-
7/26/2019 Commande des systemes industriels FIA3.pdf
1/38
UNIVERSITE DE SOUSSE********
Institut Suprieure des Sciences Appliques et de Technologie
deSousse
Dpartement de Gnie Mcanique
Elments de cours
Commande des systmes industriels
(3
me
anne formation dIngnieurs ITR)
Elabor par :
- Mr. HOUIDI Ajmi
Anne Universitaire 2010/2011
ISSAT SOUSSE
Cit Ettafela Ibn Khaldoun, 4003, Sousse-Tunisie
Tl : 216-73.332.656 e-mail : [email protected] Tlcopie :
216-73.332.658
mailto:[email protected]:[email protected]
-
7/26/2019 Commande des systemes industriels FIA3.pdf
2/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -2- A.U.2010/2011
Gnralits
Chaque processus industriel de fabrication ou de transformation
se compose dun ensemble demachines destines raliser la fabrication
ou la transformation considre.
Chaque machine ou partie oprative comprend un ensemble de
moteurs, vrins, vannes et autresdispositifs qui lui permet de
fonctionner.
Ces moteurs, vrins, vannes et autres dispositifs sappellent
actionneurs. Ils sont pilots par unautomate ou partie commande.
Cette partie commande labore les ordres transmis aux actionneurs
partir des informations fourniespar la machine au moyen
dinterrupteurs de position, thermostats, manostats et autres
dispositifsappels capteurs.
La partie commande reoit galement des informations transmises
par un oprateur enfonctionnement normal, ou un dpanneur en cas de
rglage ou de mauvais fonctionnement de la
partie commande ou de la partie oprative.
Entre la partie commande et lhomme se trouve la partie dialogue
qui permet ce dernier de
transmettre des informations au moyen de dispositifs adapts
(boutons poussoirs, commutateurs,etc.)
Structure gnrale dun systme automatis
De mme, la partie commande retourne vers lhomme des informations
sous des formescomprhensibles par lui (voyant, afficheurs, cadrans,
etc.).
Ainsi, entre lhomme et la partie oprative, sinstaure un dialogue
homme machine dont limportancenagure sous-estime est aujourdhui
reconnue et qui est actuellement lobjet de nombreuses tudes.
2 Structure des automatismes
Partant des dfinitions de base nonces au paragraphe prcdent,
nous allons maintenant dtaillerles lments constitutifs dun
automatisme (figure suivante).
Partie oprative
Partie commande
Partie dialogue
Processus industriel
Oprateur ou
dpanneur
-
7/26/2019 Commande des systemes industriels FIA3.pdf
3/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -3- A.U.2010/2011
Analyse de la partie oprative :
La partie oprative se compose de trois ensembles :
Lunit de production dont la fonction est de raliser la
fabrication ou la transformation pourlaquelle elle remplit un rle
dans le processus industriel,
Les actionneurs qui apportent lunit de production lnergie
ncessaire sonfonctionnement partir dune source dnergie extrieure
(cas dun moteur, par exemple).Ces actionneurs peuvent aussi prlever
de lnergie sur lunit de production pour laretourner vers un
rcepteur dnergie extrieur (cas dun frein, par exemple).
Les capteurs qui crent, partir dinformations de natures diverses
(dplacement,temprature, etc.), des informations utilisables par la
partie commande (ouverture oufermeture dun circuit lectrique, par
exemple)
Analyse de la partie commande
La partie commande se compose de quatre ensembles :
Les interfaces dentre qui transforment les informations issues
des capteurs placs sur lapartie oprative ou dans la partie dialogue
en informations de nature et damplitudecompatible avec les
caractristiques technologiques de lautomate.
Les interfaces de sortie qui transforment les informations
labores par lunit de traitementen informations de nature et
damplitude compatibles avec les caractristiques technologiquesdes
practionneurs dune part, des visualisations et avertisseurs dautre
part ;
Les practionneurs qui sont directement dpendants des actionneurs
et sont ncessaires leurfonctionnement (dmarreur pour un moteur,
distributeur pour un vrin, etc) ;
Lunit de traitement qui labore les ordres destins aux
actionneurs en fonction desinformations reues des diffrents
capteurs et du fonctionnement raliser.
Unit de production
ActionneurCapteurs
Interface dentreInterface de sortie
Pr actionneur
Interface dentreInterface de sortie
Unit de traitement
Partie oprativeou machine
Partie commande
ou automate
Capteurs manuelsVisualisationsAvertisseur
Partie dialogue
Homme (oprateur oudpanneur)
-
7/26/2019 Commande des systemes industriels FIA3.pdf
4/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -4- A.U.2010/2011
Analyse de la partie dialogue
La partie dialogue se compose de deux ensembles :
Les visualisations et avertisseurs qui transforment les
informations fournies par lautomate eninformations perceptibles par
lhomme (informations optiques ou sonores) ;
Les capteurs qui transforment les informations fournies par
lhomme (action manuelle sur unbouton-poussoir, par exemple) et
informations exploitables par lautomate.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
5/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -5- A.U.2010/2011
LE GRAFCET
1. Introduction :
Le GRAFCET est un diagramme fonctionnel dont le but est de
dcrire graphiquement lesdiffrents comportements d'un automatisme
squentiel.
Cr par l'AFCET (Association Franaise pour la Cyberntique
conomique et Technique), leGrafcet est la synthse d'une vingtaine
de systmes de description proposs l'origine (1976).
Sa promotion en a t faite par l'ADEPA (Agence pour le
DEveloppement de la ProductionAutomatise) puis a t accepte par les
instances internationales de normalisation, notamment par leComit
lectrotechnique International dans sa publication 848 de l'anne
1988 d'o proviendront delarge extraits de ce cours (CEI 848)
Domaine d'application du GRAFCET
Le GRAFCET (Graphe Fonctionnel de Commande Etape Transition),
galement appel
Diagramme Fonctionnel en Squence ou Sequential Function Chart,
permet "l'tablissement desdescriptions de la fonction et du
comportement des systmes de commandes en tablissant
unereprsentation graphique indpendante de la ralisation
technologique".
La figure ci-dessus montre la structure d'un systme de commande
(ou systme automatis deproduction) ainsi que ses relations avec
l'oprateur et avec les produits, objets de la production. Le
systme de commande se dcompose en une partie oprative (PO) et
une partie commande
(PC). La partie oprative est compose du processus physique que
l'on souhaite piloter (ellecomprend notamment les actionneurs,
pr-actionneurs et capteurs). La partie commande estconstitue de
l'automatisme qui labore les ordres destins au processus et les
sorties externes(visualisation) partir des comptes rendus de la
partie oprative, des entres externes (consignes)et de l'tat du
systme.
Plus pragmatiquement, le GRAFCET est destin reprsenter des
automatismes logiquessquentiels, c'est dire des systmes vnementiels
dans lesquels les informations sont de type
boolennes (tout ou rien) ou peuvent s'y ramener (numriques). Le
GRAFCET est utilis
gnralement pour spcifier et concevoir le comportement souhait de
la partie commande d'un
-
7/26/2019 Commande des systemes industriels FIA3.pdf
6/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -6- A.U.2010/2011
systme de commande mais il peut galement tre utilis pour
spcifier le comportement attendu de lapartie oprative ou bien de
tout le systme de commande.
