Embed Size (px)
Citation preview
COMMENT SÉLECTIONNER LE SYSTÈME DE PEINTURE APPROPRIÉConseils pour la protection par revêtementsconformément à la norme ISO 12944

Cette étude a pour objectif de vous aider à sélectionner le système de revêtement Hempel le plus adapté pour protéger votre structure contre la corrosion. Toutes les structures en acier, les équipements et les installations exposés à l'air libre, situés sous l'eau ou dans le sol, souffrent de la corrosion et requièrent par conséquent une protection contre les dommages de la corrosion pendant leur durée de vie estimée. À travers cette étude, vous découvrirez des informations importantes relatives aux technologies de peinture, à la sélection d’une peinture appropriée et les conditions requises pour la préparation de la surface. Cette étude a été élaborée conformément à la dernière édition de la norme in-ternationale ISO 12944 « Peintures et vernis – Anticorrosion des structures en acier par systèmes de peinture ». Les conseils et recommandations Hempel con-cernant les technologies de protection des revêtements sont également inclus.
Les systèmes de revêtements génériques, recommandés par Hempel pour les différents environnements corrosifs, sont décrits à la fin de cette étude.
Ce document doit être considéré comme un guide à titre purement indicatif.
INTRODUCTION
4
INTRODUCTION ................................................................................................................... 03
1. COMMENT SÉLECTIONNER LE SYSTÈME DE PEINTURE APPROPRIÉ ................... 06 a. Corrosivité environnementale ......................................................................... 06 b. Le type de surface à protéger ......................................................................... 09 c. La résistance requise pour un système de peinture .................................... 09 d. Planification du processus d'application de la peinture .............................. 09
2. PRÉPARATION DE LA SURFACE ................................................................................... 102.1. Degrés de préparation de la surface ..................................................................... 10
A. Degrés de préparation de la surface conformes à la norme ISO 8501-1 ........ 10B. Degrés de préparation de la surface après un décapage à l'eau sous haute pression ................................................................................ 10
2.2. Types de surface ...................................................................................................... 14A. Surfaces en acier ................................................................................................. 14 a. Une structure en acier nue sans aucun revêtement de peinture anticorrosion antérieur ............................................................... 14 b. Substrat recouvert d'un primaire d'atelier ..................................................... 15 c. Un substrat d'acier avec comme revêtement un système de peinture qui nécessite d'être entretenu ................................................... 16B. Subjectiles d'acier inoxydable, d'acier galvanisé à chaud et d'aluminium ....... 16 a. Acier galvanisé à chaud .................................................................................. 16 b. Aluminium et acier inoxydable ........................................................................ 16
5
TABLE DES MATIÈRES
3. TEMPÉRATURES DE SERVICE MAXIMUM ................................................................. 17
4. PEINTURES HEMPEL ..................................................................................................... 18 4.1. Types génériques .......................................................................................... 18 4.2. Explication des noms de produit Hempel .................................................. 18 4.3. Identification des teintes Hempel ............................................................... 21
5. DÉFINITIONS UTILES ..................................................................................................... 22Fraction solide ................................................................................................................. 22Rendement superficiel spécifique ................................................................................. 22Consommation pratique ................................................................................................. 22
6. SYSTÈMES DE PEINTURE HEMPEL ............................................................................. 23Catégorie de corrosivité C1/C2 ..................................................................................... 24Catégorie de corrosivité C3 ............................................................................................ 26Catégorie de corrosivité C4 ............................................................................................ 28Catégorie de corrosivité C5-I .......................................................................................... 30Catégorie de corrosivité C5-M ........................................................................................ 32Structures immergées .................................................................................................... 34Structures résistantes à la chaleur ............................................................................... 36
6
La sélection du système de peinture adéquat pour une protection contre la corrosion nécessite de prendre en compte un ensemble de facteurs, et ce afin de garantir le choix de la meilleure solution technique et la plus économique. Pour chaque projet, les facteurs les plus importants à prendre en compte lors de la sélection d'un revêtement anticorrosion sont les suivants :
1 COMMENT SÉLECTIONNER LE SYSTÈME DE PEINTURE APPROPRIÉ
a. Corrosivité environnementale
Lors de la sélection d'un système de pein-ture, il est impératif de définir les conditions auxquelles est soumise la structure, le bâti-ment ou l'installation. Pour établir l'impact de la corrosivité environnementale, il convient de prendre en compte les facteurs suivants :
• Humidité et température (température de service et gradients de température)
• Présence de rayons UV• Exposition chimique (par exemple une
exposition particulière dans les struc-tures industrielles)
• Dommage mécanique (impact, abra-sion, etc.)
Dans le cas des structures enterrées, leur porosité doit être prise en compte, ainsi que les conditions du sol auxquelles elles sont soumises. L'humidité et le pH du terrain, l'exposition biologique aux bactéries et aux micro-organismes sont d'une importance fon-damentale. Lorsqu'on est en présence d'eau, le type et la composition chimique de l'eau présente sont également indispensables.
