille et gorge de lubrification.
Avantage:Outillage compacte, rentabilité économiquement indéniable.Rapidité de l´usinage et de la livraison des pièces de rechange.
Applications
Outillage classique
Outillage PEMTec
Outil de découpe
Contre dépouille
Tout est dans le détail. Usinage de précision du prototypage à la grande série...
51
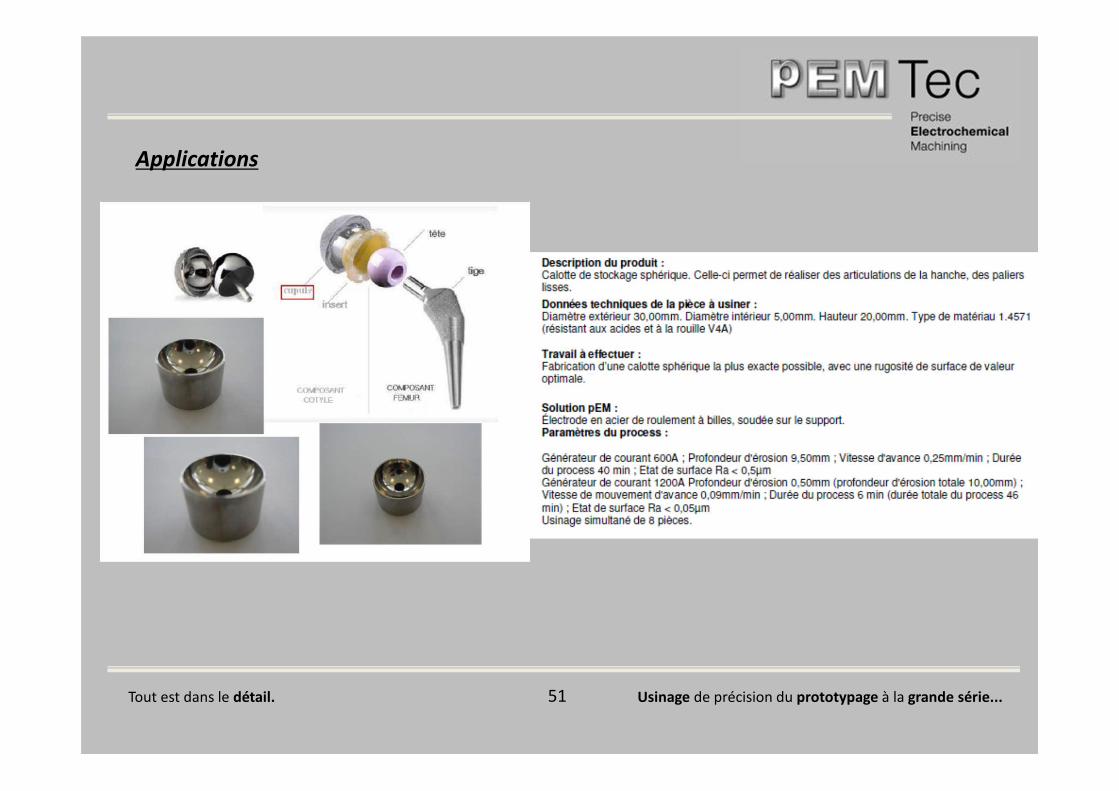
Applications
Tout est dans le détail. Usinage de précision du prototypage à la grande série...
52
Electrode
Pièce finie
Pièce brute
1
Ailes de turbine Données de base Potentiel économique
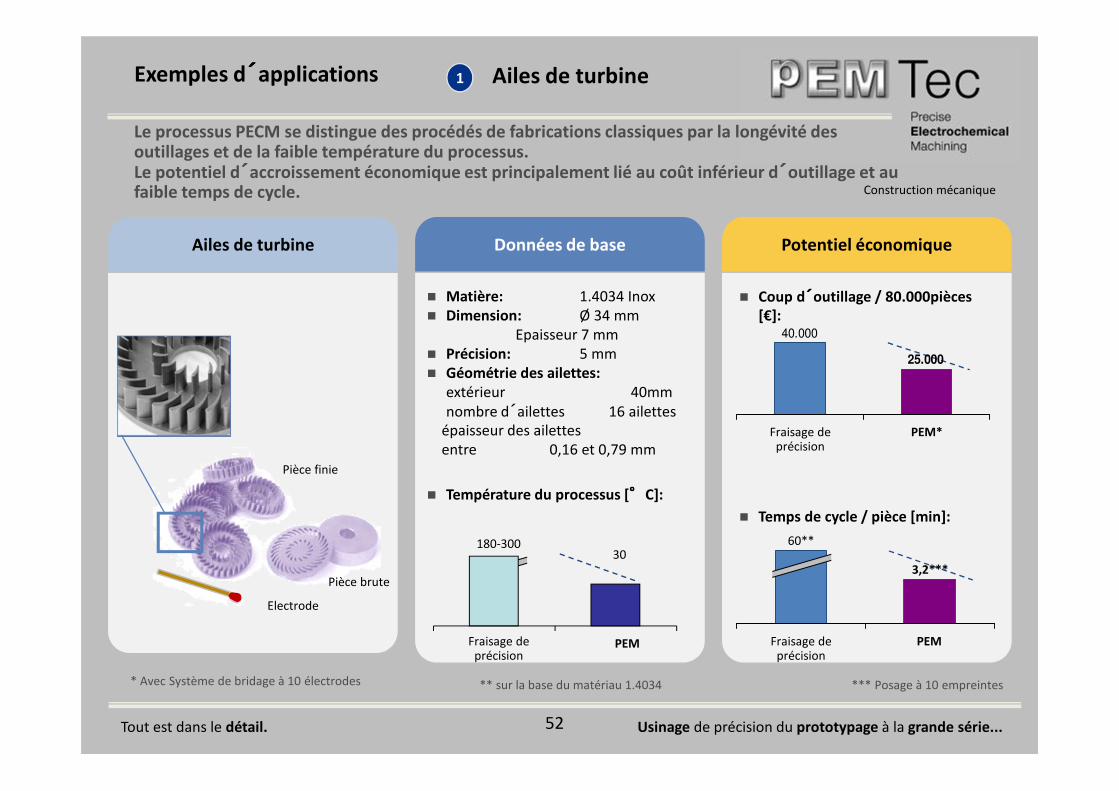
� Matière: 1.4034 Inox� Dimension: Ø 34 mm
Epaisseur 7 mm� Précision: 5 mm� Géométrie des ailettes:
extérieur 40mmnombre d´ailettes 16 ailettes
épaisseur des ailettes entre 0,16 et 0,79 mm
� Température du processus [°°°°C]:
PEMFraisage de précision
180-300
� Coup d´́́́outillage / 80.000pièces
[€]:
� Temps de cycle / pièce [min]:
25.000
40.000
PEM*Fraisage de précision
60**
PEM
3,2***
Fraisage de précision
Le processus PECM se distingue des procédés de fabrications classiques par la longévité des outillages et de la faible température du processus. Le potentiel d´́́́accroissement économique est principalement lié au coût inférieur d´́́́outillage et au faible temps de cycle.
