Embed Size (px)
Citation preview
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 1
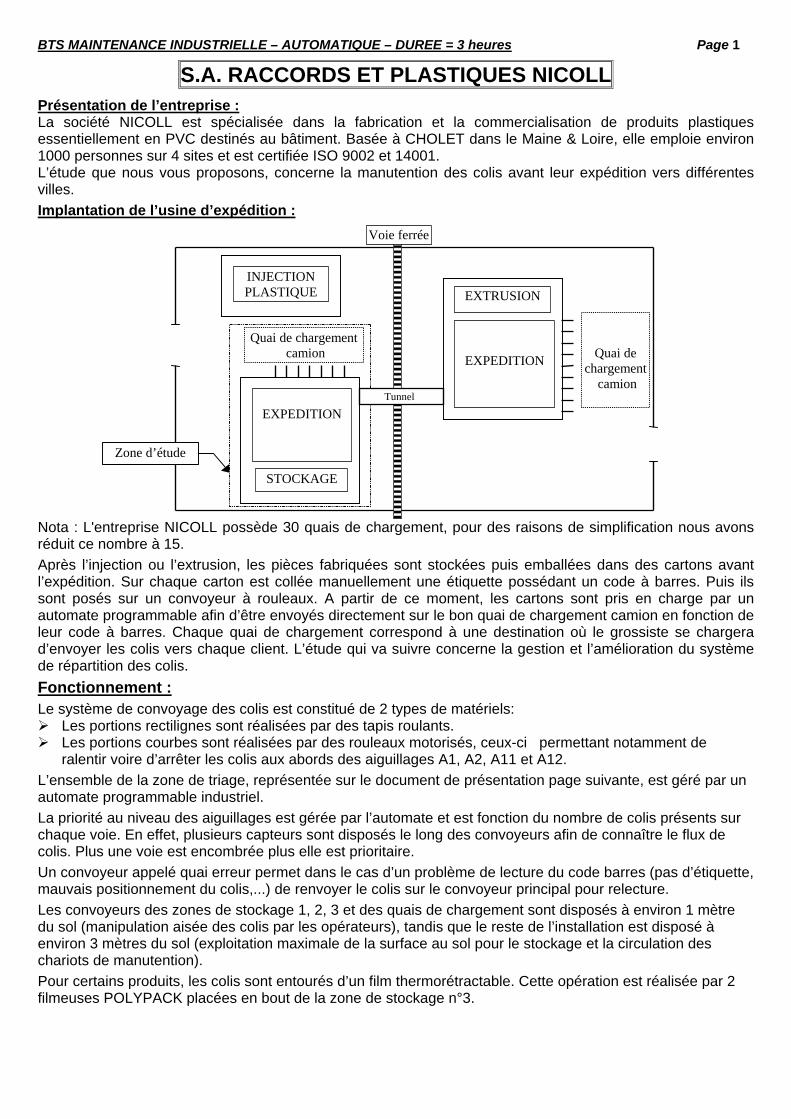
S.A. RACCORDS ET PLASTIQUES NICOLL Présentation de l’entreprise : La société NICOLL est spécialisée dans la fabrication et la commercialisation de produits plastiques essentiellement en PVC destinés au bâtiment. Basée à CHOLET dans le Maine & Loire, elle emploie environ 1000 personnes sur 4 sites et est certifiée ISO 9002 et 14001. L’étude que nous vous proposons, concerne la manutention des colis avant leur expédition vers différentes villes. Implantation de l’usine d’expédition :
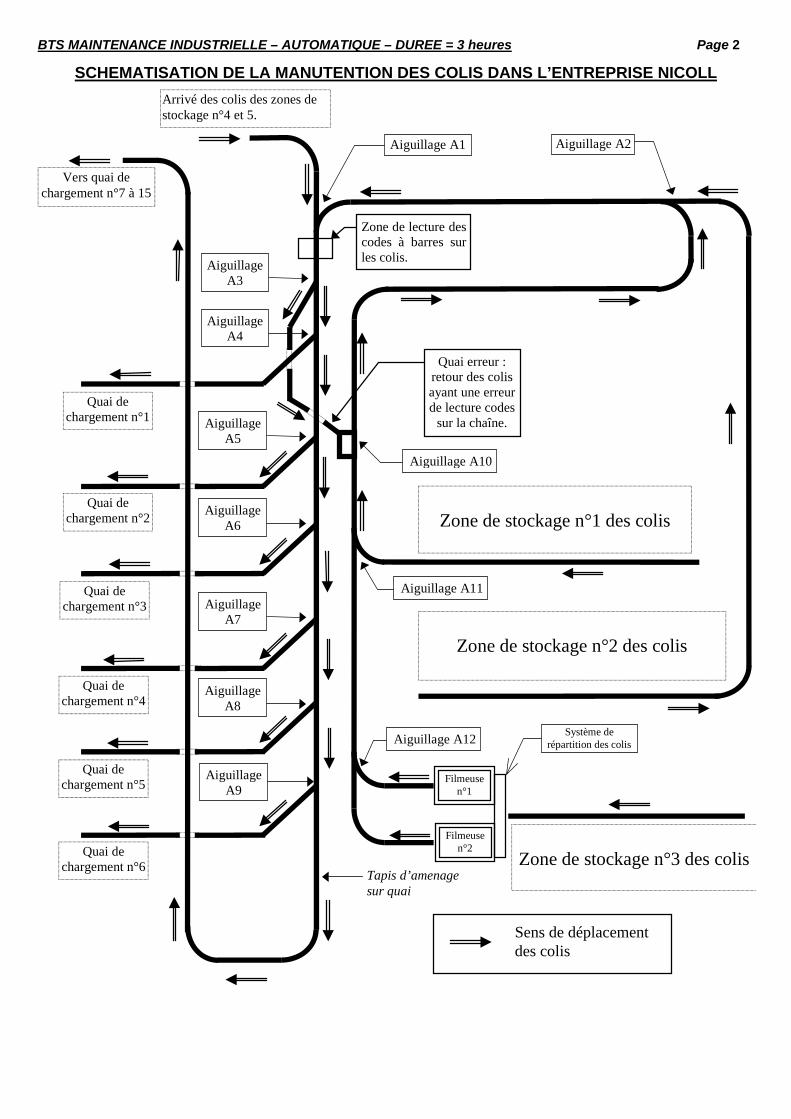
Nota : L'entreprise NICOLL possède 30 quais de chargement, pour des raisons de simplification nous avons réduit ce nombre à 15. Après l’injection ou l’extrusion, les pièces fabriquées sont stockées puis emballées dans des cartons avant l’expédition. Sur chaque carton est collée manuellement une étiquette possédant un code à barres. Puis ils sont posés sur un convoyeur à rouleaux. A partir de ce moment, les cartons sont pris en charge par un automate programmable afin d’être envoyés directement sur le bon quai de chargement camion en fonction de leur code à barres. Chaque quai de chargement correspond à une destination où le grossiste se chargera d’envoyer les colis vers chaque client. L’étude qui va suivre concerne la gestion et l’amélioration du système de répartition des colis. Fonctionnement : Le système de convoyage des colis est constitué de 2 types de matériels: Les portions rectilignes sont réalisées par des tapis roulants. Les portions courbes sont réalisées par des rouleaux motorisés, ceux-ci permettant notamment de
ralentir voire d’arrêter les colis aux abords des aiguillages A1, A2, A11 et A12. L’ensemble de la zone de triage, représentée sur le document de présentation page suivante, est géré par un automate programmable industriel. La priorité au niveau des aiguillages est gérée par l’automate et est fonction du nombre de colis présents sur chaque voie. En effet, plusieurs capteurs sont disposés le long des convoyeurs afin de connaître le flux de colis. Plus une voie est encombrée plus elle est prioritaire. Un convoyeur appelé quai erreur permet dans le cas d’un problème de lecture du code barres (pas d’étiquette, mauvais positionnement du colis,...) de renvoyer le colis sur le convoyeur principal pour relecture. Les convoyeurs des zones de stockage 1, 2, 3 et des quais de chargement sont disposés à environ 1 mètre du sol (manipulation aisée des colis par les opérateurs), tandis que le reste de l’installation est disposé à environ 3 mètres du sol (exploitation maximale de la surface au sol pour le stockage et la circulation des chariots de manutention). Pour certains produits, les colis sont entourés d’un film thermorétractable. Cette opération est réalisée par 2 filmeuses POLYPACK placées en bout de la zone de stockage n°3.