L'agressivité corrosive de l'environnement aura un impact sur :
• le type de peinture utilisée pour la pro-tection
• l'épaisseur totale du système de peinture• la préparation de surface requise• l'intervalle minimum et l'intervalle maxi-
mum de recouvrement
Notez que plus l'environnement sera cor-rosif, plus la préparation de surface devra être approfondie. Les intervalles de re-couvrement doivent être également stric-tement respectés.
La partie 2 de la norme ISO 12944 détaille la classification des corrosions en fonction des conditions atmosphériques, du sol et de l'eau. Cette norme est une évaluation très générale, basée sur le temps de cor-rosion de l'acier au carbone et du zinc. Elle ne reflète pas une exposition particulière d'ordre chimique, mécanique ou de tem-pérature. Toutefois, de manière générale, cette norme peut être utile à titre indicatif pour des projets de système de peinture.
7
COMMENT SÉLECTIONNER LE SYSTÈME DE PEINTURE APPROPRIÉ
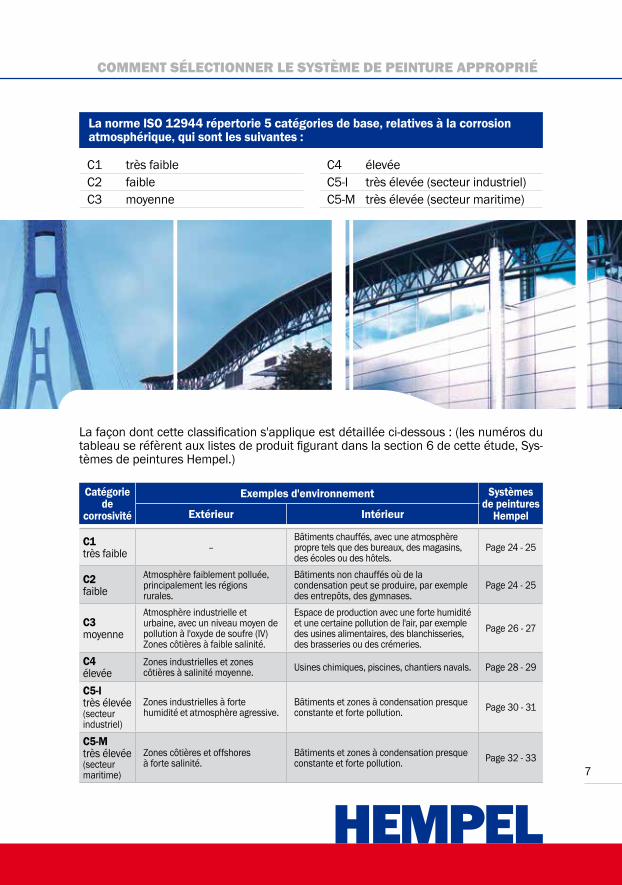
C1 très faible C2 faible C3 moyenne
C4 élevée C5-I très élevée (secteur industriel) C5-M très élevée (secteur maritime)
La façon dont cette classification s'applique est détaillée ci-dessous : (les numéros du tableau se réfèrent aux listes de produit figurant dans la section 6 de cette étude, Sys-tèmes de peintures Hempel.)
La norme ISO 12944 répertorie 5 catégories de base, relatives à la corrosion atmosphérique, qui sont les suivantes :
Catégorie de
corrosivité
Exemples d'environnement Systèmes de peintures
HempelExtérieur Intérieur
C1très faible –
Bâtiments chauffés, avec une atmosphère propre tels que des bureaux, des magasins, des écoles ou des hôtels.
Page 24 - 25
C2faible
Atmosphère faiblement polluée, principalement les régions rurales.
Bâtiments non chauffés où de la condensation peut se produire, par exemple des entrepôts, des gymnases.
Page 24 - 25
C3moyenne
Atmosphère industrielle et urbaine, avec un niveau moyen de pollution à l'oxyde de soufre (IV) Zones côtières à faible salinité.
Espace de production avec une forte humidité et une certaine pollution de l'air, par exemple des usines alimentaires, des blanchisseries, des brasseries ou des crémeries.
Page 26 - 27
C4élevée
Zones industrielles et zones côtières à salinité moyenne. Usines chimiques, piscines, chantiers navals. Page 28 - 29
C5-I très élevée(secteur industriel)
Zones industrielles à forte humidité et atmosphère agressive.
Bâtiments et zones à condensation presque constante et forte pollution. Page 30 - 31
C5-Mtrès élevée(secteur maritime)
Zones côtières et offshores à forte salinité.