Exemples d´́́́applications
*** Posage à 10 empreintes* Avec Système de bridage à 10 électrodes ** sur la base du matériau 1.4034
Usinage de précision du prototypage à la grande série...Tout est dans le détail.
30
Ailes de turbine
Construction mécanique
53
2
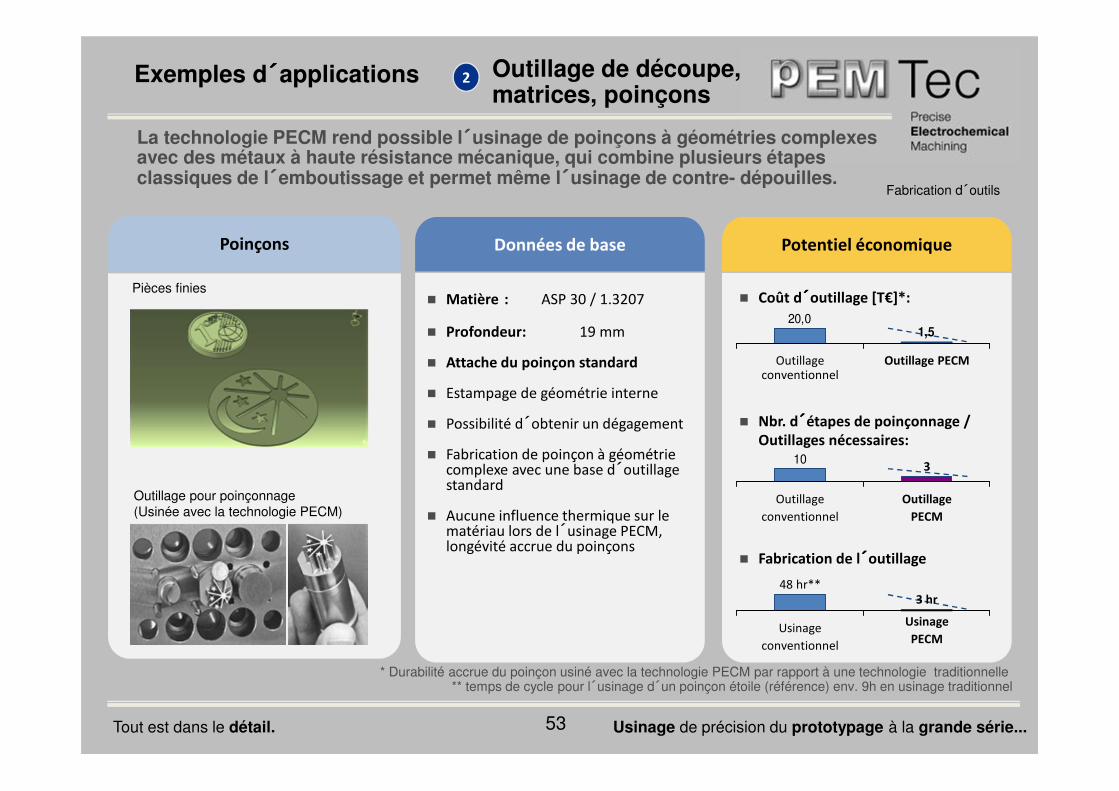
La technologie PECM rend possible l´́́́usinage de poinçons à géométries complexes avec des métaux à haute résistance mécanique, qui combine plusieurs étapes classiques de l´́́́emboutissage et permet même l´́́́usinage de contre- dépouilles.
Poinçons
Pièces finies
Outillage pour poinçonnage
(Usinée avec la technologie PECM)
� Matière : ASP 30 / 1.3207
� Profondeur: 19 mm
� Attache du poinçon standard
� Estampage de géométrie interne
� Possibilité d´obtenir un dégagement
� Fabrication de poinçon à géométrie complexe avec une base d´outillage standard
� Aucune influence thermique sur le matériau lors de l´usinage PECM, longévité accrue du poinçons
� Coût d´́́́outillage [T€]*:
1,520,0
Outillage PECM Outillage conventionnel
� Nbr. d´́́́étapes de poinçonnage /
Outillages nécessaires:
� Fabrication de l´́́́outillage
Fabrication d´outils
* Durabilité accrue du poinçon usiné avec la technologie PECM par rapport à une technologie traditionnelle ** temps de cycle pour l´usinage d´un poinçon étoile (référence) env. 9h en usinage traditionnel
10
Outillage
conventionnel
Outillage
PECM
3
Usinage
PECM
3 hr48 hr**
Usinage
conventionnel
Usinage de précision du prototypage à la grande série...Tout est dans le détail.