INJECTION PLASTIQUE
STOCKAGE
EXPEDITION
EXTRUSION
EXPEDITION
Quai de chargement camion
Quai de chargement
camion Tunnel
Voie ferrée
Zone d’étude
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 2
SCHEMATISATION DE LA MANUTENTION DES COLIS DANS L’ENTREPRISE NICOLL
Sens de déplacementdes colis
Zone de stockage n°1 des colis
Zone de stockage n°2 des colis
Quai dechargement n°1
Quai dechargement n°2
Quai dechargement n°3
Quai dechargement n°4
Quai dechargement n°5
Quai dechargement n°6
Vers quai dechargement n°7 à 15
Arrivé des colis des zones destockage n°4 et 5.
Zone de lecture descodes à barres surles colis.
Quai erreur :retour des colisayant une erreurde lecture codes
sur la chaîne.
Aiguillage A1 Aiguillage A2
AiguillageA7
AiguillageA9
Filmeusen°1
Filmeusen°2
Système derépartition des colis
Zone de stockage n°3 des colis
Aiguillage A12
Tapis d’amenagesur quai
AiguillageA8
AiguillageA6
AiguillageA5
AiguillageA4
AiguillageA3
Aiguillage A11
Aiguillage A10
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 3
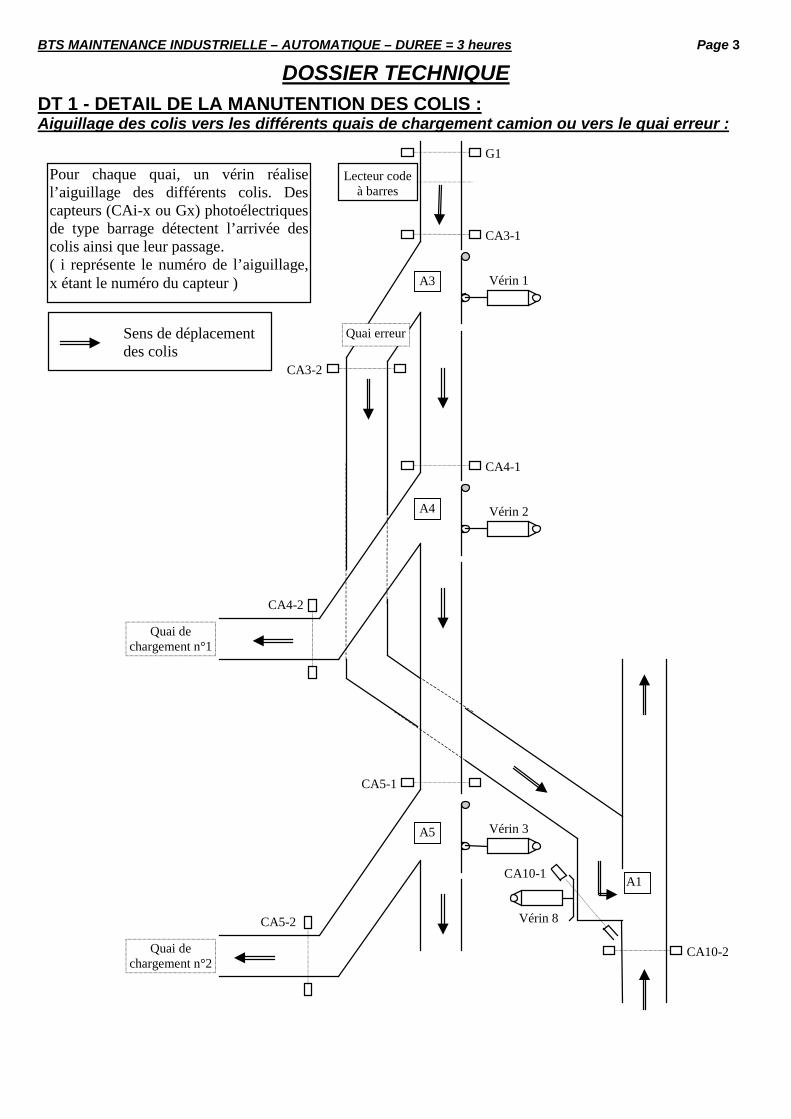
DOSSIER TECHNIQUE DT 1 - DETAIL DE LA MANUTENTION DES COLIS : Aiguillage des colis vers les différents quais de chargement camion ou vers le quai erreur :
Pour chaque quai, un vérin réalisel’aiguillage des différents colis. Descapteurs (CAi-x ou Gx) photoélectriquesde type barrage détectent l’arrivée descolis ainsi que leur passage.( i représente le numéro de l’aiguillage,x étant le numéro du capteur )
Vérin 2
Quai dechargement n°1