Bâtiments et zones à condensation presque constante et forte pollution. Page 32 - 33
Catégories de
corrosivitéEnvironnement Exemples d'environnements et de
structures
Systèmes de peintures
Hempel
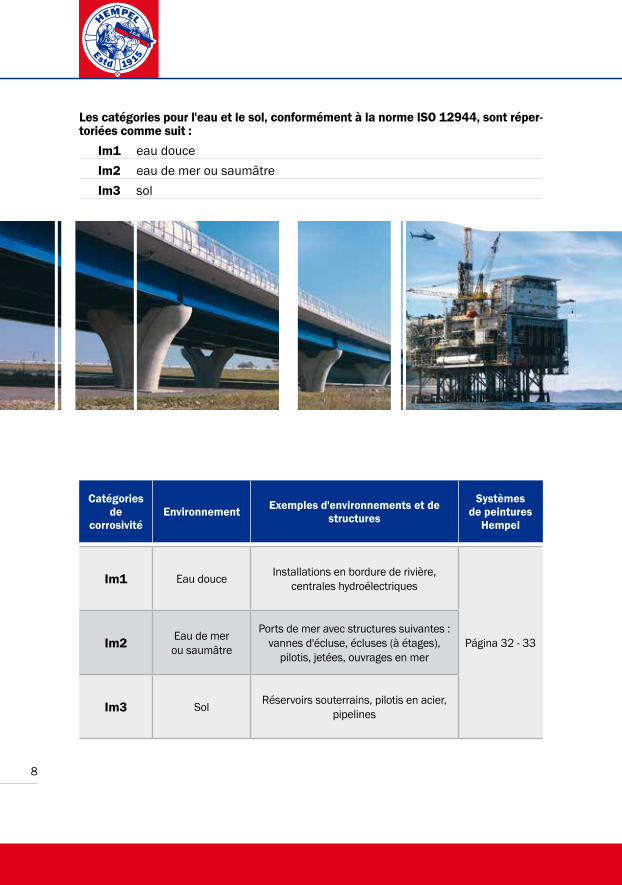
Im1 Eau douce Installations en bordure de rivière, centrales hydroélectriques
Página 32 - 33Im2 Eau de mer ou saumâtre
Ports de mer avec structures suivantes : vannes d'écluse, écluses (à étages),
pilotis, jetées, ouvrages en mer
Im3 Sol Réservoirs souterrains, pilotis en acier, pipelines
8
Les catégories pour l'eau et le sol, conformément à la norme ISO 12944, sont réper-toriées comme suit :
Im1 eau douceIm2 eau de mer ou saumâtreIm3 sol
9
COMMENT SÉLECTIONNER LE SYSTÈME DE PEINTURE APPROPRIÉ
b. Le type de surface à protéger
La conception d'un système de peinture implique normalement de traiter avec des matériaux de construction tels que l'acier, l'acier galvanisé à chaud, l'acier métallisé par pulvérisation, l'aluminium ou l'acier inoxydable. La préparation de la surface, les produits de peinture utilisés (notamment le primaire) et l'épaisseur totale du système dépendront principalement du matériau de construction à protéger.
c. La résistance requise pour un système de peinture
La longévité d'un système de peinture se définit comme la durée écoulée jusqu'à ce qu'une maintenance soit requise pour la première fois après l'application. La norme ISO 12944 spécifie une plage de trois périodes pour catégoriser la durabilité :
FAIBLE – L 2 à 5 ansMOYENNE – M 5 à 15 ansÉLEVÉE - H plus de 15 ans
d. Planification du processus d'application de la peinture
Le calendrier et les différentes étapes de la construction d'un projet particulier déterminent comment et quand devra être appliqué le système de peinture. Il convient de prendre en compte les matériaux à leur stade de préfabrication, lorsque les composants sont préfabri-qués en dehors du site et sur le site, et lorsque les étapes de la construction sont terminées. Il est nécessaire de planifier le travail de façon à ce que la préparation de la surface et la durée de séchage des produits peints, par rapport à la température et à l'humidité, soient prises en compte. En outre, si une étape de la construction se déroule dans un atelier à environnement protégé et que l'étape suivante se déroule sur le site, des inter-valles de recouvrement doivent être également pris en compte
Le personnel expérimenté d'Hempel est toujours disponible pour assister ses clients dans la sélection du système de revêtement le plus approprié en fonction de leurs besoins et de leurs exigences. Pour de plus amples informations, veuillez contacter votre représentant Hempel.
11
Remarques :1. Le terme « matières étrangères » peut comprendre des sels solubles dans l'eau et des résidus de soudure.
Il est impossible d'éliminer totalement ces polluants de la surface par nettoyage-décapage à sec, des outils de nettoyage électriques ou un nettoyage à la flamme : un nettoyage-décapage humide peut être nécessaire.
2. La calamine, la rouille ou un revêtement peint est considéré comme faiblement adhérent s'il est possible de l'éliminer en grattant avec un couteau à pointe émoussée.
2 PRÉPARATION DE LA SURFACE
2.1 Degrés de préparation de la surface
Il existe de nombreuses manières de classer les degrés de préparation d’un substrat d’acier, mais cette étude se concentre sur ceux présentés ci-dessous.