Exemples d´́́́applications Outillage de découpe, matrices, poinçons
Données de base Potentiel économique
54
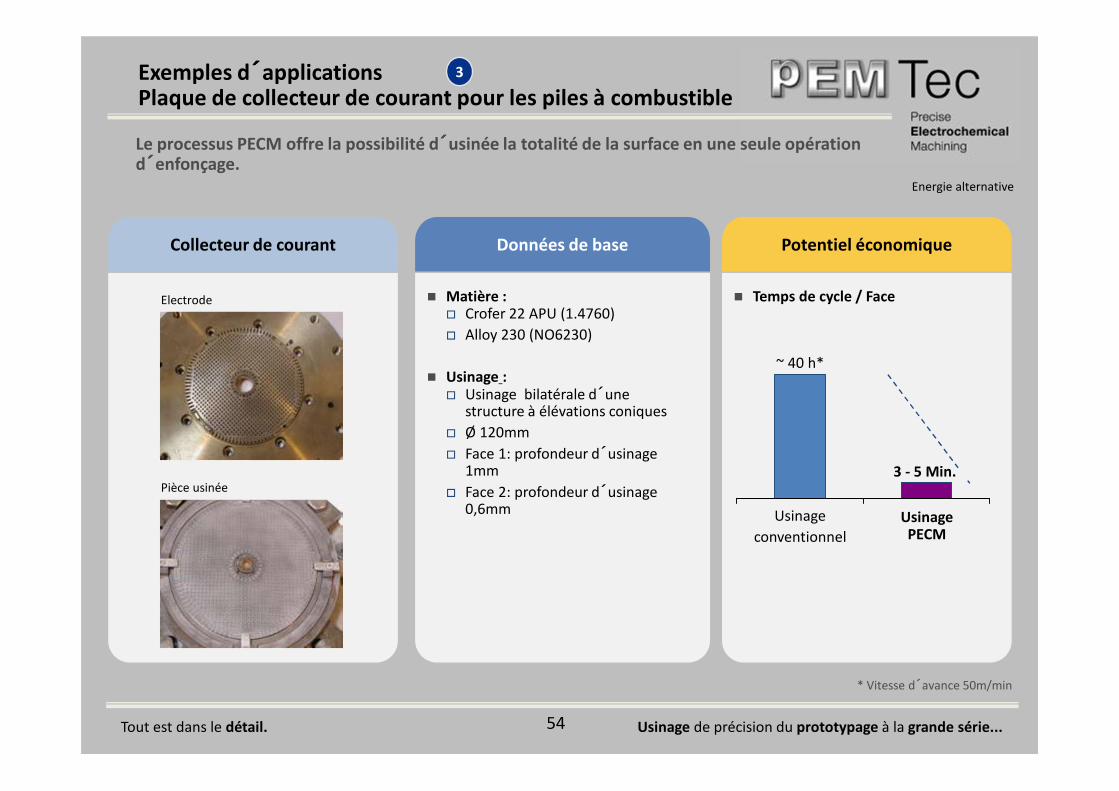
Exemples d´́́́applicationsPlaque de collecteur de courant pour les piles à combustible
3
Le processus PECM offre la possibilité d´́́́usinée la totalité de la surface en une seule opération d´́́́enfonçage.
Collecteur de courant Données de base Potentiel économique
* Vitesse d´avance 50m/min
� Matière : � Crofer 22 APU (1.4760)
� Alloy 230 (NO6230)
� Usinage : � Usinage bilatérale d´une
structure à élévations coniques
� Ø 120mm
� Face 1: profondeur d´usinage 1mm
� Face 2: profondeur d´usinage 0,6mm
Electrode
Pièce usinée
� Temps de cycle / Face
~ 40 h*
Usinage
conventionnel
3 - 5 Min.
Usinage PECM
Energie alternative
Usinage de précision du prototypage à la grande série...Tout est dans le détail.
55
4
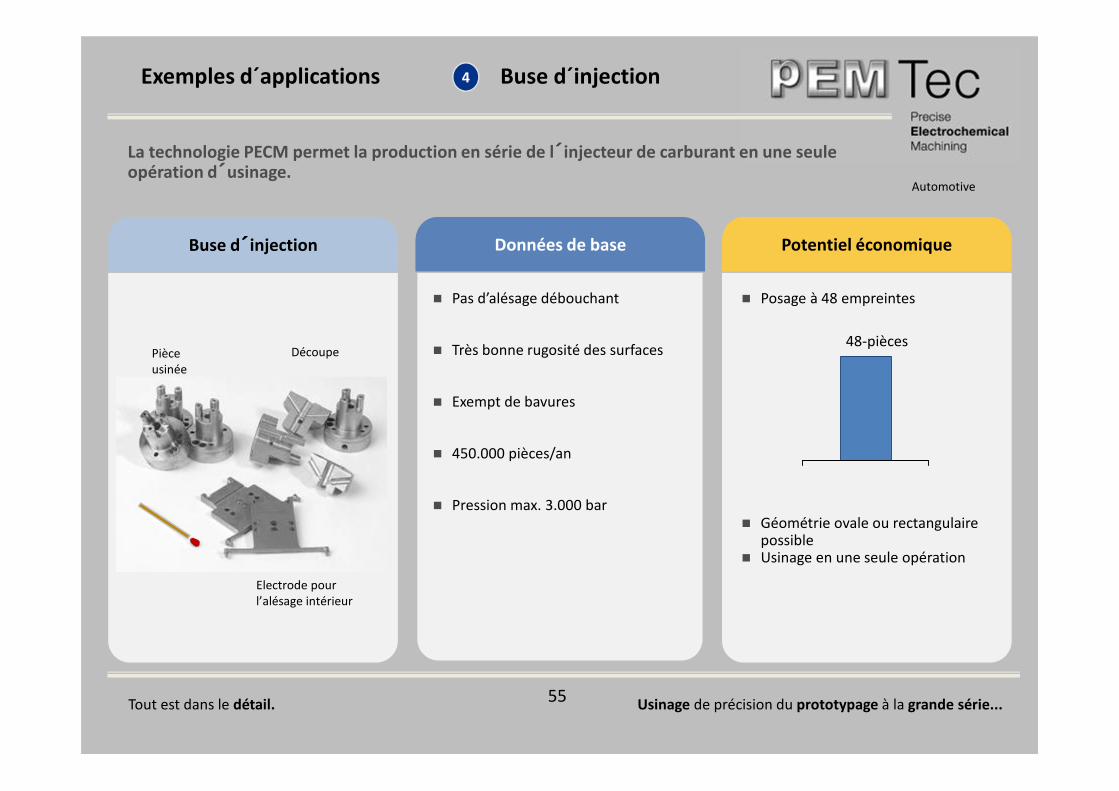
La technologie PECM permet la production en série de l´́́́injecteur de carburant en une seule opération d´́́́usinage.
Exemples d´applications Buse d´injection
Buse d´́́́injection Données de base Potentiel économique
Automotive
Pièce usinée
Découpe
Electrode pour l’alésage intérieur
� Pas d’alésage débouchant
� Très bonne rugosité des surfaces
� Exempt de bavures
� 450.000 pièces/an
� Pression max. 3.000 bar
48-pièces
� Posage à 48 empreintes
� Géométrie ovale ou rectangulaire possible
� Usinage en une seule opération
Usinage de précision du prototypage à la grande série...Tout est dans le détail.