Vérin 8
Lecteur codeà barres
Vérin 1
Vérin 3
Quai dechargement n°2
Quai erreurSens de déplacementdes colis
G1
CA3-1
CA3-2
CA4-1
CA4-2
CA5-1
CA5-2
CA10-1
CA10-2
A3
A4
A5
A1
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 4
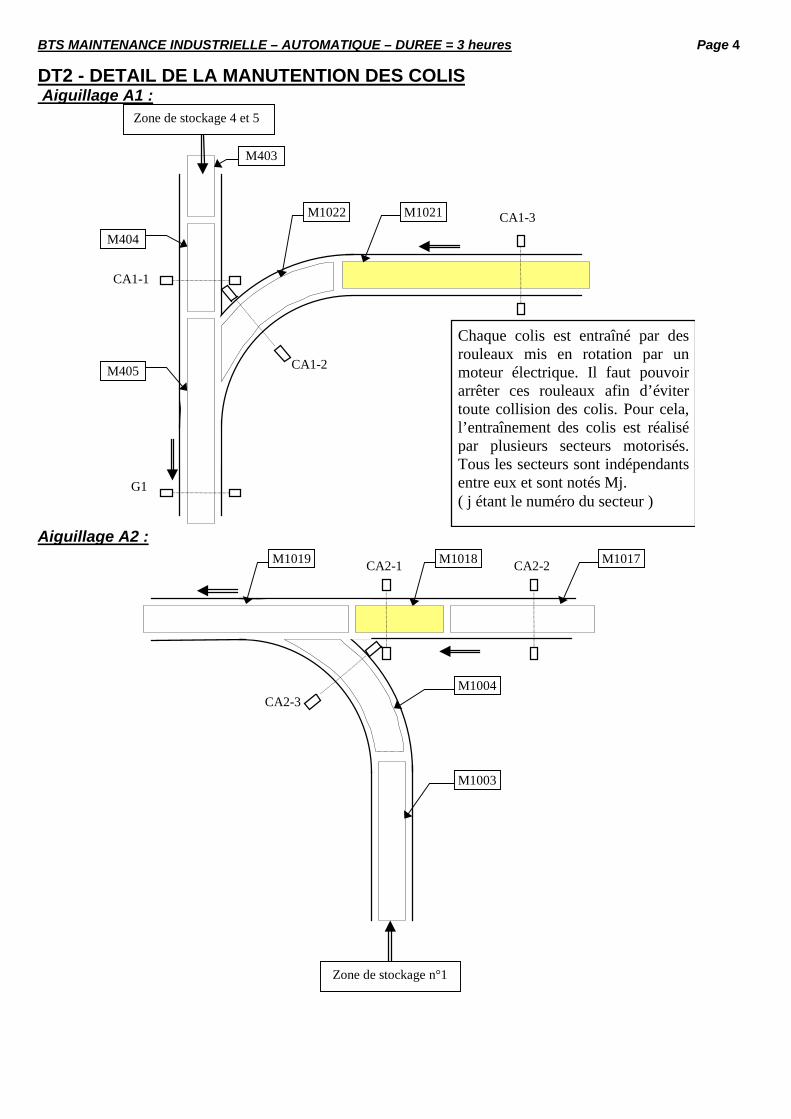
DT2 - DETAIL DE LA MANUTENTION DES COLIS Aiguillage A1 :
Chaque colis est entraîné par desrouleaux mis en rotation par unmoteur électrique. Il faut pouvoirarrêter ces rouleaux afin d’évitertoute collision des colis. Pour cela,l’entraînement des colis est réalisépar plusieurs secteurs motorisés.Tous les secteurs sont indépendantsentre eux et sont notés Mj.( j étant le numéro du secteur )
G1
CA1-1
CA1-3
CA1-2
M1022
M403
M404
M405
Zone de stockage 4 et 5
M1021
Aiguillage A2 :
CA2-1 CA2-2
CA2-3
M1019 M1018 M1017
M1004
M1003
Zone de stockage n°1
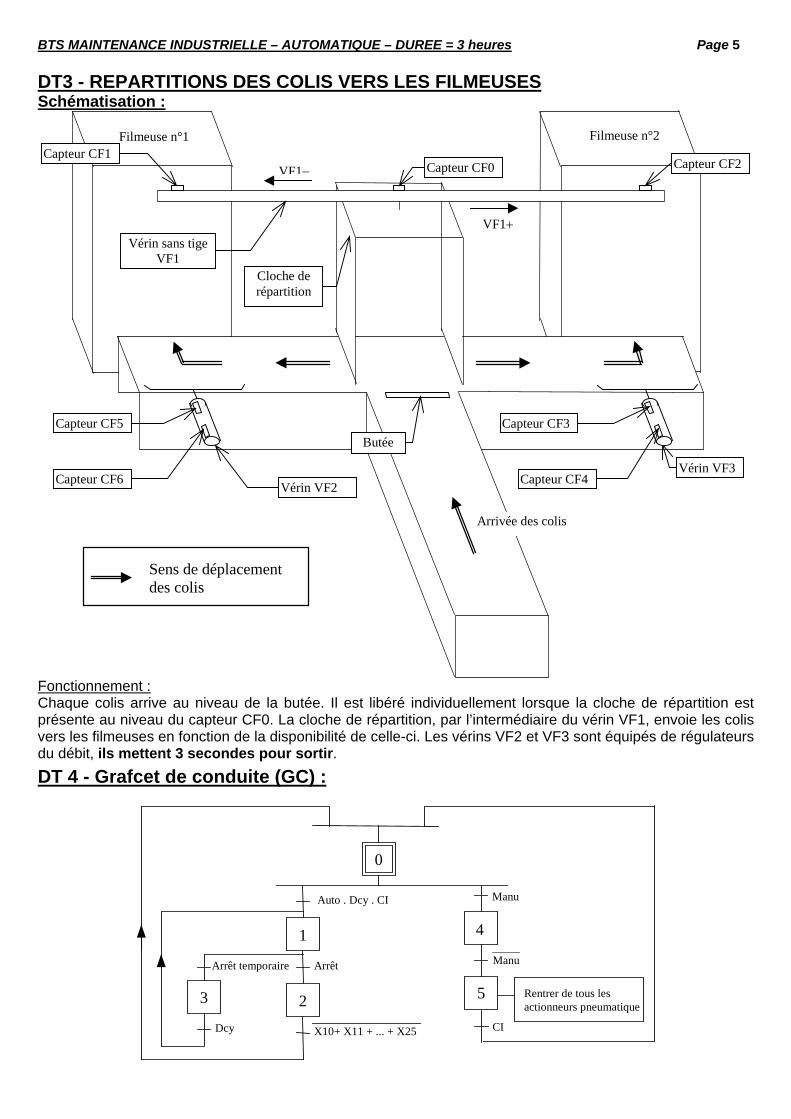
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 5 DT3 - REPARTITIONS DES COLIS VERS LES FILMEUSES Schématisation :
Vérin VF3
Sens de déplacementdes colis
Filmeuse n°2Filmeuse n°1
Vérin sans tigeVF1
Arrivée des colis
Capteur CF0Capteur CF1
Capteur CF5
Capteur CF6
Capteur CF3
Capteur CF4Vérin VF2
Butée
Cloche derépartition
VF1−
VF1
Capteur CF2
+
Fonctionnement : Chaque colis arrive au niveau de la butée. Il est libéré individuellement lorsque la cloche de répartition est présente au niveau du capteur CF0. La cloche de répartition, par l’intermédiaire du vérin VF1, envoie les colis vers les filmeuses en fonction de la disponibilité de celle-ci. Les vérins VF2 et VF3 sont équipés de régulateurs du débit, ils mettent 3 secondes pour sortir. DT 4 - Grafcet de conduite (GC) :