A. Degrés de préparation de la surface conformes à la norme ISO 8501-1
10
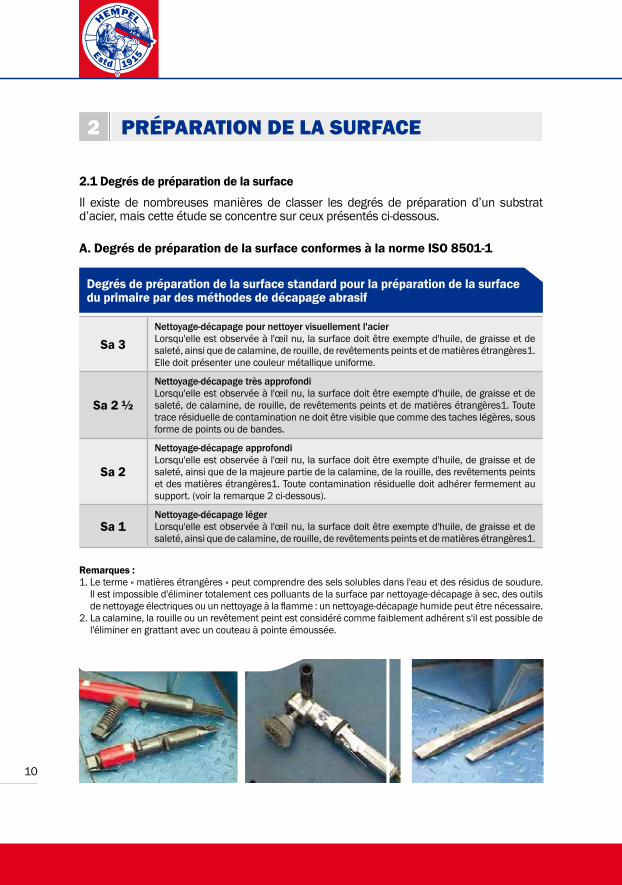
Degrés de préparation de la surface standard pour la préparation de la surface du primaire par des méthodes de décapage abrasif
Sa 3Nettoyage-décapage pour nettoyer visuellement l'acierLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, ainsi que de calamine, de rouille, de revêtements peints et de matières étrangères1. Elle doit présenter une couleur métallique uniforme.
Sa 2 ½
Nettoyage-décapage très approfondiLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, de calamine, de rouille, de revêtements peints et de matières étrangères1. Toute trace résiduelle de contamination ne doit être visible que comme des taches légères, sous forme de points ou de bandes.
Sa 2
Nettoyage-décapage approfondiLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, ainsi que de la majeure partie de la calamine, de la rouille, des revêtements peints et des matières étrangères1. Toute contamination résiduelle doit adhérer fermement au support. (voir la remarque 2 ci-dessous).
Sa 1Nettoyage-décapage légerLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, ainsi que de calamine, de rouille, de revêtements peints et de matières étrangères1.
11
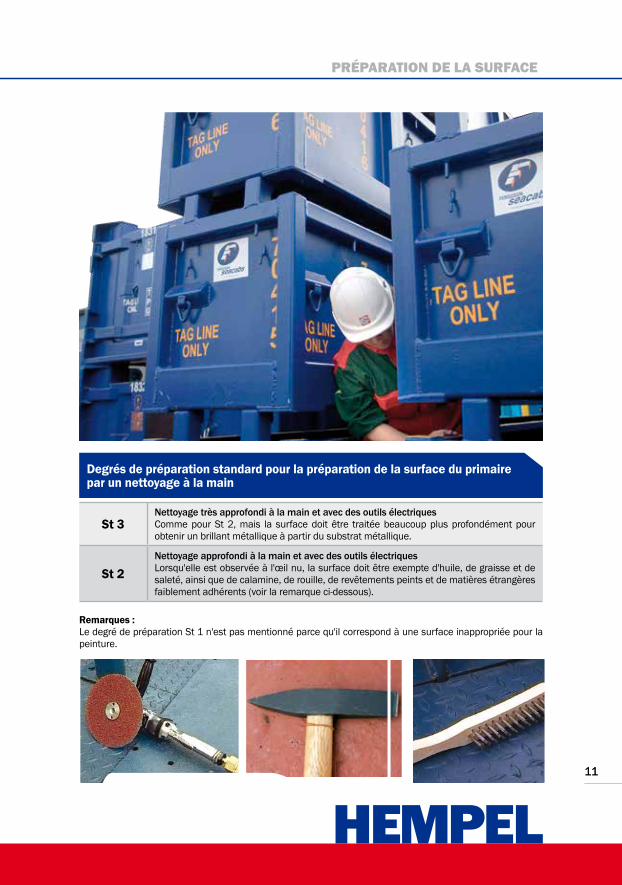
Remarques : Le degré de préparation St 1 n'est pas mentionné parce qu'il correspond à une surface inappropriée pour la peinture.