Destin tre un moyen de communication entre l'automaticien et son
client, le GRAFCET estun outil utilis pour la rdaction du cahier
des charges d'un automatisme. Cependant un des pointsforts du
GRAFCET est la facilit de passer du modle l'implantation
technologique de celui-cidans un automate programmable industriel.
Le GRAFCET passe alors du langage de spcificationau langage
d'implmentation utilis pour la ralisation de l'automatisme. On
parle ainsi de grafcet despcification et de grafcet de ralisation.
Les chapitres suivants seront donc consacrs ladfinition du GRAFCET
et son utilisation en tant que langage d'implmentation.
2. Exemple Poinonneuse semi-automatique :
Position haute
Position basse
Monte
Descente Tle
Marche
Figure 1 Constitution de la poinonneuse
La poinonneuse reprsente trs schmatiquement ci-contre se compose
d'une table fixerecevant la tle poinonner et d'un poinon mobile.
Considrons la poinonneuse en sa positionorigine au repos, poinon en
haut.
L'oprateur en donnant l'information "Marche" provoque
automatiquement la descente du
poinon puis sa remonte en position repos. Nous dirons alors que
la poinonneuse dcrit un cyclede fonctionnement.
Une telle machine prsente successivement trois comportements
diffrents. Nous appelleronstape chacun de ces comportements.
haute
basse basse
haute
basse
haute
Figure 2Description des tapes
Ces trois tapes sont : ETAPE 1 - Comportement : La poinonneuse
est au repos ETAPE 2 - Comportement : Descendre le poinon ETAPE 3 -
Comportement : Remonter le poinon
Il s'agit maintenant de prciser ce qui provoque un changement de
comportement de la machinec'est dire les conditions logiques qui
dterminent le passage d'un comportement un autre. Nousqualifierons
chaque passage d'un comportement un autre comme tant le
franchissement d'une
transition pour bien montrer son irrversibilit.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
7/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -7- A.U.2010/2011
Par exemple, le passage de la position de repos (tape 1) la
descente du poinon (tape 2) nepeut s'effectuer que si l'oprateur
fournit l'information "Marche" et que si le poinon est en
positionhaute (Conditions Initiales (CI)).
Ces deux informations, "Marche" et "Conditions Initiales",
constituent la condition de transitionappele "Rceptivit" associe la
transition de l'tape 1 vers l'tape 2 ( )1 2t .
Cette description de fonctionnement de la poinonneuse est
reprsente par le GRAFCET suivant :Commentaires
........ TRANSITION :
........ TRANSITION :
........ETAPE :
........ TRANSITION :
........ETAPE :
........ETAPE :
Figure 3 Grafcet fonctionnel de la poinonneuse
Nous remarquerons que ce Grafcet correspond une succession
alterne d'tapes et de transitions.
Nous associerons : chaque tape, le comportement ou l'action(s)
obtenir.
chaque transition, les informations permettant leur
franchissement sous la forme d'une conditionlogique ou
rceptivit.
Nous pouvons donc, dans un premier temps, dfinir une tape comme
une situation du cycle defonctionnement pendant laquelle le
comportement de l'automatisme demeure constant.
Sous une autre forme, le changement de comportement provoque
obligatoirement le passage une autre tape.
Sur la machine le comportement de lautomatisme se manifestera
par des actions ou plusexactement par des ordres envoys vers les
organes chargs dexcuter ces actions.
Sur la poinonneuse deux actions sont effectues :
La descente du poinon associe ltape 2 ; La remonte du poinon
associe ltape 3.
Une tape est soit active, soit inactive, et les actions associes
une tape sont effectives quelorsque celle-ci est active.
Les transitions indiquent, avec les liaisons orientes, les
possibilits dvolution entre tapes.
La condition de transition est appele rceptivit, car elle permet
de distinguer, parmi toutes lesinformations disponibles, uniquement
celles qui, un instant donn, sont susceptible de provoquer
unchangement de comportement. Soit encore que dans une tape,
lautomatisme nest rceptif qu cesinformations.
La symbolisation utilise dans lcriture des Grafcet peut tre
rsume par la figure suivante :
-
7/26/2019 Commande des systemes industriels FIA3.pdf
8/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -8- A.U.2010/2011
..........................................
..........................................
.................................................
.................................................
..........................................
Fig. 4. Symbolisation du grafcet
Transition
tape initiale
3
2
1
Repre de l'tape
Rceptivit associe latransition 1 vers 2
Action(s) associe(s) l'tapes 2
Action(s) associe(s) l'tapes 3
Liaisons orientesd'tape transition et detransition tape
Repre de l'tape
Chaque tape est reprsente par un carr repr numriquement. En
addition ce repre un nomsymbolique peut tre ajout reprsentatif de
la fonction principale de ltape (ex. : attente, fin, etc.).
Les tapes initiales, reprsentant les tapes actives au dbut du
fonctionnement, se diffrencienten doublant les cts du carr. Les
numros sont utiliss une seul fois.
Les actions associes sont dcrites de faon littrale ou symbolique
lintrieur dun ouplusieurs rectangles de dimension quelconque relis
la partie droite de ltape.
Les transitions sont repres par des barres horizontales.
Les rceptivits sont inscrites, sauf cas particulier, droite de
chaque transition.
2.1Structure de base :
2.2Rgles dvolution du grafcet
En considrant que ltape active est celle dans laquelle un point
est dessin, les situationssuivantes sont possibles
Aucune tape nest active. Il ne se passe rien quelque soit ltat
de la rceptivit
10
11
a= oui ou non
Ltape 10 est active, la transition est valide mais les
conditions reprsentes par larceptivit ne sont pas remplies. Les
actions lies ltape 10 sont excutes. Le pointreprsent au niveau de
ltape 10 est une schmatisation de lactivation de cette tape.
10
11
a= non
Ltape 10 est active, les conditions reprsentes par la rceptivit
sont remplies, latransition est franchie. Le passage la situation
suivante est immdiat.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
9/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -9- A.U.2010/2011
10
11
a= oui
Ltape 11 est active. Quelque soit ltat de la rceptivit (a)
associe la transition10 11t ce sont les actions lies ltape 11 qui
sont maintenant excutes. On dit que le
grafcet nest pas rceptif la rceptivit (a).
10
11
a= oui ou non
Les volutions courantes peuvent tre reprsentes par les
structures de base suivantes.2.3Squence unique :
Une squence unique est compose dune suite dtapes qui seront
actives les unes aprs lesautres. Dans cette structure, chaque tape
est suivie par une seule transition et chaque transition parune
seule tape.
d
c
5
4
3
Figure 4 Exemple d'une squence unique
La figure 4 illustre lexemple dune squence unique. Une volution
de ltape 3 vers ltape 4pourra se produire uniquement si ltape 3 est
active (X3 = 1) et la condition de transition "c"associe la
transition 3 4t est vraie (c = 1). Il en est de mme lorsque l'tape
4 est active (X4 = 1).
Si la rceptivit "d" est vraie (d = 1), le franchissement de la
transition 4 5t conduit vers l'tape 5 etdsactive l'tape 4.