56
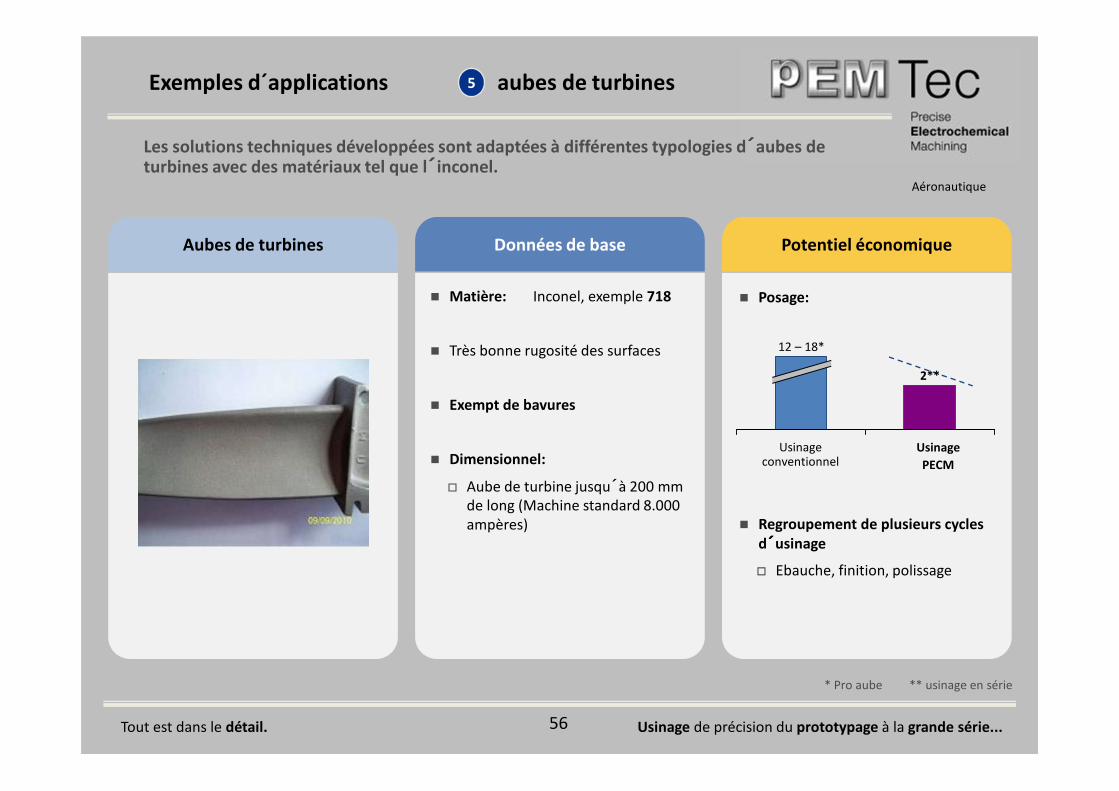
5
Les solutions techniques développées sont adaptées à différentes typologies d´́́́aubes de turbines avec des matériaux tel que l´́́́inconel.
Exemples d´applications aubes de turbines
Aubes de turbines Données de base Potentiel économique
� Posage:� Matière: Inconel, exemple 718
� Très bonne rugosité des surfaces
� Exempt de bavures
� Dimensionnel:
� Aube de turbine jusqu´à 200 mm de long (Machine standard 8.000 ampères)
12 – 18*
Usinage
PECM
2**
Usinage conventionnel
* Pro aube ** usinage en série
Aéronautique
� Regroupement de plusieurs cycles
d´́́́usinage
� Ebauche, finition, polissage
Usinage de précision du prototypage à la grande série...Tout est dans le détail.
57
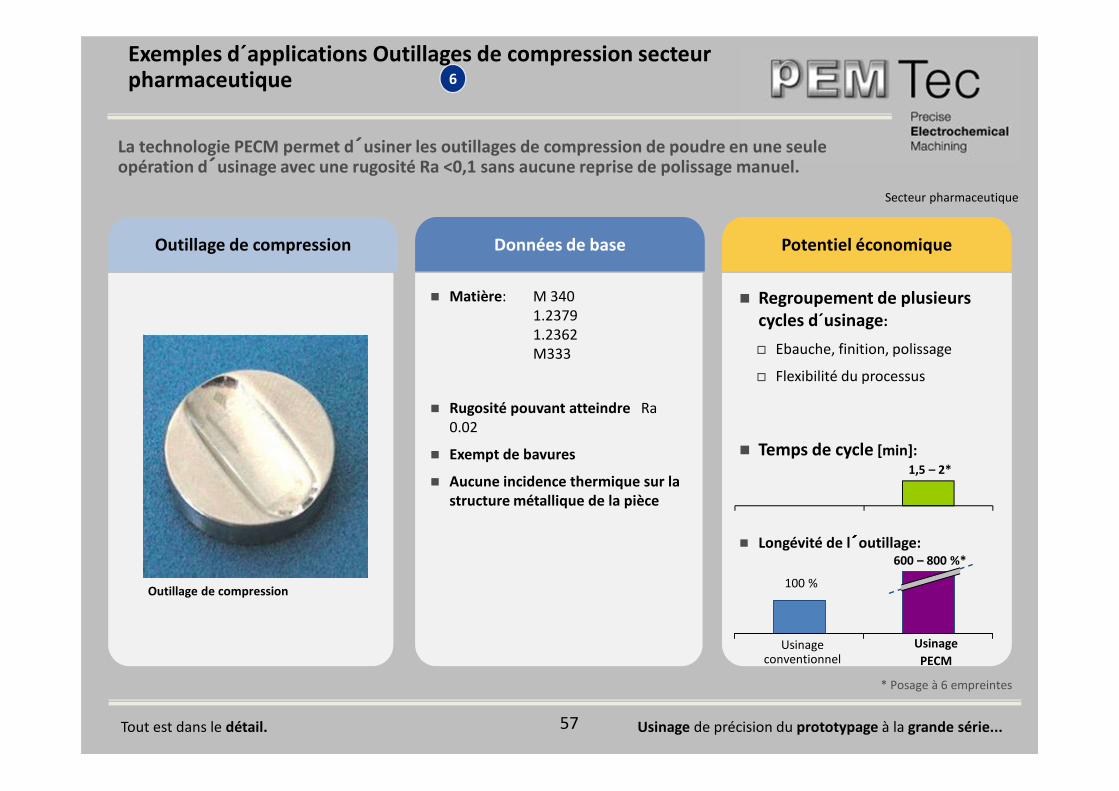
6
La technologie PECM permet d´́́́usiner les outillages de compression de poudre en une seule opération d´́́́usinage avec une rugosité Ra <0,1 sans aucune reprise de polissage manuel.