11
PRÉPARATION DE LA SURFACE
Degrés de préparation standard pour la préparation de la surface du primaire par un nettoyage à la main
St 3Nettoyage très approfondi à la main et avec des outils électriquesComme pour St 2, mais la surface doit être traitée beaucoup plus profondément pour obtenir un brillant métallique à partir du substrat métallique.
St 2Nettoyage approfondi à la main et avec des outils électriquesLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, ainsi que de calamine, de rouille, de revêtements peints et de matières étrangères faiblement adhérents (voir la remarque ci-dessous).
13
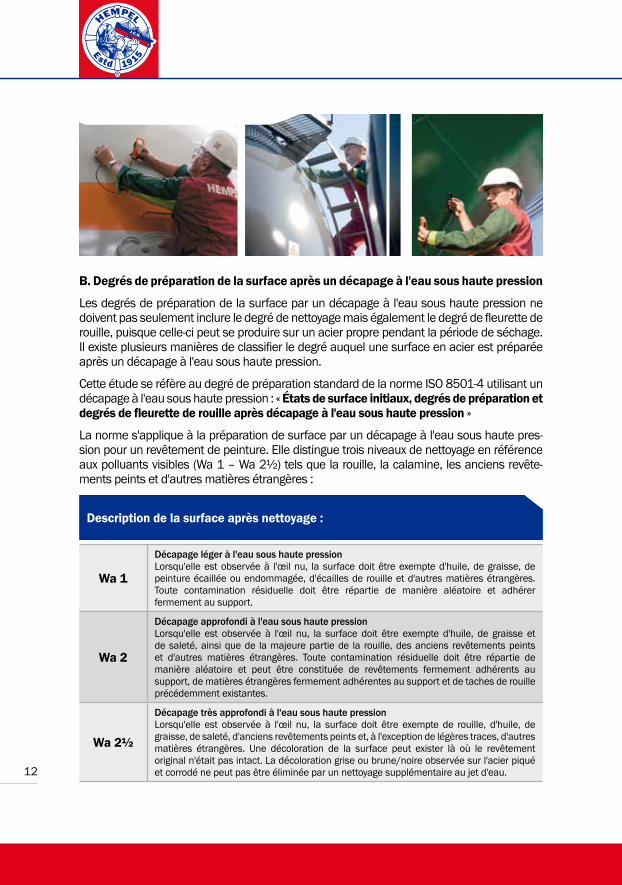
B. Degrés de préparation de la surface après un décapage à l'eau sous haute pression
Les degrés de préparation de la surface par un décapage à l'eau sous haute pression ne doivent pas seulement inclure le degré de nettoyage mais également le degré de fleurette de rouille, puisque celle-ci peut se produire sur un acier propre pendant la période de séchage. Il existe plusieurs manières de classifier le degré auquel une surface en acier est préparée après un décapage à l'eau sous haute pression.
Cette étude se réfère au degré de préparation standard de la norme ISO 8501-4 utilisant un décapage à l'eau sous haute pression : « États de surface initiaux, degrés de préparation et degrés de fleurette de rouille après décapage à l'eau sous haute pression »
La norme s'applique à la préparation de surface par un décapage à l'eau sous haute pres-sion pour un revêtement de peinture. Elle distingue trois niveaux de nettoyage en référence aux polluants visibles (Wa 1 – Wa 2½) tels que la rouille, la calamine, les anciens revête-ments peints et d'autres matières étrangères :
12
Description de la surface après nettoyage :
Wa 1
Décapage léger à l'eau sous haute pressionLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse, de peinture écaillée ou endommagée, d'écailles de rouille et d'autres matières étrangères. Toute contamination résiduelle doit être répartie de manière aléatoire et adhérer fermement au support.
Wa 2
Décapage approfondi à l'eau sous haute pressionLorsqu'elle est observée à l'œil nu, la surface doit être exempte d'huile, de graisse et de saleté, ainsi que de la majeure partie de la rouille, des anciens revêtements peints et d'autres matières étrangères. Toute contamination résiduelle doit être répartie de manière aléatoire et peut être constituée de revêtements fermement adhérents au support, de matières étrangères fermement adhérentes au support et de taches de rouille précédemment existantes.
Wa 2½
Décapage très approfondi à l'eau sous haute pressionLorsqu'elle est observée à l'œil nu, la surface doit être exempte de rouille, d'huile, de graisse, de saleté, d'anciens revêtements peints et, à l'exception de légères traces, d'autres matières étrangères. Une décoloration de la surface peut exister là où le revêtement original n'était pas intact. La décoloration grise ou brune/noire observée sur l'acier piqué et corrodé ne peut pas être éliminée par un nettoyage supplémentaire au jet d'eau.