2.4Slection de squence (mode de slection) :
2.4.1 Dbut de slection de squence (divergence de slection de
squence) :
Une slection entre une ou plusieurs squences est reprsente (sous
la ligne horizontale) parautant de symboles de transition qu'il y a
d'volutions diffrentes. Aucun symbole commun detransition n'est
permis au-dessus de la ligne horizontale.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
10/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -10- A.U.2010/2011
f
8
e
6
5
Figure 5Exemple d'une slection de squence
La figure 5 prsente un exemple de slection de squence. Une
volution s'effectuera de l'tape 5vers l'tape 6 si l'tape 5 est
active (X5 = 1) etsi la condition de transition "e" est vraie (e =
1) ou del'tape 5 vers l'tape 8 si la condition de transition "f"
est vraie (f = 1).
Note : de faon slectionner une seule squence, il est ncessaire
que les conditions detransition associes ces squences soient
exclusives afin de ne pas tre vraies en mmetemps. Il est toujours
possible d'attribuer un ordre de priorit dans l'annotation
desconditions de transitions (voir fig. 6).
e . h . f
8
e
6
5
9
e . h . f . j
11
e . h
13
e . h . f . j . g
cgnmk
7
b
10
p
12
r
14
t
Figure 6Exemple d'une slection de squence aprs l'tape 5, spcifie
par annotation des conditions de
transitions
Exclusivit technologique
Lexclusivit peut tre aussi assure technologiquement comme le
montre la figure suivante :
10
11
a0.d
12
a1.d
Les rceptivits a0d et a1d sont technologiquement exclusive par
lintermdiaire des capteurs a0et a1qui sont placs de sort quils ne
soient pas actionns en mme temps.Exclusivit logique avec
priorit
10
11
a.
12
a.d
-
7/26/2019 Commande des systemes industriels FIA3.pdf
11/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -11- A.U.2010/2011
Les rceptivits aet a dsont logiquement exclusives avec priorit
la transition 10 11t si a et d sontmis 1 en mme temps.Slection
alternative par bit de drapeau
10
11Fin A . z
12
Action A
Action B 1z 0z Action C
Fin A . z
Le bit z associ ltape 11 et ltape 12 jour le rle de drapeau
(flag) ou plus simplementlaiguilleur automatique. Si on se trouve
dans la situation s={10} avec la rceptivit (Fin A et z=0)on volue
vers la situation s={11}. Laction daffectation 1z associe ltape 11
met la variablez la valeur 1. Au prochain passage par la situation
s={10}, comme z =1, le grafcet volue vers lasituation s={12}.
Laction daffectation 0z associe ltape 12 remet la variable z 0.
Ainsi chaque passage dans la situation s={10}, on se trouve orient
alternativement, soit vers ltape 16 ouvers ltape 12.
11 Action A
10
Fin A
13
12
14 16
15
18 20
19
17
Fin B
Fin C
%X20 =1
Fin E
Action B
Action C
Action D
Action F
CI . DCY
Action E
Fin D
Les tapes 16 et 18 autorisent respectivement le franchissement
des transitions 14,16 15t et 18,20 17t .
Les tapes 16 et 18 sont dites tapes de synchronisation. Ltape 14
est une tape dattente.
2.4.2 Fin de slection de squence (convergew :lnce de slection de
squence) :
La convergence de plusieurs tapes vers une squence commune se
reprsente (au-dessusde laligne horizontale), par autant de symboles
de transition qu'il y a de squences regrouper. Aucunsymbole commun
de transition n'est permis en dessousde la ligne horizontale.
8
m
7
b
10
Figure 7Exemple de fin de slection de squences
La figure 7 reprsente un exemple de fin de squence. Une volution
pourra se produire del'tape 7 vers l'tape 10 si l'tape 7 est active
et si la condition de transition "b" est vraie (b = 1), ou
-
7/26/2019 Commande des systemes industriels FIA3.pdf
12/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -12- A.U.2010/2011
de l'tape 8 l'tape 10 si l'tape 8 est active (X8 = 1) et si la
condition de transition " m " est vraie( 1m = ).
2.5Squences simultanes (paralllisme structural) :
Dbut de squences simultanes (divergence de squences simultanes)
:
Lorsque le franchissement d'une transition conduit activer
plusieurs squences en mme temps,ces squences sont dites simultanes.
Aprs leur activation simultane, l'volution des tapes activesdans
chacune de ces squences devient alors indpendante. Un seul symbole
commun de transitionest permis au-dessus de la double ligne
horizontale de synchronisation (ISO 5807, symbole n9.2.2.5).
1412
11
b
**
Figure 8Exemple de dbut de squences simultanes
La figure 8 illustre l'exemple de squences simultanes. Une
volution de l'tape 11 ne pourras'effectuer vers les tapes 12, 14,
et ** que si l'tape 11 est active (X11= 1) et si la condition
detransition "b" associe la transition commune ( )11 12,14,**t est
vraie (b = 1).
2.5.1 Fin de squences simultanes (convergence de squences
simultanes) :
Pour synchroniser les convergences de plusieurs squences en mme
temps, la structure suivanteest utilise.
Un seul symbole commun de transition peut tre plac sous la
double ligne horizontale desynchronisation La divergence et la
convergence de squences simultanes peuvent tre effectues enune ou
plusieurs fois (voir figure 10).
1513
16
d
**
Figure 9Exemple de fin de squences simultanes
La figure 9 illustre l'exemple de convergence de squences
simultanes. Une volution destapes 13, 15 et ** ne pourra
s'effectuer vers l'tape 16 que si les tapes immdiatement au-dessus
dela double ligne sont actives et si la condition de transition "d"
associe la transition commune estvraie (d = 1).
Remarque : A la fin de chaque squence implique dans un
paralllisme structural il faut toujours
laisser une tape dattente afin de ne pas solliciter le systme
dans le cas o il y a un problme auniveau dune squence.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
13/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -13- A.U.2010/2011
Fig. 10 Exemple de divergence et de c onvergence en
plusieurs
squences simul tanes
10
a
15
e 17
18
g
11
d
12
f
14 15 19
h
2013
j
21
Fig. 1 0 Exemple de cycle dcrit par un Grafc et
p . q . r
1
3
p . q . r p . q . r
5 19
d20
h
21
n
cg4
e
6
i
7
p
10
u . v
14
z
8
q + s
15
k
16
n
9
e(a+d)
17
11
13
=1
18
s
Slection de squenceparmi trois
Dbut de trois squencessimultanes
Fin de deux squencessimultanes
Condition toujours vraie
Boucle de recyclage
3. Rgles de syntaxe :
L'alternance tape - transition et transition - tape doit
toujours tre respecte pour chaquesquence parcourue, par exemple
:
Deux tapes ne doivent jamais tre relies directement, elles
doivent tre spares par unetransition ;
Deux transitions ne doivent jamais tre relies directement, elles
doivent toujours trespares par une tape.
4. Ordres dtaills ou actions dtailles et conditions de
transition dtailles
4.1 Qualification des ordres (actions)
La correspondance exacte entre la dure des ordres et la dure de
l'activit des tapes estindique en affectant aux symboles des ordres
dtaills les lettres suivantes :
N (niveau de maintien)
S (mmorisation d'activation) ;
D (retard) ;
L (limit dans le temps).Si la dure de L est courte, L peut tre
remplace par :
-
7/26/2019 Commande des systemes industriels FIA3.pdf
14/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -14- A.U.2010/2011
P (Impulsion sur un cycle de scrutation).