Exemples d´applications Outillages de compression secteur pharmaceutique
Outillage de compression Données de base Potentiel économique
Outillage de compression
� Matière: M 3401.23791.2362M333
� Rugosité pouvant atteindre Ra 0.02
� Exempt de bavures
� Aucune incidence thermique sur la
structure métallique de la pièce
� Temps de cycle [min]:
� Longévité de l´́́́outillage:
Secteur pharmaceutique
* Posage à 6 empreintes
� Regroupement de plusieurs
cycles d´usinage:
� Ebauche, finition, polissage
� Flexibilité du processus
1,5 – 2*
Usinage
PECM
600 – 800 %*
Usinage conventionnel
100 %
Usinage de précision du prototypage à la grande série...Tout est dans le détail.

Tout est dans le détail.
Applications:
Rail de guidage linéaireProfondeur d'érosion 3,30mm ; Cycle d´usinage 10 min
Usinage de précision du prototypage à la grande série...58

Tout est dans le détail.
Applications:
Outils de formage à froid•Poinçons de frappe pour la production de têtes de vis.•PEM réalise ces pièces 10 fois plus vite que les procédés de fabrication traditionnels.•Les poinçons usinés avec le procédé PEM ont une durée d’utilisation 8x plus longue que ceux usinés par les procédés conventionnels.
Usinage de précision du prototypage à la grande série...59
Tout est dans le détail.
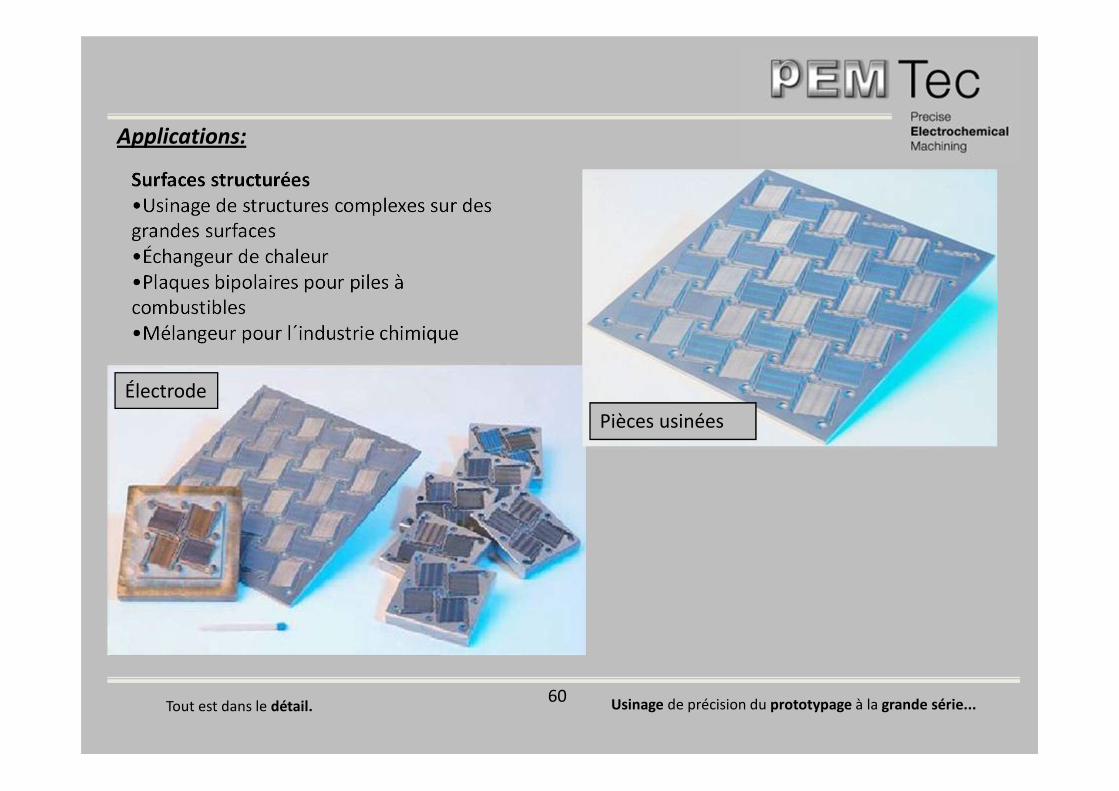
Applications:
Surfaces structurées
•Usinage de structures complexes sur des grandes surfaces•Échangeur de chaleur•Plaques bipolaires pour piles à combustibles•Mélangeur pour l´industrie chimique
Pièces usinées
Électrode
Usinage de précision du prototypage à la grande série...60
Tout est dans le détail.