1313
PRÉPARATION DE LA SURFACE
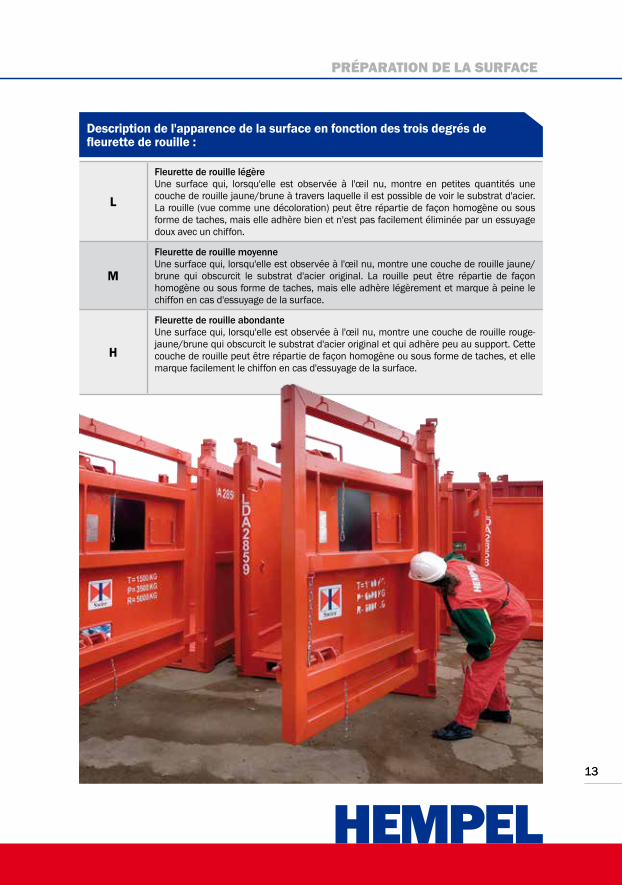
Description de l'apparence de la surface en fonction des trois degrés de fleurette de rouille :
L
Fleurette de rouille légèreUne surface qui, lorsqu'elle est observée à l'œil nu, montre en petites quantités une couche de rouille jaune/brune à travers laquelle il est possible de voir le substrat d'acier. La rouille (vue comme une décoloration) peut être répartie de façon homogène ou sous forme de taches, mais elle adhère bien et n'est pas facilement éliminée par un essuyage doux avec un chiffon.
M
Fleurette de rouille moyenneUne surface qui, lorsqu'elle est observée à l'œil nu, montre une couche de rouille jaune/brune qui obscurcit le substrat d'acier original. La rouille peut être répartie de façon homogène ou sous forme de taches, mais elle adhère légèrement et marque à peine le chiffon en cas d'essuyage de la surface.
H
Fleurette de rouille abondanteUne surface qui, lorsqu'elle est observée à l'œil nu, montre une couche de rouille rouge-jaune/brune qui obscurcit le substrat d'acier original et qui adhère peu au support. Cette couche de rouille peut être répartie de façon homogène ou sous forme de taches, et elle marque facilement le chiffon en cas d'essuyage de la surface.

1514
Substrat d'acier largement recouvert de calamine adhérente mais peu ou pas de rouille.
Substrat d'acier qui a commencé à rouiller et dont la calamine a commencé à s'écailler.
Substrat d'acier sur lequel la calamine a rouillé ou peut être éliminée par grattage, mais avec un léger piqué visible à l'œil nu.
Substrat d'acier sur lequel la calamine a rouillé et sur lequel un piqué général est visible à l'œil nu.
A
B
C
D
2.2 Types de surface
A. Surfaces en acier
Pour s’assurer qu'un système de revêtement fournira une protection longue durée, il est es-sentiel de veiller à ce que la préparation de la surface appropriée soit réalisée avant toute application de peinture. Pour cette raison, l'état initial du substrat d'acier doit être évalué.En général, l'état d'un substrat d'acier avant l'application de peinture entre dans l'une des trois catégories suivantes :
a) une structure en acier nue sans aucun revêtement de peinture anticorrosion antérieur
b) un substrat d'acier avec un primaire d'atelier comme revêtement
c) un substrat d'acier avec comme revêtement un système de peinture qui nécessite d'être entretenu
Ces catégories sont détaillées ci-dessous.
a. Une structure en acier nue sans aucun revêtement de peinture anticorrosion antérieur
Les surfaces en acier qui n'ont jamais été protégées par un revêtement peint peuvent être plus ou moins recouvertes par la rouille, la calamine et d'autres polluants (pous-sière, graisse, pollution ionique / sels solubles, résidus, etc.). L’état initial de ces sur-faces est défini par la norme ISO 8501-1 : « Préparation des substrats d'acier avant application de peintures et de produits assimilés – Évaluation visuelle de la propreté d'un substrat ».