4.2 Ordres (actions) dtaill(e)s :
N Symbole Description criture Automgen
Action non mmorise
5.2. 18
c
N Ordre "A" X18
Ordre "A"
c 18_c_
O15
Action mmorise
5.3.
20
c
S Dbut action "A"
25
k
S Arrt action "A"
X20
Ordre "A"
c
X25
k
20i6
S_ACTION A_
25
i30
R_ACTION A_
Action non mmorise mais retarde
5.4. 15
a
DOrdre "B"
D=5s
X15
Action "B"
a
5s
20_a_
_ACTION B_
t0
T0(5S)
15 DOrdre B
t/X15/5s
t
X15
t/X15/5s
a
5s
Action "B"
5s
Action non mmorise mais limite dans le temps
5.5. 10
b
LOrdre "A"
L=8s
X10
Action "A"
b
8s
20
_a_
_ACTION B_
/t0
T0(5S)
10 LOrdre A
t/X10/8s
t
X10
t/X10/8s
b
8s
Action "A"
8s
Action mmorise et retarde
5.6.
18
c
SDDbut action "A"
D=5s
25
k
S Arrt action "A"
X18
Action "A"
X25
D=5s
X18
Action "A"
X25
D=10s
X18
Action "A"
X25
D=50s
-
7/26/2019 Commande des systemes industriels FIA3.pdf
15/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -15- A.U.2010/2011
Action retarde et mmorise
N Symbole Description criture Automgen
5.7.
19
d
DSDbut action "B"
D=5s
26
l
S Arrt action "B"
X19
Action "B"
X26
D=5s
X19
Action "B"
X26
D=10s
X19
Action "B"
X26
D=50s
Action mmorise et limite dans le temps
5.8.
20
e
SLDbut action "C"
L=5s
27
m
S Arrt action "C"
X20
Action "C"
X27
L=5s
X20
Action "C"
X27
D=10s
X20
Action "C"
X27
D=50s
4.3 Ordres (actions) conditionnel(le)s :
Un ordre peut tre soumis une condition logique de validation
avant ou aprs le traitementindiqu de son signal d'tape (section "a"
du symbole d'ordre). Cela est particulirement importantquand
l'ordre est mmoris. Une telle condition peut tre indique l'intrieur
ou l'extrieur dusymbole d'ordre, suivant la place disponible pour
l'criture.
N Symbole Description criture Automgen
Action conditionnelle
6.1.
Forme 1
24 C
h
action "A"
Si D=1
X24
Ordre "A"
h
d
24_h_
_ACTION B_
_d_
6.2.
Forme 2
24 C
h
action "A"
d
Action mmorise et conditionnelle
6.3. Forme 1X24
Ordre "A"
d
-
7/26/2019 Commande des systemes industriels FIA3.pdf
16/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -16- A.U.2010/2011
24SC
h
action "A"
si d=1
6.4.
Forme 2
24 SC
h
action "A"
d
N Symbole Description criture Automgen
Action conditionnelle et mmorise
6.3.
Forme 1
24CS
h
action "B"mmorise si d=1
X24
Ordre "B"
d 24
_h_
S_ACTION B_
_d_
6.4.
Forme 2
24 CS
h
action "B"
d
4.4 Conditions de transition dtailles :
4.4.1 Annotation de la dpendance de temps :
N Symbole Description criture Automgen
7.1. 27
4s/X27
action "B"
Dure d'activit de l'tape 27limite 4s par lefranchissement de la
transition
X27
Ordre "B"
4s/X27 4s
27t27/x27/4s_ACTION B_
4.4.2 Annotation de l'tat logiqueLe franchissement d'une
transition peut dpendre non seulement de la prsence de l'tat
logique de la
variable logique symbolisant la condition mais aussi de son
changement d'tat logique
N Symbole Description criture Automgen
8.1 -cTransition du signal logiquebinaire c de 0 1
(frontmontant)
8.2. C tat 1 du signal logique binaire c
8.3. c
Transition du signal logique
binaire c de 1 0 (frontdescendant)
-
7/26/2019 Commande des systemes industriels FIA3.pdf
17/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -17- A.U.2010/2011
8.4. c ou non c tat 0 du signal logique c
N Symbole Description criture Automgen
8.5.
11
12
13
-a
(b+c)
Action "B"
L'activation et la dsactivationde l'tape 12 sont provoquespar
des conditions de transition
dynamiques.X12
a
b+c
11
12
13
-_a_
(_b_+_c_)
_Action B_
8.6.
33
C.
g
34
La transition de l'tat actif del'tape 33 vers l'tape 34
seproduira uniquement lorsque lacondition "c" est vraie pendant
letemps et "g" passe de 0 1.
X34
c
g
33
_c_.-_g_
34
-
7/26/2019 Commande des systemes industriels FIA3.pdf
18/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -18- A.U.2010/2011
Grafcet sous programme
La notion de Grafcet sous-programme ainsi que le concept de
macro-tape associ font partie dece quil est convenu dappeler des
macro reprsentations.
Avec une macro reprsentation on se donne le moyen de reporter
plus tard ou sur une autre
page la description dtaille de certaines squences du grafcetLa
notion de sous-programme est emprunte au langage informatique. Des
instructions spcifiquessont prvues pour appeler un sous-programme
partir dun programme principal puis pour revenir celui-ci lorsque
le sous-programme est termin. On rencontre ce type dinstructions
dans leslangages assembleurs des microprocesseurs et dans les
langages volus.
Le sous-programme informatique dcrit une suite doprations qui
seront excutes plusieurs foisdans le mme cycle. Il en sera de mme
du Grafcet sous-programme dcrivant une suite dactions.Celui-ci sera
lanc et relanc plusieurs fois dans le mme cycle de production.
EXEMPLE
Un cycle dusinagecomportant le perage de multiples trous. La
squence :
Mise en rotation de la broche
Descente dapproche en vitesse rapide
Descente perage en vitesse lente
Remonte de la broche en vitesse rapide
Arrt de la broche en rotation
Est rpter autant de fois quil y a de trous percer. Cette squence
peut tre organise en sous-programme.
Dans le cas dune description par Grafcet, le Grafcet
sous-programme sera appel chaque perage par leGrafcet
principal.
Mettre pice en position 1
Percer le 1er
trou
Mettre pice en position 2
Percer le 2me
trou
Mettre pice en position 3
Percer le 3me
trou..
Mettre pice en position 1
Percer
2metrounon
oui
Mettre pice en position 2
2metrounon
oui
Mettre pice en position 2
-
7/26/2019 Commande des systemes industriels FIA3.pdf
19/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -19- A.U.2010/2011
Symboles de la macro-reprsentation de lancement dun Grafcet
sous-programme
Structure dun grafcet sous-programme (squence rptitive)
Cette structure est caractrise :
Par son tape dentre jouant le rle dtape initiale indispensable
pour le lancement du sous-programme,
Par son tape de sortie concrtisant la fin de lexcution du
sous-programme.