Applications:
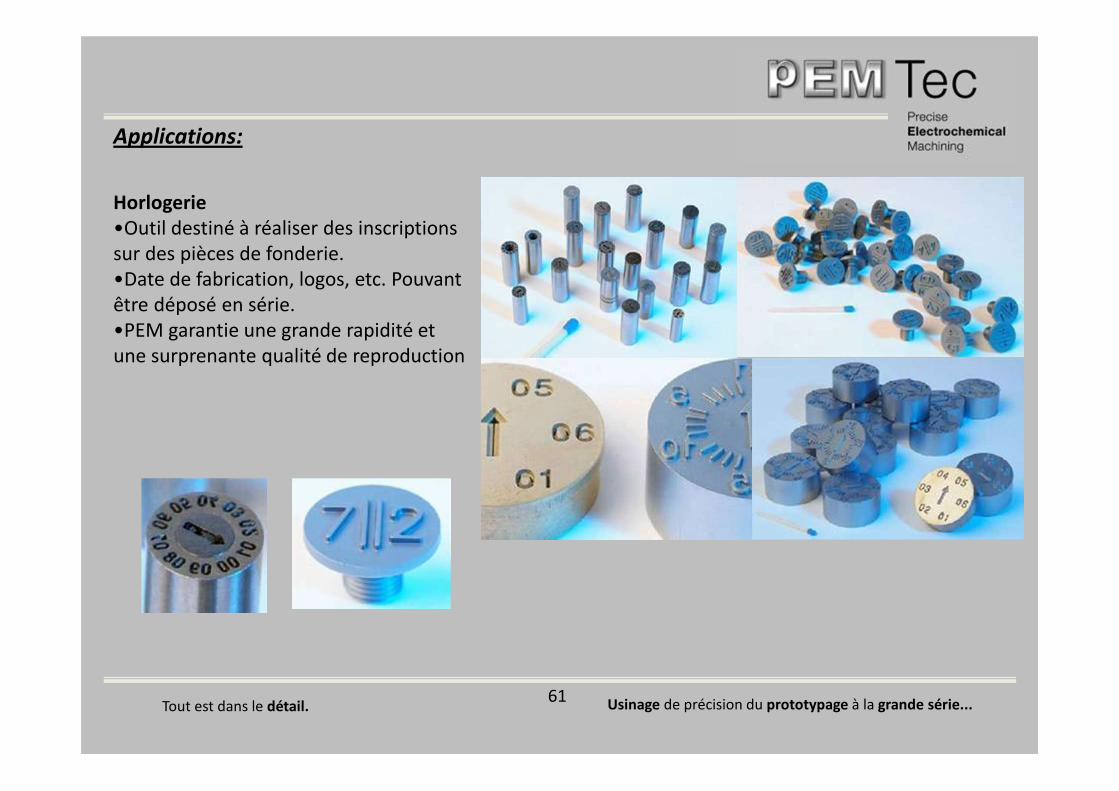
Horlogerie
•Outil destiné à réaliser des inscriptions sur des pièces de fonderie.•Date de fabrication, logos, etc. Pouvant être déposé en série.•PEM garantie une grande rapidité et une surprenante qualité de reproduction
Usinage de précision du prototypage à la grande série...61

Tout est dans le détail.
Applications:
Outils de formage à chaud
•Outils destinés à réaliser des inscriptions sur le flanc des roulements à billes.
Usinage de précision du prototypage à la grande série...62

Tout est dans le détail.
Applications:
Roue à dentures intérieures droite ou tournée, toutes formes de dentures, dans tous les matériaux.
•Roue à dentures axiales
fabriquée pour la première fois en série, en alliant de surcroît qualité et rentabilité.Les engrenages angulaires différentiels voient leur taille réduite et/ou leur puissance augmentée.
Pièces usinées
Électrode
Usinage de précision du prototypage à la grande série...63

Tout est dans le détail.
Applications:
PEMEuro
PEM- Article de publicité Forme- Euro, adapté au caddy de supermarché en acier inoxydable 1er côté carte de visite PEMTec, 2ème côté PublicitéTemps d’usinage pour 4 pièces: 3 minutes
Pièces usinées
Usinage de précision du prototypage à la grande série...64
Tout est dans le détail.
Applications:
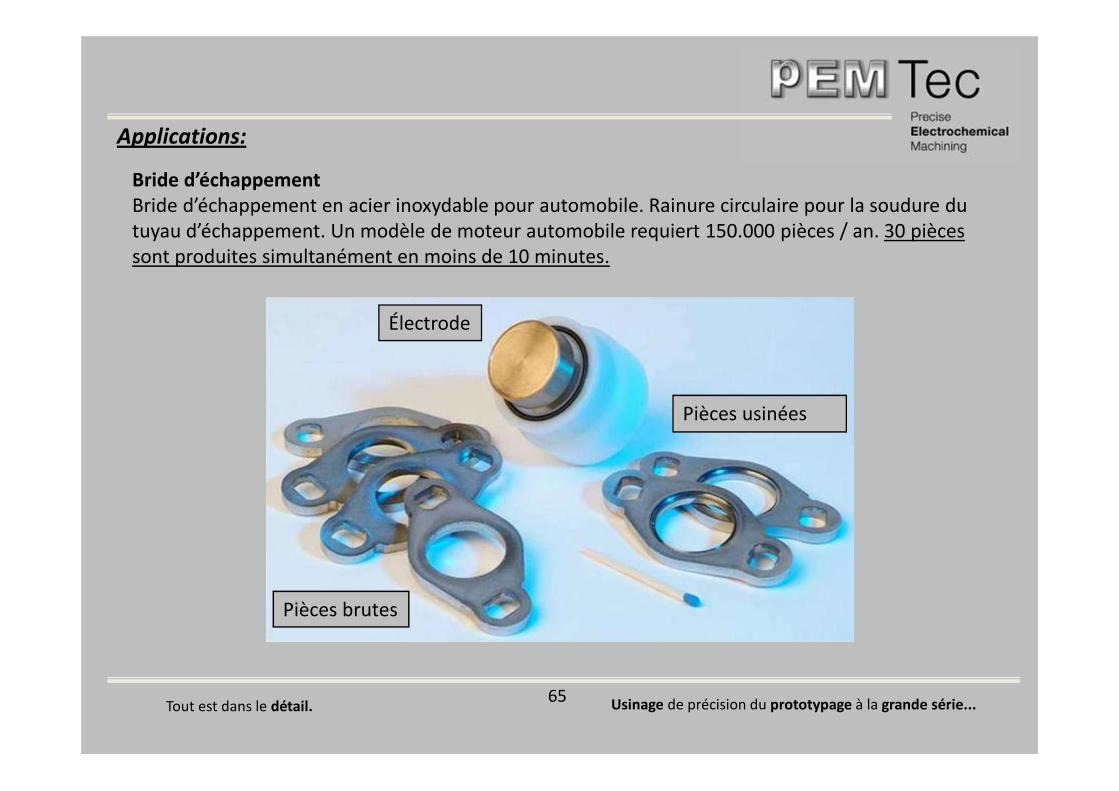
Bride d’échappement
Bride d’échappement en acier inoxydable pour automobile. Rainure circulaire pour la soudure du tuyau d’échappement. Un modèle de moteur automobile requiert 150.000 pièces / an. 30 pièces sont produites simultanément en moins de 10 minutes.
Pièces usinées
Électrode
Pièces brutes
Usinage de précision du prototypage à la grande série...65
Tout est dans le détail.