La norme ISO 8501-1 identifie quatre conditions initiales de l'acier : A, B, C, D :
15
PRÉPARATION DE LA SURFACE
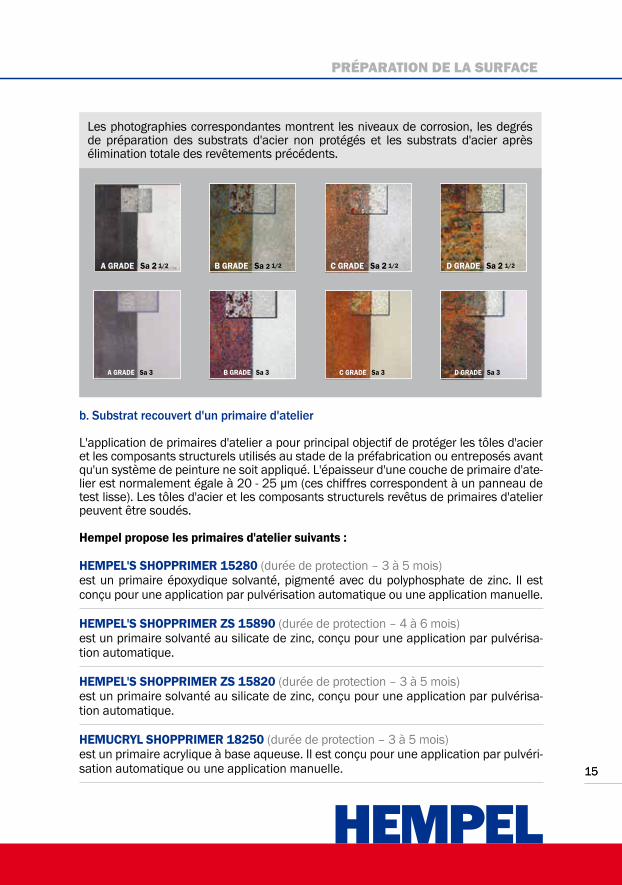
b. Substrat recouvert d'un primaire d'atelier
L'application de primaires d'atelier a pour principal objectif de protéger les tôles d'acier et les composants structurels utilisés au stade de la préfabrication ou entreposés avant qu'un système de peinture ne soit appliqué. L'épaisseur d'une couche de primaire d'ate-lier est normalement égale à 20 - 25 μm (ces chiffres correspondent à un panneau de test lisse). Les tôles d'acier et les composants structurels revêtus de primaires d'atelier peuvent être soudés.
Hempel propose les primaires d'atelier suivants :
HEMPEL'S SHOPPRIMER 15280 (durée de protection – 3 à 5 mois) est un primaire époxydique solvanté, pigmenté avec du polyphosphate de zinc. Il est conçu pour une application par pulvérisation automatique ou une application manuelle.
HEMPEL'S SHOPPRIMER ZS 15890 (durée de protection – 4 à 6 mois)est un primaire solvanté au silicate de zinc, conçu pour une application par pulvérisa-tion automatique.
HEMPEL'S SHOPPRIMER ZS 15820 (durée de protection – 3 à 5 mois)est un primaire solvanté au silicate de zinc, conçu pour une application par pulvérisa-tion automatique.
HEMUCRYL SHOPPRIMER 18250 (durée de protection – 3 à 5 mois)est un primaire acrylique à base aqueuse. Il est conçu pour une application par pulvéri-sation automatique ou une application manuelle.
Les photographies correspondantes montrent les niveaux de corrosion, les degrés de préparation des substrats d'acier non protégés et les substrats d'acier après élimination totale des revêtements précédents.
15
A GRADE Sa 2 1/2 B GRADE Sa 2 1/2 C GRADE Sa 2 1/2 D GRADE Sa 2 1/2
A GRADE Sa 3 B GRADE Sa 3 C GRADE Sa 3 D GRADE Sa 3
16
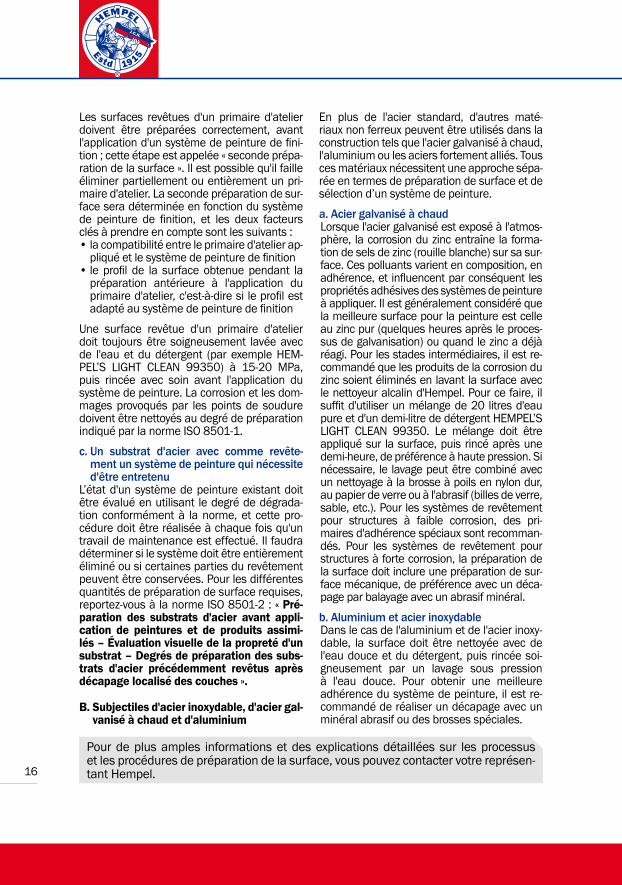
Les surfaces revêtues d'un primaire d'atelier doivent être préparées correctement, avant l'application d'un système de peinture de fini-tion ; cette étape est appelée « seconde prépa-ration de la surface ». Il est possible qu'il faille éliminer partiellement ou entièrement un pri-maire d'atelier. La seconde préparation de sur-face sera déterminée en fonction du système de peinture de finition, et les deux facteurs clés à prendre en compte sont les suivants :• la compatibilité entre le primaire d'atelier ap-
pliqué et le système de peinture de finition• le profil de la surface obtenue pendant la
préparation antérieure à l'application du primaire d'atelier, c'est-à-dire si le profil est adapté au système de peinture de finition
Une surface revêtue d'un primaire d'atelier doit toujours être soigneusement lavée avec de l'eau et du détergent (par exemple HEM-PEL’S LIGHT CLEAN 99350) à 15-20 MPa, puis rincée avec soin avant l'application du système de peinture. La corrosion et les dom-mages provoqués par les points de soudure doivent être nettoyés au degré de préparation indiqué par la norme ISO 8501-1.
c. Un substrat d'acier avec comme revête-ment un système de peinture qui nécessite d'être entretenu