Auto . Dcy . CI Manu
4
3
0
1
2
ArrêtArrêt temporaire
X10+ X11 + ... + X25Dcy
Manu
5 Rentrer de tous lesactionneurs pneumatique
CI
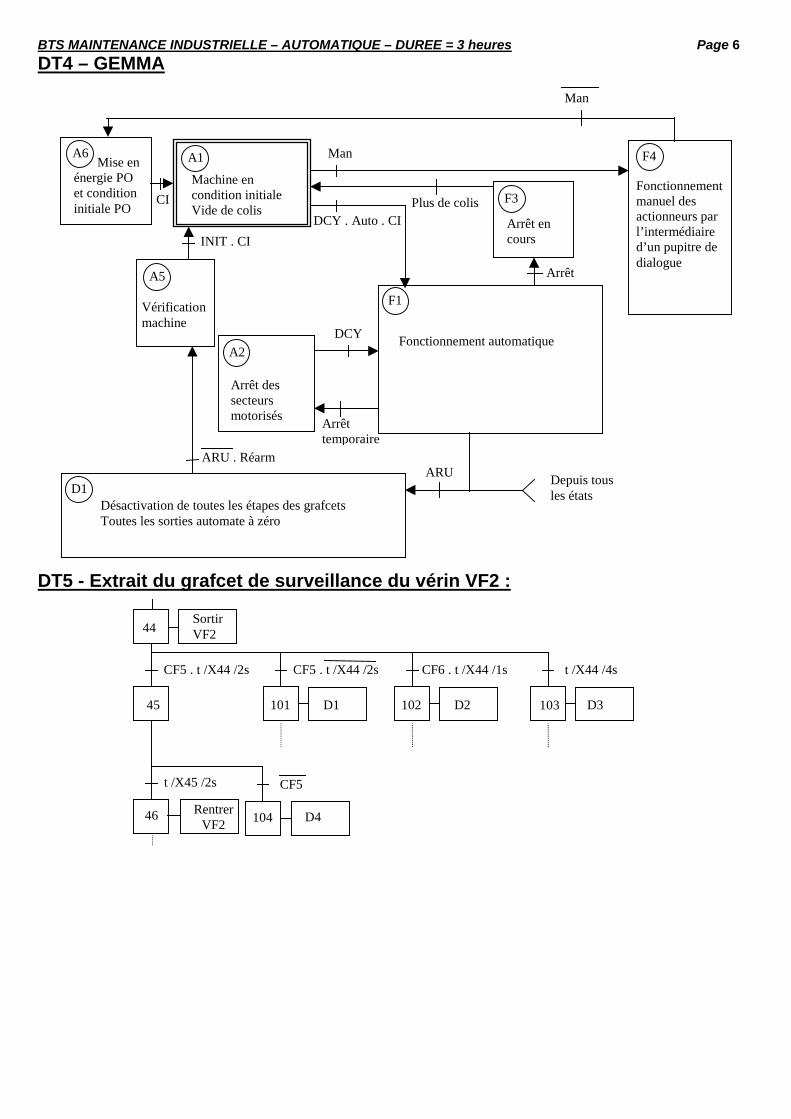
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 6 DT4 – GEMMA
D1
A2
A5
F1
A1 F4A6
F3Machine encondition initialeVide de colis
Mise enénergie POet conditioninitiale PO
Vérificationmachine
Arrêt dessecteursmotorisés
Arrêt encours
Fonctionnementmanuel desactionneurs parl’intermédiaired’un pupitre dedialogue
Fonctionnement automatique
Désactivation de toutes les étapes des grafcetsToutes les sorties automate à zéro
ARUARU . Réarm
INIT . CI
Arrêttemporaire
DCY
DCY . Auto . CI
Arrêt
Plus de colis
Man
Man
CI
Depuis tousles états
DT5 - Extrait du grafcet de surveillance du vérin VF2 :
SortirVF2
CF5 . t /X44 /2s CF5 . t /X44 /2s CF6 . t /X44 /1s t /X44 /4s
D1 D2 D3
44
45 101 102 103
CF5
D446 RentrerVF2
t /X45 /2s
104
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 7
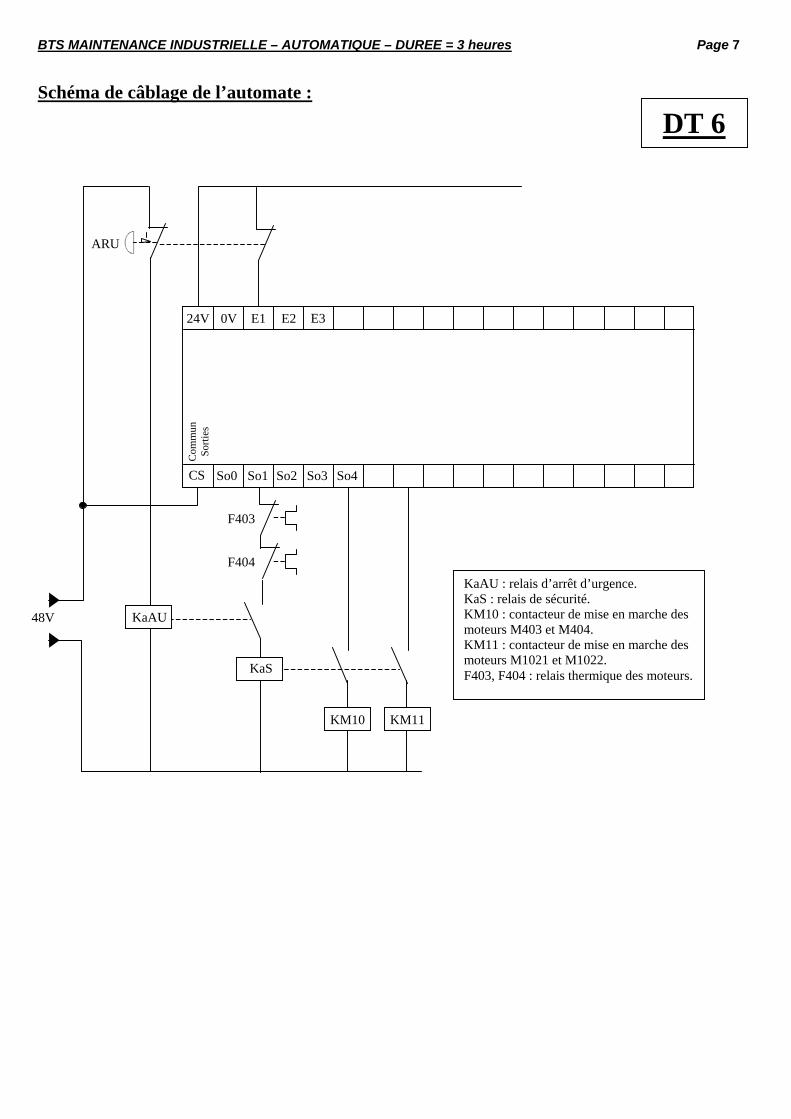
Schéma de câblage de l’automate :
DT 6
24V 0V E1 E2 E3
48V KaAU
So0 So1 So2 So3 So4
ARU
KaS
KM10
Com
mun
So
rties
CS
F403
F404 KaAU : relais d’arrêt d’urgence. KaS : relais de sécurité. KM10 : contacteur de mise en marche des moteurs M403 et M404. KM11 : contacteur de mise en marche des moteurs M1021 et M1022. F403, F404 : relais thermique des moteurs.