Applications:
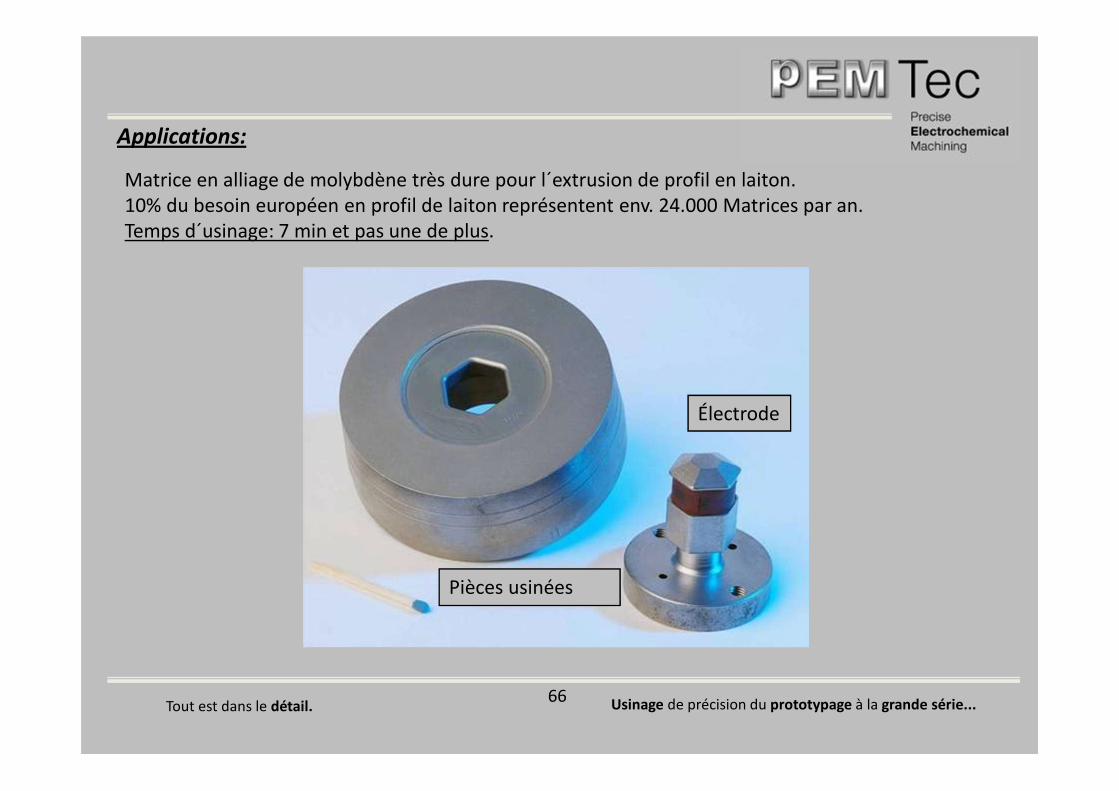
Matrice en alliage de molybdène très dure pour l´extrusion de profil en laiton.10% du besoin européen en profil de laiton représentent env. 24.000 Matrices par an.Temps d´usinage: 7 min et pas une de plus.
Pièces usinées
Électrode
Usinage de précision du prototypage à la grande série...66
Tout est dans le détail.
Applications:
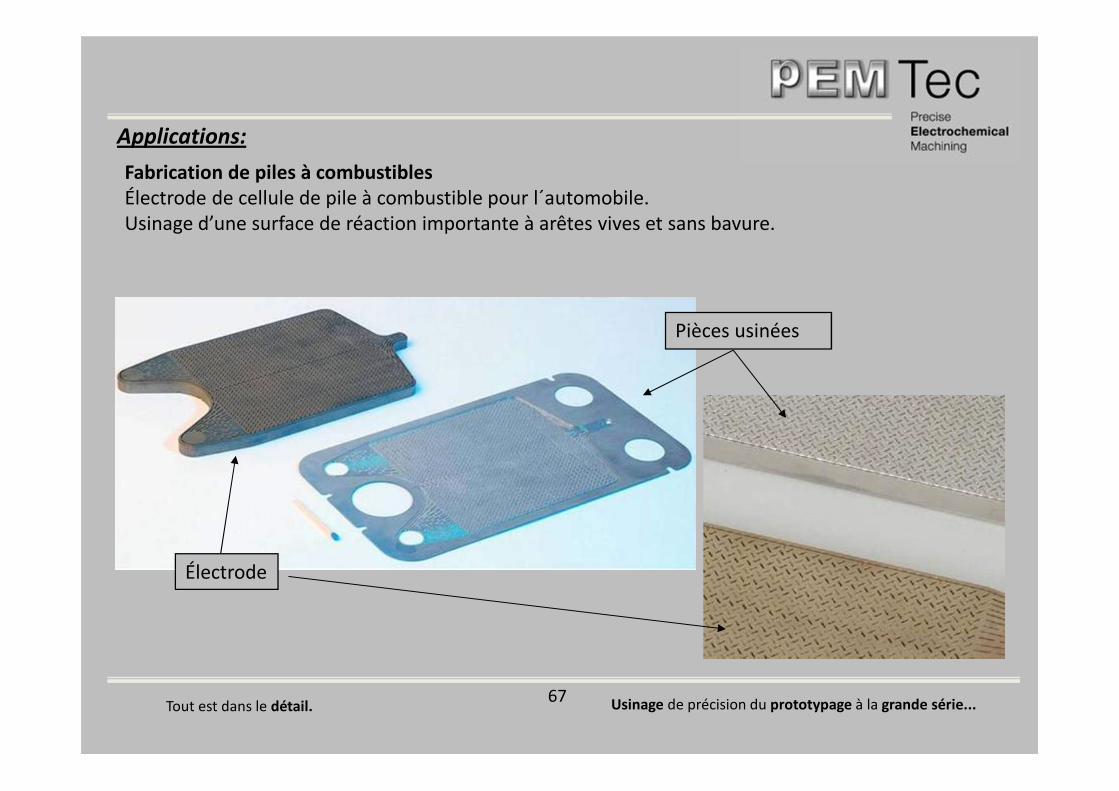
Fabrication de piles à combustibles
Électrode de cellule de pile à combustible pour l´automobile.Usinage d’une surface de réaction importante à arêtes vives et sans bavure.
Pièces usinées
Électrode
Usinage de précision du prototypage à la grande série...67
Tout est dans le détail.