Aucune action extrieure ne doit tre associe ces deux tapes
Coordination entre le GRAFCET principal et le GRAFCET
sous-programme
Interprtation
Le grafcet principal (GP) comporte les tapes de lancement 22 et
24 du grafcet sous-programme SP1. Cegrafcet (SP1) comporte une tape
initiale dattente ou dentre (tape 30) et une tape de sortie ou de
retour augrafcet GP (tape 39).
22 SPn
Lancement du grafcet sous programme n
Xi (fin sous-programme n)
22
Lancement du grafcet squence e-s
Squence e-s
Xs (fin de squence)
Symbole NF C 03-190 (1995)
Inspir de la norme NF Z 67-010
SPn Symbole pour sous programme SPnde la norme NF Z 67-010
(organigramme)
20
21
22
23
24
DCY.CI
A+
a1
SP1squence30-39
X39
A-
SP1squence30-39
a0
X39
*
*
30
31
X22+X24
B+
b1
32 C-
c0
33 B-
b0
39
* 1
X22.X24
X23+X20
Entre
Sortie
grafcet principal GP grafcet sous-programme SP1
Symbole de la doc UTE C 03-190
e : numro de ltape dentres : numro de ltape de sortie
-
7/26/2019 Commande des systemes industriels FIA3.pdf
20/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -20- A.U.2010/2011
Lactivation de ltape dappel 22 autorise le franchissement de la
transition t30Y31. Il y a donc bien lancement
du grafcet SP1. Ensuite le grafcet SP1 sexcute jusqu lactivation
de ltape 39 de sortie ou de retour.
Lactivation de ltape 39 autorise le franchissement de la
transition t 22 Y23, le grafcet GP reprend le cours de
ses volutions. Simultanment, la transition t39Y30est franchie
(condition de transition toujours vraie (=1)). Le
grafcet SP1 se rinitialise. Les transitions franchies
simultanment sont repres par des astrisques (*).
La relance du Grafcet SP1 par ltape 24 se fera suivant le mme
enchanement : lancement du grafcet SP1,excution, retour au Grafcet
GP et rinitialisation du grafcet SP1.Cette coordination entre GP et
SP1 fonctionne suivant le principe dit appel-rponse:
Un ordre dappel ou de lancement est mis par le grafcet principal
en direction du grafcet sous-programme :conditions X22 et X24.
Une rponse est fournie au grafcet principal en fin dexcution du
grafcet sous-programme : condition X39.
Remarque :si le grafcet sous-programme nest pas rinitialis, son
lancement est impossible. Il nest donc pasncessaire dintroduire la
condition X30 dans les rceptivits du grafcet principal.
La rinitialisation du grafcet sous-programme peut tre obtenue de
deux manires :
Soit par une condition de transitions toujours vraie (=1)
suivant solution UTE C 03-190.
Soit par contrle de la dsactivation des tapes de lancement
(condition /X22./X24)
Soit par la contrle de lactivation des tapes faisant suite aux
tapes de lacement (condition X23 + X20)
La deuxime solution permet, avant de rinitialiser le g une
macro-reprsentation de lancement dun autre
grafcet sous-programme (imbrication des grafcet sous-programme,
de vrifier si la relance du grafcet principalest effective. Ceci
est obtenu en contrlant la dsactivation de la ou des tapes de
lancement du sous-programme. Sur le plan pratique, la condition de
transition de sortie est obtenue en prenant le complment dela
condition de transition dentre.
Un grafcet sous-programme peut lui-mme contenir une
macro-reprsentation de lancement dun autre grafcetsous-programme
(imbrication des sous programmes)
Remarque :
La notation propose par la documentation UTE C 03-190 suppose le
grafcet sous-programme dj dcrit parailleurs puisquil faut indiquer
le numro de ltape dentre (e) et le numro de ltape de sortie (s).
Cettecondition nest pas remplie lorsquon pratique lanalyse
descendante.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
21/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -21- A.U.2010/2011
Grafcet de tches
La tche correspondant la ralisation dune fonction bien dtermine
qui pourra ntre excute quune seulefois dans le cycle de production
par opposition un sous programme qui sera toujours excut plusieurs
fois.
Exemple de tches :
Dosage dun produit
Lancement des moteurs
Marche de prparation (tat F2 du Gemma)
Marche de clture (tat F3 du Gemma)
Il ny a aucune diffrence de structure et de principe de
lancement entre un grafcet de tche et un grafcet
sous-programme.
Un grafcet de coordination des tches est dcrit au niveau 1 de
lanalyse descendante. Dans sa forme dfinitive
au niveau 2, ce grafcet lancera les diffrentes tches, dcrites
chacune indpendamment, par un grafcet detche comme le montre la
figure suivante.
Grafcet de coordination destches TC1 TC4
Grafcet TC1 (tche T1)
20
21TC1
22TC2
25TC4
23TC3
24TC1
dcy.ci
X108.s X108.s
X204
X303 X403
X108
100
101 A+
X21+X24
a1
107 H-
h0
108
X21.X24
200
X21+X24
201
202
203
204
X22
=1
Sortie
Sortie
d1
d0
D-
D+
205
206
207
G-
G+
g1
g0
Entre Entre
Grafcet TC2 (tche T2)
-
7/26/2019 Commande des systemes industriels FIA3.pdf
22/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -22- A.U.2010/2011
/
Grafcet TC3 (tche T3)
300
301 C+
X23
c1
302 C-
303
X23
400
X25.V
401
402
403
X25
Sortie Sortie
b1
b0
B-
B+
405
406 E-
E+
e1
e0
Entre Entre
c0
Grafcet TC4 (tche T4)
X25.V
-
7/26/2019 Commande des systemes industriels FIA3.pdf
23/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -23- A.U.2010/2011
Macro- tape et expansionDfinition de la macro-tape
La macro-tape est une reprsentation unique dun ensemble dtapes
et de transitions appele expansion dela macro-tape .
La macro-tape se substitue une tape normale du grafcet.
Lexpansion peut toujours sinsrer en lieu et
place de la macro-tape.
La macro-tape est symbolise par un rectangle divis en trois
parties par deux traits horizontaux :
La macro-tape est repre lintrieur (ou lextrieur) de la case
centrale du rectangle par un identificateurnumrique ou
alphanumrique. Les autres cases pourront tre utilises pour un
reprage complmentaire, par
exemple le numro des tapes dentre et de sortie lorsque
lexpansion associe aura t dfinie.
NB : la macro-tape na pas dexistence physique et ne peut tre
assimile une tape sinon les rglesdvolution du grafcet ne seraient
pas respectes.
En effet comme on associe, le plus souvent, la transition aval
une condition de transition toujours vraie, latransition devrait
tre franchie ds que la macro-tape est active. Or ce nest justement
pas le cas puisquelexpansion na pas t excute (voir la suite). Il
sensuit galement quaucune action ne peut tre associe une
macro-tape.
Structure de lexpansion de la macro-tape
Cette structure obit certaines rgles de construction, savoir
:
Lexpansion a toujours une tape dentre E (ou IN) et une tape de
sortie S (ou out) ;
Le franchissement de la transition amont de la macro-tape
dclenche lactivation de ltape dentre delexpansion
Lactivation de ltape de sortie de lexpansion dclenche le
franchissement de la transition aval de la macro-tape, cest
pourquoi la condition de transition gnralement associe cette
transition est toujours vraie (=1)
Ltape dentre est une tape normale qui une fois active assure le
dbut dvolution de lexpansion ; elle nepeut jamais tre une tape
initiale ; on peut lui associer une action.