KM11
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 8 QUESTIONS
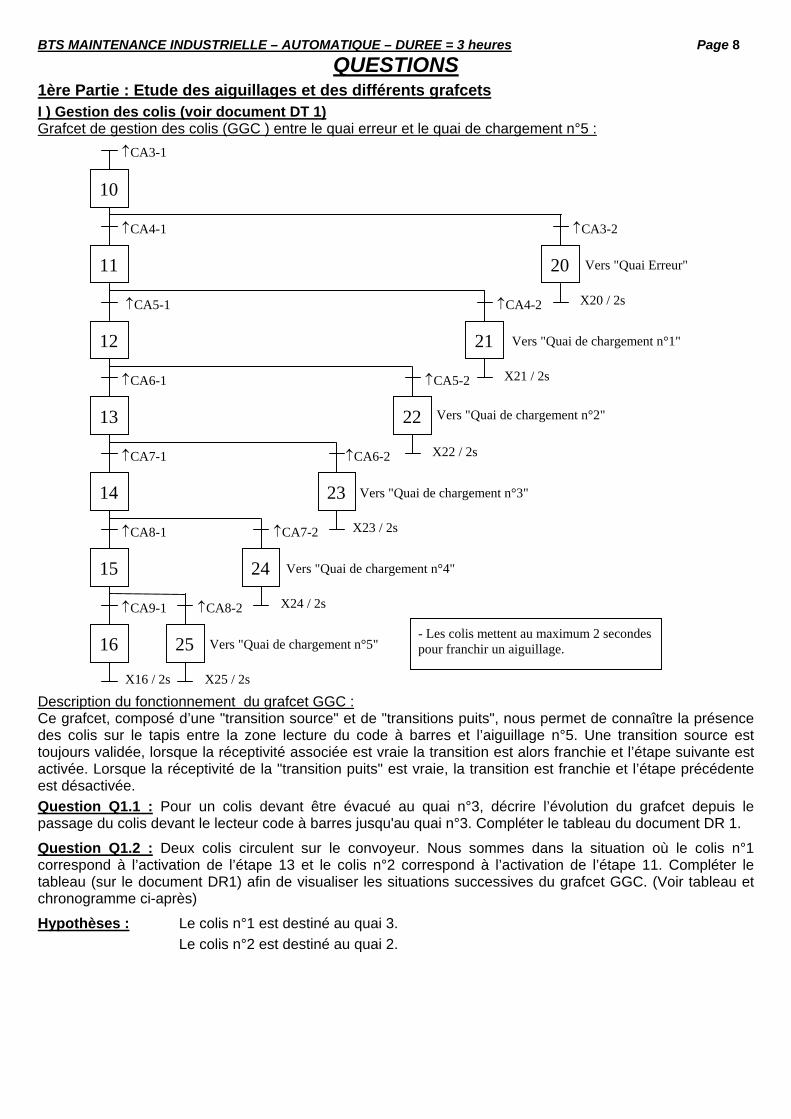
1ère Partie : Etude des aiguillages et des différents grafcets I ) Gestion des colis (voir document DT 1) Grafcet de gestion des colis (GGC ) entre le quai erreur et le quai de chargement n°5 :
↑CA3-1
↑CA4-1
↑CA6-1
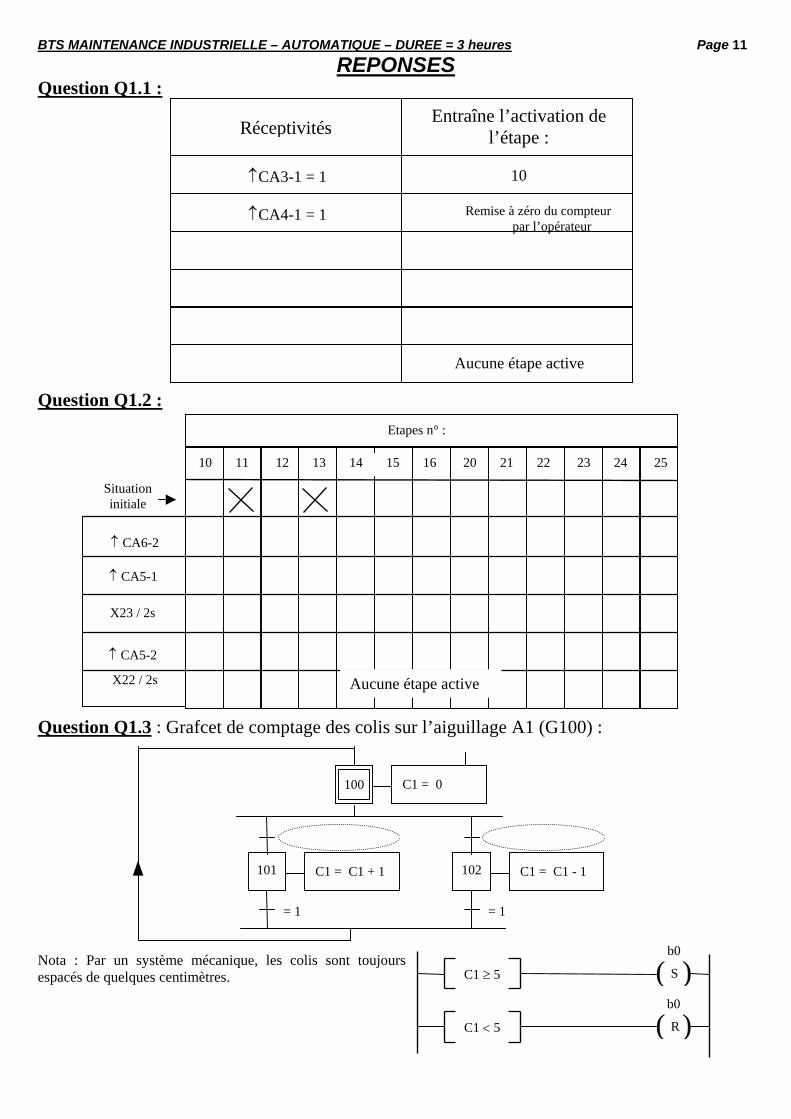
Description du fonctionnement du grafcet GGC : Ce grafcet, composé d’une "transition source" et de "transitions puits", nous permet de connaître la présence des colis sur le tapis entre la zone lecture du code à barres et l’aiguillage n°5. Une transition source est toujours validée, lorsque la réceptivité associée est vraie la transition est alors franchie et l’étape suivante est activée. Lorsque la réceptivité de la "transition puits" est vraie, la transition est franchie et l’étape précédente est désactivée. Question Q1.1 : Pour un colis devant être évacué au quai n°3, décrire l’évolution du grafcet depuis le passage du colis devant le lecteur code à barres jusqu'au quai n°3. Compléter le tableau du document DR 1.