Applications:
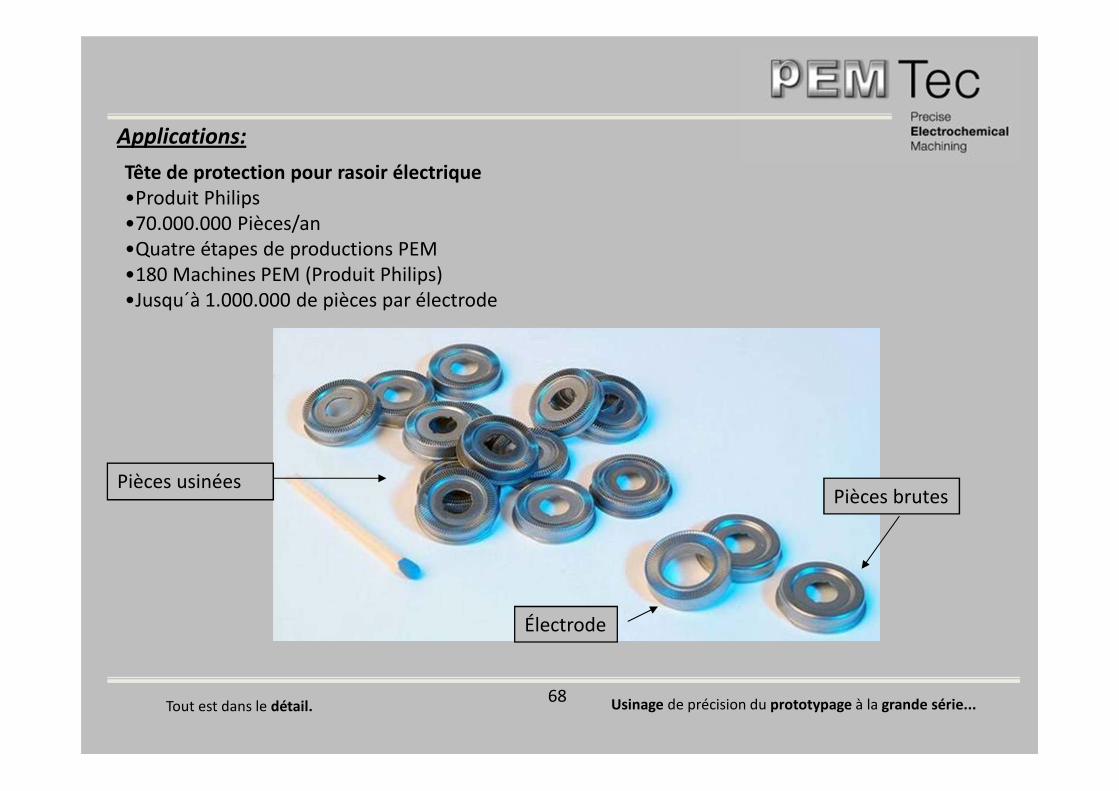
Tête de protection pour rasoir électrique
•Produit Philips•70.000.000 Pièces/an•Quatre étapes de productions PEM•180 Machines PEM (Produit Philips)•Jusqu´à 1.000.000 de pièces par électrode
Pièces usinées
Électrode
Pièces brutes
Usinage de précision du prototypage à la grande série...68
Tout est dans le détail.
Collaborateur PEM Centre d´application PAC:
PAC F1: France (Est de la France)Mécanique de Précision du Barrois (MPB)
35 rue des TilleulsF-55500 Ligny en Barroiswww.mpb-fr.com
•PAC CH1: SuisseBräm
Lerzenstraße 4CH-8953 Dietikonwww.gebrbraem.ch
•PAC A1: AutricheGerhard Rauch GmbH
Eitnergasse 9A-1230 Wienwww.gerhard-rauch.at
Usinage de précision du prototypage à la grande série...69
Tout est dans le détail.
Collaborateur PEM Centre d´application PAC:
•PAC I1: ItalieTecnomach S.p.A.
Via Giuseppe Righi, 12I-43122 Parmawww.overmach.it
•PAC USA1: PennsylvanieJ.V. Manufacturing Co.,INC.
1603 Burtner RoadUSA-Natrona Heights, PA 15065-1541www.jvmfgco.com
•PAC D1: Allemagne Baden- Würtemberg Bosch ECM Technologie GmbH
Industriestraße 11D-73347 Mühlhausenwww.bosch-hh.de
Usinage de précision du prototypage à la grande série...70
Tout est dans le détail.
Collaborateur PEM Centre d´application PAC:
PAC D2: Allemagne Hessen / Nordrhein- WestfalenBoenig Präzisionswerkzeugbau GmbH
Albrechtweg 7D-56462 Höhnwww.boenig-gmbh.de
PAC D3: Allemagne Sachsen IWU Fraunhofer Institut Werkzeugmaschinen und Umformtechnik
Reichenhainer Straße 88D-09126 Chemnitzwww.iwu.fraunhofer.de
•PAC D4: Allemagne Nordrhein- Westfalen CIP Centrum für innovative Produktions-Systeme GmbH
Carlo-Schmid-Allee 3D-44263 Dortmundwww.cip-do.de
Usinage de précision du prototypage à la grande série...71
Tout est dans le détail.
Collaborateur PEM Centre d´application PAC:
PAC D5: Allemagne BayernSFB Schwäbische Formteile GmbH & Co. KG
Weiherweg 12-16D-87727 Badenhausenwww.sfb-vab.de
•PAC D6: Allemagne NiedersachsenWIBA-ECB GmbH
Rudolf-Diesel-Str. 11D-27383 Scheeßelwww.wiba-ecb.de
Usinage de précision du prototypage à la grande série...72
Tout est dans le détail.
• Industrie de l´aéronautique
• Industrie médicale
• Industrie Horlogère
• Industrie électrique
• Industrie chimique
• Industrie pharmaceutique
• Industrie de l´automobile
• Fabrication de matrice ou de poinçons
• Fabrication d´outils et de moules
• Piles à combustible (Plaques Bipolaires)
• Miniaturisation des pièces finales
• Outillages de compression
• Formage à froid
Clients:
Usinage de précision du prototypage à la grande série...73
Tout est dans le détail. Usinage de précision du prototypage à la grande série...74





