Ltape de sortie sert concrtiser le fin de lexcution de
lexpansion, on ne doit pas lui associer dactionexterne cause de
linstabilit lie la rceptivit =1 du grafcet de gestion.
lexpansion peut comporter des tapes initiales pour pouvoir,
notamment, franchir lentre ou la sortie dunparalllisme structural
interne.
une expansion de macro-tape peut elle-mme contenir des
macro-tapes.
une expansion peut comporter tous les types de structures
propres au grafcet : convergence en et ou en ou,divergence en et ou
en ou.
lexpansion possde trois tats :
Mn Macro-tape n
-
7/26/2019 Commande des systemes industriels FIA3.pdf
24/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -24- A.U.2010/2011
tat repos : aucune tape active
tat de fonctionnement : volution en cours
tat final : tape de sotie active.
Conditions dvolutions de lexpansion de la macro tape
Lexemple de la figure suivante montre des expansions dans tapes
initiales. Si on se trouve dans les situationso les tapes 20 ou 23
ou 24 sont actives alors on dit que les expansions se trouvent dans
une situation vide.
-
Au niveau des rceptivits 1*et 1**on peut choisir entre
diffrentes possibilits telles que :
1*= 1 ou X103 ou XSM1 ou XOUTM1
1**= 1 ou X204 ou XSM2 ou XOUTM2
Commentaire :
Lexpansion XM1 en attente est au repos (situation vide). Le
franchissement de la transition amont de lamacro-tape M1 active
ltape 100 de lexpansion XM1 et dsactive ltape 20 du grafcet
principale. Lamacro-tape est active. Lexpansion XM1 volue alors de
faon autonome.
En fin dvolution de lexpansion XM1, lactivation de ltape 103
valide la transition aval de la macro-tapeM1. Le franchissement de
cette transition active la macro-tape M2 et dsactive ltape 103 de
lexpansionXM1. Lexpansion XM1 se trouve de nouveau en situation
vide. La macro-tape M1 est dsactive.
Le mme processus est mettre au compte de la macro-tape M2. Son
expression XM2 est lance et voluejusqu ltape 204. La transition M2
vers 23 est franchie et lexpansion XM2 se retrouve en situation
vide.
Remarque : une squence ou une tche devant tre excute n fois dans
le mme cycle ncessite n macro-tapes distinctes associes autant
dexpressions de mme structure mais composes dtapes diffrentes
20
100
M1
103
200
M1
204
23
24
Dcy.ci
=1*
=1**
a1
a0
A+
A-
100E
101
kr
b1
S
B+
KR
102
b0. kr
R
KR
B-
103S
Expansion XM1 de la macro-tape M1
200E
=1
201
c1
C+
202 C-
c0
203
=1
204S
Expansion XM2 de la macro-tape M2
205 KM
fckm
206
-
7/26/2019 Commande des systemes industriels FIA3.pdf
25/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -25- A.U.2010/2011
Intrt et limites des macro-reprsentations
Lanalyse descendante dun systme permet daffiner progressivement
la connaissance du systme automatisde production, objet de
ltude.
Le dcoupage en tches ou en sous-programme permet de mieux
structurer lensemble de la description pargrafcet. La
macro-reprsentation permettent de ne pas dencombrer de dtails
inutiles ds le dbut de lanalyse
et de se consacrer uniquement lanalyse des tches et de leur
coordination.
La subdivision dun programme en des tches et des sous programme
permet, dune part de simplifierlanalyse et la mise en uvre dun
programme et dautre elle permet de simplifier lintervention au
niveau dessous programme afin damliorer le fonctionnement du
systme. En plus, dans le cas dune ralisationprogramme, lemploi de
sous-programmes pour les tches ou les squences rptitives permet un
gainapprciable de place en mmoire.
En conclusion, le concept de grafcet sous-programme ou de tche
prsente lavantage dtre indpendant dulangage de lAPI. Il est donc
implantable sur tous les types dautomates programmables
industriels. De plus,par rapport au concept de macro-tape, il
apporte un gain en espace mmoire important dans le cas de
squences ou de tches rptitives.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
26/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -26- A.U.2010/2011
Forage de situation
Dfinition du forage de situation
Lordre de forage de situation mis par un grafcet partiel permet
dimposer une situation un autre grafcetpartiel.
La situation du grafcet forc volue alors sans franchissement de
transition de sa situation courante lasituation force.
Lordre de forage ne peut tre mis que par une tape dun grafcet
partiel hirarchiquement suprieur pourmodifier la situation dun
grafcet partiel hirarchiquement infrieur. Il est donc indispensable
de structurer ladescription de manire tablir une hirarchie entre
les grafcet.
Situation courante force dans une situation prcise non vide
Lactivation de ltape 1 du grafcet G0 force le grafcet G1 sur la
situation non vide s={10} de ce grafcet.Ltape 10 est active (force
1), les autre tapes du grafcet G1 sont dsactives (forces 0).
Notation du forage dune situation non vide :
De laction de forage : F/grafcet forcer > {situation
force}
Du grafcet forc : tape de forage Yaccol la (ou les) tapes forcer
1
Situation courante force dans une situation vide
2 F/G1>{ }
S/G1>{ }
10 X2
Grafcet G0 Grafcet G1
11
r(10Y11
r(11Y
12)
{ } G1
G0
G1
G2
Gn
Ordre de forage
Coordination sans forage
Coordination sans forage
Coordination sans forage
Niveau scurit, gestion de lnergie sur la P.O et deprocdures de
scurit
Niveau production, coordination des tche de la production
Niveau conduite, gestion des modes de marche et darrt
Tches, sous-programmes, grafcet particuliers
1 F/G1>{10}
S/G1>{10}
10X1
Grafcet G0 Grafcet G1
-
7/26/2019 Commande des systemes industriels FIA3.pdf
27/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -27- A.U.2010/2011
Commentaire
Lactivation de ltape 2 du grafcet G0 force le grafcet G1 sur la
situation vide s={ } de ce grafcet. Toutes lestapes du grafcet G1
sont dsactives y compris les tapes initiales.
Notation du forage dune situation vide :
De laction de forage : F/grafcet forcer > { }
Du grafcet forc : tape de forage Y{ } grafcet forcer
Ordre de forage.
Rgles dvolution par forage
Un grafcet nest peut tre forc que par un grafcet hirarchiquement
suprieur.
Un grafcet infrieur ne peut tre forc que dans une seule
situation la fois, partir dun ou plusieursgrafcet suprieurs.
Lordre de forage est prioritaire sur les autres conditions
assurant lvolution du grafcet forc.
Lorsquil sagit dun forage de situation non vide, lordre de
forage provoque simultanmentlactivation des tapes correspondant la
situation impose et la dsactivation des autres tapes dugrafcet
forc.
Exemple :
F/G3>{30} est un ordre de forage du grafcet G3 dans la
situation impose s={3}. Ds que ltape, laquellecet ordre est associ,
devient active, cet ordre est obligatoirement mis. Il provoque
simultanment lactivation
de ltape 30 et la dsactivation des autres tapes du grafcet
G3.