Question Q1.2 : Deux colis circulent sur le convoyeur. Nous sommes dans la situation où le colis n°1 correspond à l’activation de l’étape 13 et le colis n°2 correspond à l’activation de l’étape 11. Compléter le tableau (sur le document DR1) afin de visualiser les situations successives du grafcet GGC. (Voir tableau et chronogramme ci-après) Hypothèses : Le colis n°1 est destiné au quai 3. Le colis n°2 est destiné au quai 2.
↑CA3-2
20
22
23
24
25
10
11
12
13
14
15
16
↑CA7-1
↑CA8-1
↑CA9-1
↑CA5-2
↑CA5-1 ↑CA4-2
21
↑CA6-2
↑CA7-2
↑CA8-2
- Les colis mettent au maximum 2 secondes pour franchir un aiguillage.
X20 / 2s
X21 / 2s
X22 / 2s
X23 / 2s
X24 / 2s
X25 / 2s X16 / 2s
Vers "Quai Erreur"
Vers "Quai de chargement n°1"
Vers "Quai de chargement n°2"
Vers "Quai de chargement n°3"
Vers "Quai de chargement n°4"
Vers "Quai de chargement n°5"
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 9
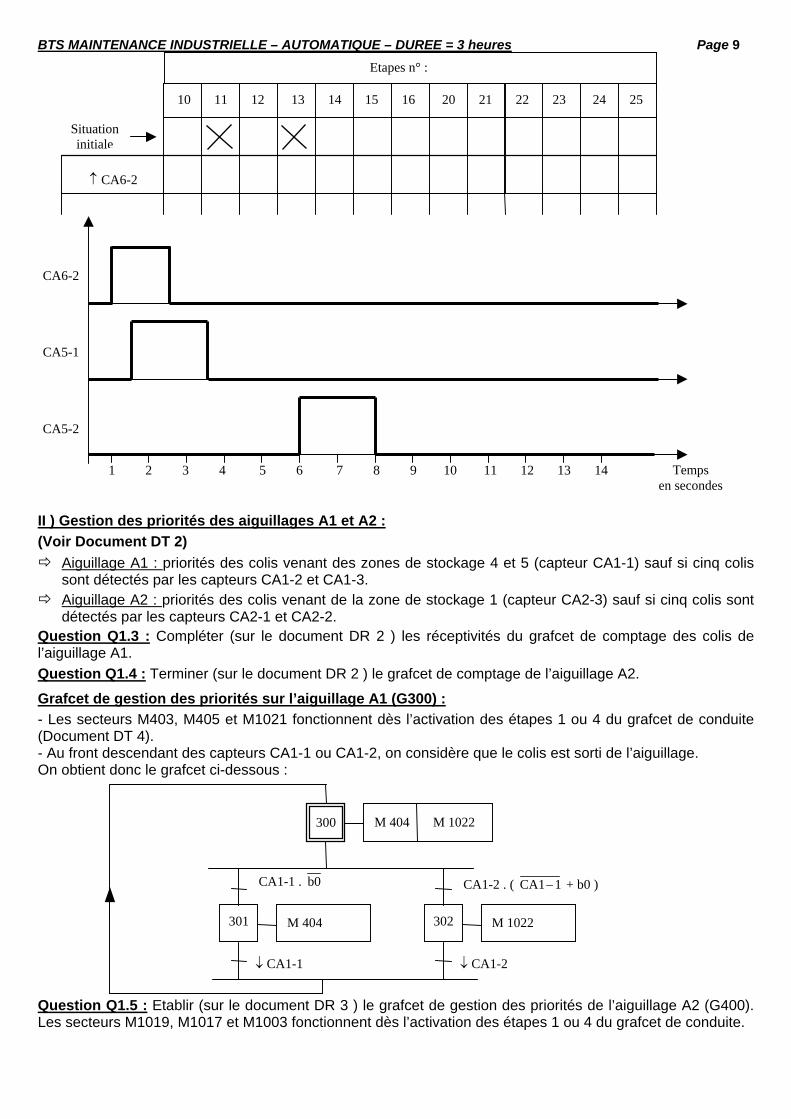
II ) Gestion des priorités des aiguillages A1 et A2 : (Voir Document DT 2) Aiguillage A1 : priorités des colis venant des zones de stockage 4 et 5 (capteur CA1-1) sauf si cinq colis
sont détectés par les capteurs CA1-2 et CA1-3. Aiguillage A2 : priorités des colis venant de la zone de stockage 1 (capteur CA2-3) sauf si cinq colis sont
détectés par les capteurs CA2-1 et CA2-2. Question Q1.3 : Compléter (sur le document DR 2 ) les réceptivités du grafcet de comptage des colis de l’aiguillage A1. Question Q1.4 : Terminer (sur le document DR 2 ) le grafcet de comptage de l’aiguillage A2. Grafcet de gestion des priorités sur l’aiguillage A1 (G300) : - Les secteurs M403, M405 et M1021 fonctionnent dès l’activation des étapes 1 ou 4 du grafcet de conduite (Document DT 4). - Au front descendant des capteurs CA1-1 ou CA1-2, on considère que le colis est sorti de l’aiguillage. On obtient donc le grafcet ci-dessous : Question Q1.5 : Etablir (sur le document DR 3 ) le grafcet de gestion des priorités de l’aiguillage A2 (G400). Les secteurs M1019, M1017 et M1003 fonctionnent dès l’activation des étapes 1 ou 4 du grafcet de conduite.
CA1-1 . b0
300
301
↓ CA1-2
CA1-2 . ( 1CA1− + b0 )
↓ CA1-1
302
M 404 M 1022
M 404 M 1022
Etapes n° :
10 11 12 13 14 15 16 20 21 22 23 24 25
Situation initiale
↑ CA6-2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 Temps en secondes
CA6-2 CA5-1 CA5-2
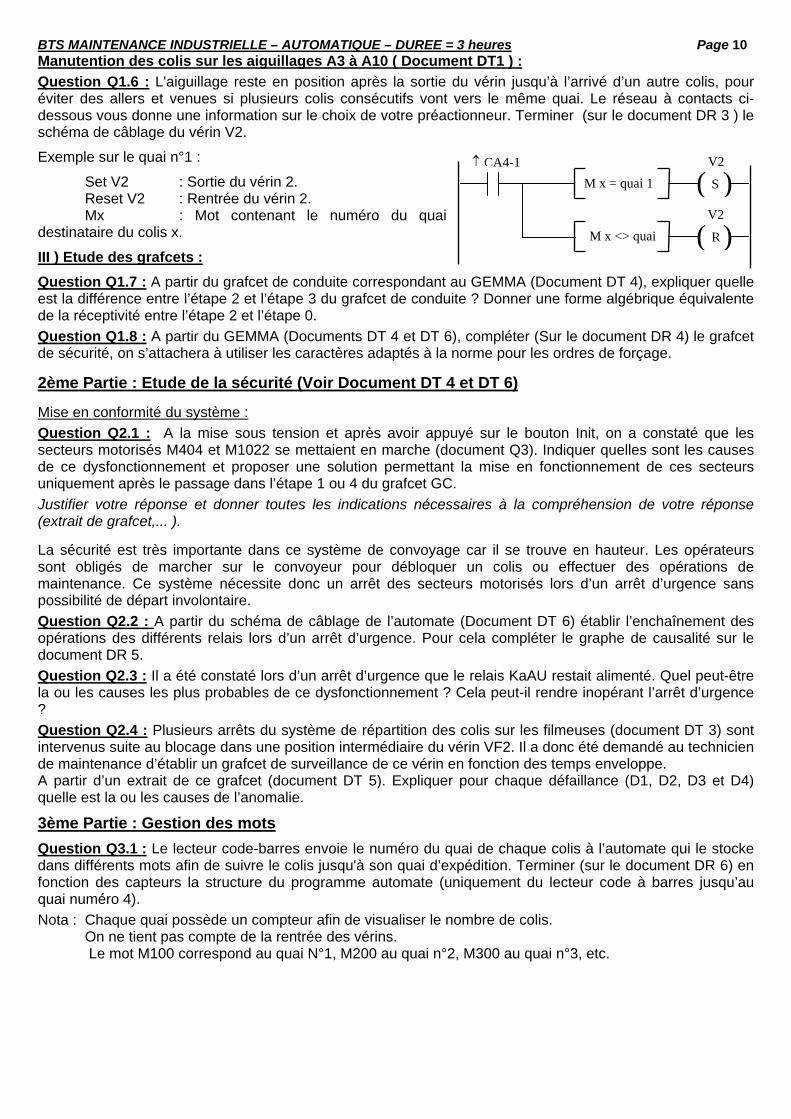
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 10 Manutention des colis sur les aiguillages A3 à A10 ( Document DT1 ) : Question Q1.6 : L'aiguillage reste en position après la sortie du vérin jusqu’à l’arrivé d’un autre colis, pour éviter des allers et venues si plusieurs colis consécutifs vont vers le même quai. Le réseau à contacts ci-dessous vous donne une information sur le choix de votre préactionneur. Terminer (sur le document DR 3 ) le schéma de câblage du vérin V2.
Exemple sur le quai n°1 :
Set V2 : Sortie du vérin 2. Reset V2 : Rentrée du vérin 2. Mx : Mot contenant le numéro du quai destinataire du colis x.
III ) Etude des grafcets : Question Q1.7 : A partir du grafcet de conduite correspondant au GEMMA (Document DT 4), expliquer quelle est la différence entre l’étape 2 et l’étape 3 du grafcet de conduite ? Donner une forme algébrique équivalente de la réceptivité entre l’étape 2 et l’étape 0. Question Q1.8 : A partir du GEMMA (Documents DT 4 et DT 6), compléter (Sur le document DR 4) le grafcet de sécurité, on s’attachera à utiliser les caractères adaptés à la norme pour les ordres de forçage.
2ème Partie : Etude de la sécurité (Voir Document DT 4 et DT 6)
Mise en conformité du système : Question Q2.1 : A la mise sous tension et après avoir appuyé sur le bouton Init, on a constaté que les secteurs motorisés M404 et M1022 se mettaient en marche (document Q3). Indiquer quelles sont les causes de ce dysfonctionnement et proposer une solution permettant la mise en fonctionnement de ces secteurs uniquement après le passage dans l’étape 1 ou 4 du grafcet GC. Justifier votre réponse et donner toutes les indications nécessaires à la compréhension de votre réponse (extrait de grafcet,... ).
La sécurité est très importante dans ce système de convoyage car il se trouve en hauteur. Les opérateurs sont obligés de marcher sur le convoyeur pour débloquer un colis ou effectuer des opérations de maintenance. Ce système nécessite donc un arrêt des secteurs motorisés lors d’un arrêt d’urgence sans possibilité de départ involontaire. Question Q2.2 : A partir du schéma de câblage de l’automate (Document DT 6) établir l’enchaînement des opérations des différents relais lors d’un arrêt d’urgence. Pour cela compléter le graphe de causalité sur le document DR 5. Question Q2.3 : Il a été constaté lors d’un arrêt d’urgence que le relais KaAU restait alimenté. Quel peut-être la ou les causes les plus probables de ce dysfonctionnement ? Cela peut-il rendre inopérant l’arrêt d’urgence ? Question Q2.4 : Plusieurs arrêts du système de répartition des colis sur les filmeuses (document DT 3) sont intervenus suite au blocage dans une position intermédiaire du vérin VF2. Il a donc été demandé au technicien de maintenance d’établir un grafcet de surveillance de ce vérin en fonction des temps enveloppe. A partir d’un extrait de ce grafcet (document DT 5). Expliquer pour chaque défaillance (D1, D2, D3 et D4) quelle est la ou les causes de l’anomalie.
3ème Partie : Gestion des mots Question Q3.1 : Le lecteur code-barres envoie le numéro du quai de chaque colis à l’automate qui le stocke dans différents mots afin de suivre le colis jusqu'à son quai d’expédition. Terminer (sur le document DR 6) en fonction des capteurs la structure du programme automate (uniquement du lecteur code à barres jusqu’au quai numéro 4). Nota : Chaque quai possède un compteur afin de visualiser le nombre de colis. On ne tient pas compte de la rentrée des vérins.
Le mot M100 correspond au quai N°1, M200 au quai n°2, M300 au quai n°3, etc.
M x = quai 1
M x <> quai (
(
)
)S
V2
R
V2
CA4-1↑
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 11 REPONSES
Question Q1.1 :
Réceptivités Entraîne l’activation de l’étape :
↑CA3-1 = 1 10
↑CA4-1 = 1
Aucune étape active
Remise à zéro du compteur par l’opérateur
Question Q1.2 :
10 11 12 13 14 15 16 20 21 22 23 24 25
Situation initiale
↑ CA6-2
↑ CA5-1
↑ CA5-2
Etapes n° :
X23 / 2s
X22 / 2s
Aucune étape active Question Q1.3 : Grafcet de comptage des colis sur l’aiguillage A1 (G100) :
100
101
Nota : Par un système mécanique, les colis sont toujours espacés de quelques centimètres.