Lorsquil sagit dun forage de situation vide, lmission de lordre
de forage provoquesimultanment la dsactivation de toutes les tapes
du grafcet dsign.
Remarque :
Dans certains cas on peut simplifier lcriture des forages :
Si la situation force ne prte aucune confusion. Exemple : F/
>{10, 20} force la situation s={10,
20}
Si le forage sapplique plusieurs grafcet. Exemple :
F/G1,G2>{10,20} force le grafcet G1 dans la
situation {10} et le grafcet G2 dans la situation {20}.
Si le forage entrane la rinitialisation dun ou plusieurs
grafcet. Exemple F/G1>{INIT} force G1
dans sa situation initiale. F/G1-G5>{INIT} force G1, G2, G3,
G4, G5 dans leurs situations
initiales.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
28/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -28- A.U.2010/2011
Les tapes correspondant la situation force et non vide, si elles
ne sont pas dj des tapes initiales, sont pardfinition des tapes
initialisables.
On les distinguera des tapes initiales en reprsentant le cadre
intrieur avec des pointills ou des tirets courts.On peut rappeler,
par une flche annote place gauche de ltape initiale ou
initialisable, lorigine du forage 1 de cette tape, tant
sous-entendu que les autres tapes sont forces 0.
10 12X1
X12+X15
10 12
Etape initiale Etape initialisable
-
7/26/2019 Commande des systemes industriels FIA3.pdf
29/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -29- A.U.2010/2011
Figeage de situation
Introduction : le figeage dune situation ne prsente par le
forage au vrai sens du mot du grafcet mais aucontraire il consiste
bloquer lvolution du grafcet dans une situation choisie lavance :
situation couranteou situation prdtermine.
Situation fige dans la situation courante
Commentaire : lactivation de ltape 13 du grafcet G1 fige la
situation du grafcet G2 dans sa situation
courante. Les tapes actives restent actives, les tapes inactives
restent dsactives.La notation du figeage dans la situation courante
:
De laction de figeage : F/grafcet figer > {*}
Du grafcet figer : ordre de figeageY{*} grafcet figer
Situation voluant vers une situation de figeage prdtermine.
La situation du grafcet G2 continue dvoluer jusqu le situation
s={22} o elle se figera. Il sagit en fait dunfigeage conditionn par
la situation de figeage atteindre. Aucune action ne doit tre
associe cette tape.
La notation du figeage dans la situation prdtermine :
De laction de figeage : F/grafcet figer > {*} si situation de
figeage est atteinte
Du grafcet figer : ordre de figeageY{*} accol ltape o se fera la
figeage.
Problme entrans par le figeage de situation
Cas du figeage dans la situation courante
Le figeage du grafcet de production normale dans sa situation
actuelle (situation courante) sur ordre deloprateur ou la suite dun
incident, prsente lavantage de permettre la reprise de la
production sans
procdure complique. Il suffit de quitter ltape mettant le signal
de figeage. La dsactivation de cette tapeannule lordre de figeage
du grafcet de production normale et la production reprend l o elle
stait arrte.
14 F/G2>{*}
S/G2>{*}
21
X14
Grafcet G1 Grafcet G2
22
r(21Y22)
r(22Y23)
{*}
X22
23
r(23Y24)
V
W
13 F/G2>{*}
S/G2>{*}
20 X13
Grafcet G1 Grafcet G1
21
r(20Y21
r(21Y22)
{*} G2
-
7/26/2019 Commande des systemes industriels FIA3.pdf
30/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -30- A.U.2010/2011
Le figeage obtenu, les ordres associs aux tapes actives des
grafcet de tches continuent dtre mis. Si cesordres sont destins des
entres de practionneurs lectriques, que va-t-il se passer ?
Les bobines des contacteurs et des distributeurs vont rester
sous tension pendant toute la priode de figeage.Les moteurs, par
exemple, vont continuer tourner, ce qui nest gnralement pas
souhaitable sur le plan de lascurit.
Comment rsoudre ce problme ?
Il faut mettre, en mme temps que lordre de figeage du grafcet de
production, un ordre de forage ltat 0des sorties de la partie
oprative.
Le forage 0 des sorties de la PO, en fonction de la scurit
souhaite, peut entraner :
Soit larrt sur place des actionneurs,
Soit larrt aprs terminaison des mouvements en cours (cours des
mcanismes actionns par desvrins ou des moteurs,etc.)
Une des solutions consiste dune part annuler les ordres mis par
les grafcet de tches et dautre part choisir des actionneurs et des
practionneurs de technologie approprie : moteur-frein, vrin
bloqueur de tige
Lannulation des ordres de sortie peut tre obtenue :
Soit par forage zro des entres des practionneurs (dans le
grafcet de lexemple suivant le forage 0 est fait par la condition
12X associe aux actions).
Soit par le cblage dun contact fig(normalement ferm) li au
capteur-oprateur FIG de demande de
figeage dans le circuit dalimentation des entres des
practionneurs ou des cartes de sorties de lAPI
(scurit de premier niveau) Soit en exploitant un bit systme
appropri (%S23 pour les automates TSX de Schneider)
Soit en combinant les procds afin dobtenir une redondance
amliorant la scurit.
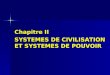
Exemple (avec grafcet de conduite simplifi)
10
11
12
Mode Auto 13 Mode Manuel
Auto.fig Auto.manu.ci Auto.manu.ci
Auto.manu.ci.X0 Auto.manu.X0
Auto.fig.X0.rel
X1
GC : Grafcet de conduite
F/G2>{*} F/GP> {sortie GP} = 0
20
Dcy.ci.X11
21 A+
X12
22 B+ KAV
X12 X12
a1.X12
b1.fcAV.X12
28 F-
X12
X1
f0.cc.X12 f0.ca.X12
GP : Grafcet de production
fig : information demande de figeagerel : information relanceci
: conditions initialesca : cycle automatique continu
c/c : cycle par cycle
-
7/26/2019 Commande des systemes industriels FIA3.pdf
31/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -31- A.U.2010/2011
Commentaire
Le figeage du grafcet de production de lexemple est obtenu par
la mise zro des rceptivits si ltape 12 estactive. Les vrins A,B, ,
F terminent leurs courses, le moteur sarrte immdiatement. Il est
sous-entenduquun choix appropri des actionneurs et des
practionneurs a t fait.
Exemple : solution cble du forage 0 des sorties
Commentaire
Dans cette solution, laction sur le coup de poing FIG ou sur le
coup de poing AU entrane, dans les deux cas,la coupure de
lalimentation des cartes de sorties. Par suite, les entres des
practionneurs ne sont plusalimentes.
Cas de figeage de situation avec mise en situation vide
Il est possible de figer le grafcet de production normale et les
grafcet de tches quil supervise en procdant decette manire :
Sur ordre de figeage, mmorisation de la situation courante, puis
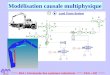
mise des grafcet de production dans unesituation vide F/Gp>{ }.
Les ordres associs aux tapes de ces grafcet dont ainsi
systmatiquement annuls.
Pour relancer lautomatisme, il faut forcer les grafcet concerns
sur la situation sauvegarde. Cette procduresuppose quon dispose des
moyens appropris pour la raliser. Le logiciel de programmation
assisteautomgen de la socit IRAI ainsi que le langage PL7-3 V5 de
Schneider possdent des instructions autorisantce type de
procdure.
API
Pilote de distributeur
Bobine de contacteur
AU
AU
fig
fig
kPO
kPO
Alimentation des cartes de sortie de lAP
AU : arrt durgenceFig : demande de figeagekPO : relais
lectromagntique demise en nergie de la P.O
-
7/26/2019 Commande des systemes industriels FIA3.pdf
32/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -32- A.U.2010/2011
Le GEMMA
Guide d'Etude des Modes de Marche et d'Arrt
1 Dfinition
Le GEMMA est n le 21 Avril 1981. Comme son nom l'indique le
GEMMA est un guided'tude. Il permet d'apprhender simplement et
mthodiquement les modes de marche et d'arrtd'un systme automatis de
production.
Le GEMMA permet de dcrire le fonctionnement du systme dans tous
les modes de marche,la partie oprative tant sous contrle de la
partie commande. Le GEMMA n'intervient doncque si la partie
commande est en nergie et active.
Le GEMMA dfinit donc, tout instant, l'tat dans lequel se trouve
la partie commandedu systme automatis de production.
Le GEMMA se compose d'une grille remplir, telle une check-list .
Cette grille estconstitue de rectangles d'tat appels modes. Ces
rectangles sont relis entre eux par desliaisons orientes. Le
passage d'un rectangle l'autre s'effectue un peu la manire
dufranchissement d'une transition de GRAFCET. Le GEMMA n'est pas un
outil fig, il estmodifiable volont en fonction des spcifications
obtenir. Les liaisons orientes
prsentes sur le document de rfrence ne sont l qu' titre
indicatif.
2 Description du GEMMA
Comme le montre le schma ci-dessous, le GEMMA est compos de deux
grandes parties :
Partie commande hors nergie. Dans cet tat la partie oprative
n'est pas sous lecontrle de la partie commande. La partie oprative
peut tre en nergie ou horsnergie. La scurit est garantie par les
choix technologiques, la procdure de mise ennergie de la partie
oprative, ... Cette zone du GEMMA, situe l'extrme gauche,correspond
l'tat inoprant de la partie commande.
Partie commande en nergie et active. C'est la partie qui va nous
permettre dedfinir les diffrents modes de marche et d'arrt de notre
machine ainsi que lesconditions de passage d'un mode l'autre. Cette
partie est subdivise en trois zonesou en trois familles de
procdures.
o Les procdures d'Arrt zone A. Une machine comporte toujours des
raisons d'arrtpour cause normale (fin de travail, pause,
approvisionnement, ...). C'est dans cettefamille que l'on
regroupera ces modes.
o Les procdures de Fonctionnement zone F. On regroupe dans cette
famille tous lesmodes de marche, qu'ils correspondent la marche
normale automatique, auxmarches de test (pas pas, manuel, ...), ...
C'est la famille la plus importante, c'estgnralement ici que se
situe la production de valeur ajoute.
o Les procdures de Dfaillance zone D. Il est rare qu'une machine
fonctionne toutesa vie sans dfaillance. Cette zone permet de
prendre en compte les modes de
traitement de ces dfaillances.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
33/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -33- A.U.2010/2011
P C en nergie et activeD'autre part, le but d'une machine tant
de produire de la valeur ajoute, on distingue, l'intrieure de ces
trois familles de procdures, la zone de production de la zone de
non
production. Cette zone est cheval sur les trois familles de
procdures. Chaque zone estsubdivise en rectangles d'tat ou
procdures.
4 Les procdures d'arrt ou les tats (A)
A1 -
-
7/26/2019 Commande des systemes industriels FIA3.pdf
34/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -34- A.U.2010/2011
A6 -
Dans cet tat, le cycle de production peut tre explor au rythme
voulu (pas pas, cycle parcycle, ...) par la personne effectuant la
vrification. Dans cet tat la machine peut produireou ne pas
produire.
F6 -
Cet tat permet des oprations de rglage la machine tant en
production ou horsproduction. Ces oprations de rglage doivent
permettre la machine de produire lavaleur ajoute attendue.
6 Les procdures de dfaillances ou tats (D)
D1 -
-
7/26/2019 Commande des systemes industriels FIA3.pdf
35/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -35- A.U.2010/2011
consquences dues la dfaillance.
D2 -
C'est dans cet tat que la machine peut tre examine aprs une
dfaillance et qu'il peut treapport un traitement permettant le
redmarrage.
D3 -
Cet tat permet de produire aprs une dfaillance. On parle de
production dgrade ou de production force . Ce peut tre par exemple
une production aide par des oprateursnon prvus en production
normale.
7 Mode d'emploi du GEMMA
Chaque rectangle d'tat est dfini par son appartenance l'une des
trois familles deprocdures, son appartenance ou non la zone de
production, son repre et sa dsignation.
L'automaticien peut complter la dsignation de chaque rectangle
d'tat.7.1 Phase 1
Dans un premier temps l'automaticien va choisir les rectangles
d'tat ncessaires ladescription du systme automatis de production.
Pour chaque rectangle d'tat choisi ildonnera une description prcise
soit de l'tat de la partie oprative soit des
procdurescorrespondantes au fonctionnement attendu.
7.2 Phase 2
Dans un deuxime temps, l'automaticien prcisera les conditions de
passage d'un rectangled'tat l'autre. Il tablira ainsi plusieurs
boucles oprationnelles. Une boucle oprationnelleest une succession
d'tats caractrisant le fonctionnement du systme automatis de
production.
8 Boucles oprationnelles classiques
8.1 Boucle PC hors nergie - A6 A1
Cette boucle oprationnelle correspond au dmarrage de la
machine.
8.2 Boucle A1 F1 A2
C'est la boucle de fonctionnement normal : Arrt Fonctionnement
normal Demande d'arrt Arrt Fonc...
-
7/26/2019 Commande des systemes industriels FIA3.pdf
36/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -36- A.U.2010/2011
8.3 Boucle A1 F4 A6
C'est la boucle qui permet d'atteindre le mode manuel . A la fin
d'une marche de vrificationdans le dsordre, la machine n'est pas
dans son tat initial, il y a donc obligatoirement passage
par le rectangle d'tat A6.
8.4 Boucle d'arrt d'urgence
La boucle d'arrt d'urgence est particulire. En effet l'arrt
d'urgence peut provenir la machinetant dans un tat quelconque. Le
traitement de l'arrt d'urgence se fait souvent par la boucle Detous
les tats D1 A5 A6 A1
-
7/26/2019 Commande des systemes industriels FIA3.pdf
37/38
Commande des systmes industriels Dpartement de Gnie Mcanique
A.HOUIDI -37- A.U.2010/2011
9 Passage du GEMMA une spcification GRAFCET
Le GEMMA est un document qui oblige l'automaticien structurer
son analyse. Il devientdonc relativement facile de passer du GEMMA
une spcification GRAFCET en utilisant lesmoyens de structuration
dfinis dans la norme IEC 60848 (Macro-tape, Graphe
partiel,Structuration par forage, Structuration par
encapsulation).
10 Le GEMMA
Vous trouverez page suivante un document GEMMA de rfrence.
-
7/26/2019 Commande des systemes industriels FIA3.pdf
38/38