C1 ≥ 5
C1 < 5 (
(
)
)S
R
b0
b0
= 1= 1
102
C1 = 0
C1 = C1 + 1 C1 = C1 - 1
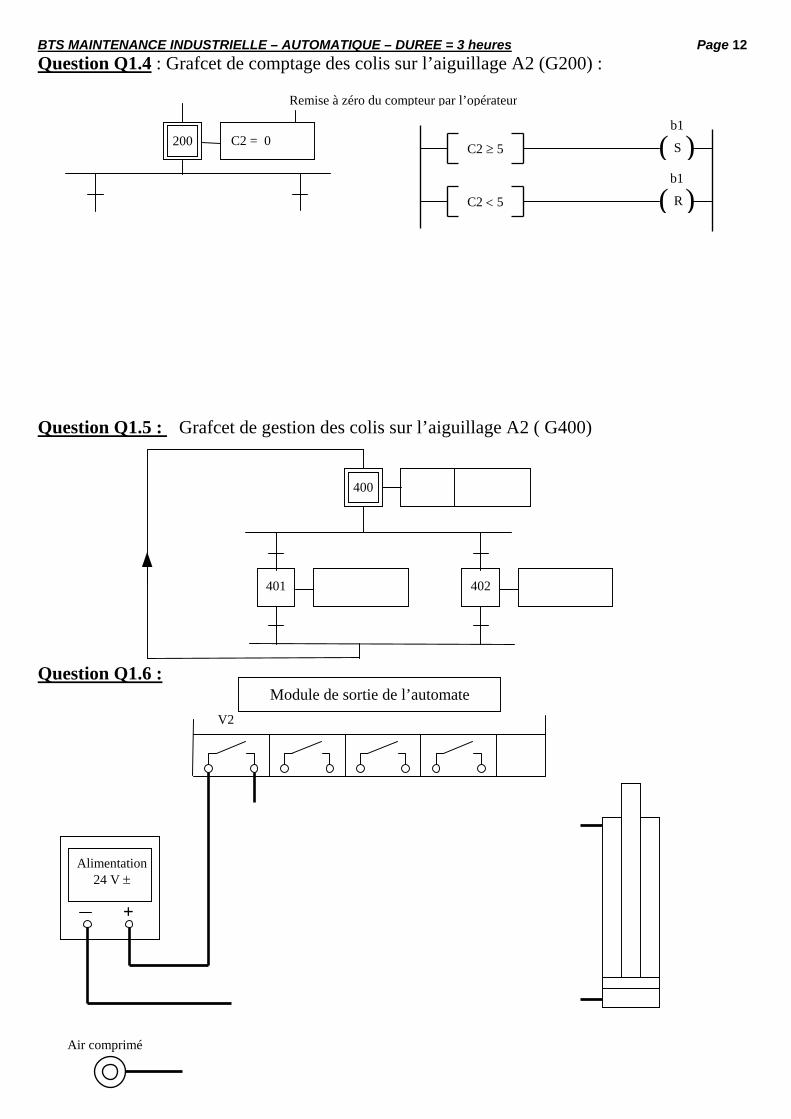
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 12 Question Q1.4 : Grafcet de comptage des colis sur l’aiguillage A2 (G200) : Question Q1.5 : Grafcet de gestion des colis sur l’aiguillage A2 ( G400)
Question Q1.6 :
200 C2 = 0 C2 ≥ 5
C2 < 5 (
( S
R
b1
b1
Remise à zéro du compteur par l’opérateur
)
)
400
401 402
Module de sortie de l’automate
Alimentation 24 V ±
+
Air comprimé
V2
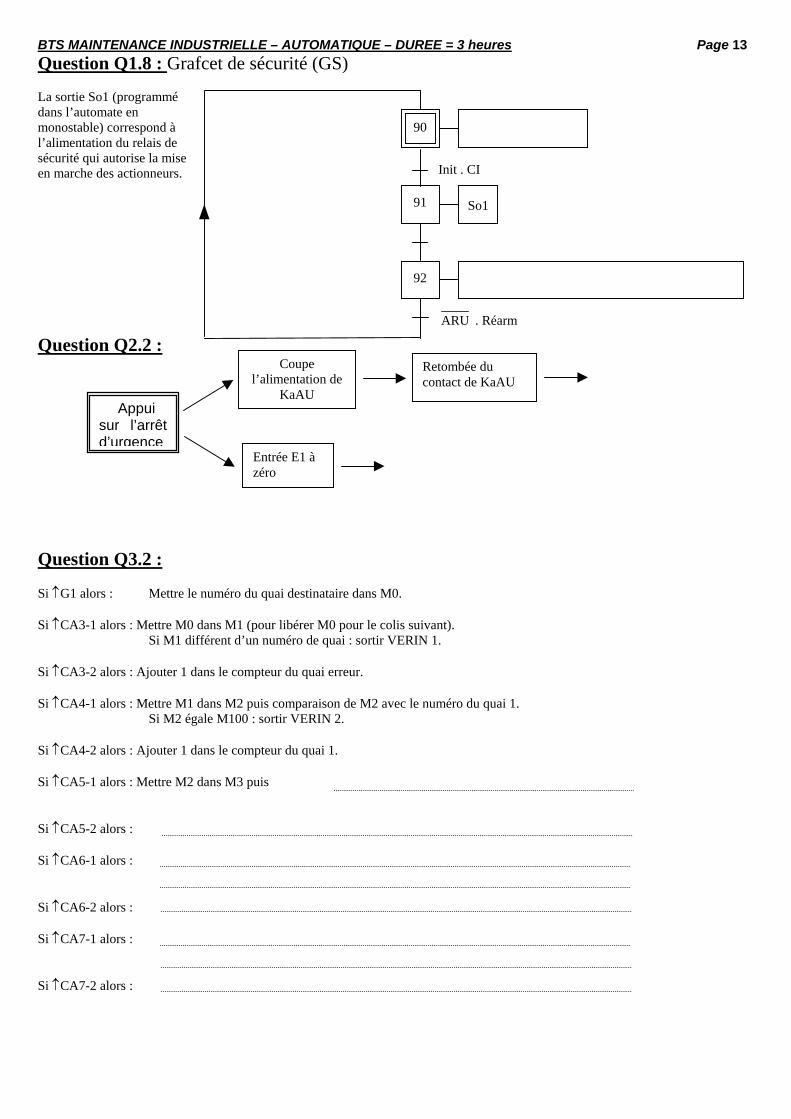
BTS MAINTENANCE INDUSTRIELLE – AUTOMATIQUE – DUREE = 3 heures Page 13 Question Q1.8 : Grafcet de sécurité (GS) La sortie So1 (programmé dans l’automate en monostable) correspond à l’alimentation du relais de sécurité qui autorise la mise en marche des actionneurs.
90
92
91
Init . CI
So1
ARU . Réarm
Question Q2.2 : Coupe
l’alimentation de KaAU
Question Q3.2 : Si ↑G1 alors : Mettre le numéro du quai destinataire dans M0. Si ↑CA3-1 alors : Mettre M0 dans M1 (pour libérer M0 pour le colis suivant). Si M1 différent d’un numéro de quai : sortir VERIN 1. Si ↑CA3-2 alors : Ajouter 1 dans le compteur du quai erreur. Si ↑CA4-1 alors : Mettre M1 dans M2 puis comparaison de M2 avec le numéro du quai 1. Si M2 égale M100 : sortir VERIN 2. Si ↑CA4-2 alors : Ajouter 1 dans le compteur du quai 1. Si ↑CA5-1 alors : Mettre M2 dans M3 puis Si ↑CA5-2 alors : Si ↑CA6-1 alors : Si ↑CA6-2 alors : Si ↑CA7-1 alors : Si ↑CA7-2 alors :
Retombée du contact de KaAU
Appui sur l’arrêt d’urgence
Entrée E1 à zéro