L’état d'un système de peinture existant doit être évalué en utilisant le degré de dégrada-tion conformément à la norme, et cette pro-cédure doit être réalisée à chaque fois qu'un travail de maintenance est effectué. Il faudra déterminer si le système doit être entièrement éliminé ou si certaines parties du revêtement peuvent être conservées. Pour les différentes quantités de préparation de surface requises, reportez-vous à la norme ISO 8501-2 : « Pré-paration des substrats d'acier avant appli-cation de peintures et de produits assimi-lés – Évaluation visuelle de la propreté d'un substrat – Degrés de préparation des subs-trats d'acier précédemment revêtus après décapage localisé des couches ».
B. Subjectiles d'acier inoxydable, d'acier gal-vanisé à chaud et d'aluminium
En plus de l'acier standard, d'autres maté-riaux non ferreux peuvent être utilisés dans la construction tels que l'acier galvanisé à chaud, l'aluminium ou les aciers fortement alliés. Tous ces matériaux nécessitent une approche sépa-rée en termes de préparation de surface et de sélection d’un système de peinture.
a. Acier galvanisé à chaudLorsque l'acier galvanisé est exposé à l'atmos-phère, la corrosion du zinc entraîne la forma-tion de sels de zinc (rouille blanche) sur sa sur-face. Ces polluants varient en composition, en adhérence, et influencent par conséquent les propriétés adhésives des systèmes de peinture à appliquer. Il est généralement considéré que la meilleure surface pour la peinture est celle au zinc pur (quelques heures après le proces-sus de galvanisation) ou quand le zinc a déjà réagi. Pour les stades intermédiaires, il est re-commandé que les produits de la corrosion du zinc soient éliminés en lavant la surface avec le nettoyeur alcalin d'Hempel. Pour ce faire, il suffit d'utiliser un mélange de 20 litres d'eau pure et d'un demi-litre de détergent HEMPEL’S LIGHT CLEAN 99350. Le mélange doit être appliqué sur la surface, puis rincé après une demi-heure, de préférence à haute pression. Si nécessaire, le lavage peut être combiné avec un nettoyage à la brosse à poils en nylon dur, au papier de verre ou à l'abrasif (billes de verre, sable, etc.). Pour les systèmes de revêtement pour structures à faible corrosion, des pri-maires d'adhérence spéciaux sont recomman-dés. Pour les systèmes de revêtement pour structures à forte corrosion, la préparation de la surface doit inclure une préparation de sur-face mécanique, de préférence avec un déca-page par balayage avec un abrasif minéral.
b. Aluminium et acier inoxydableDans le cas de l'aluminium et de l'acier inoxy-dable, la surface doit être nettoyée avec de l'eau douce et du détergent, puis rincée soi-gneusement par un lavage sous pression à l'eau douce. Pour obtenir une meilleure adhérence du système de peinture, il est re-commandé de réaliser un décapage avec un minéral abrasif ou des brosses spéciales.
Pour de plus amples informations et des explications détaillées sur les processus et les procédures de préparation de la surface, vous pouvez contacter votre représen-tant Hempel.
17
TEMPÉRATURES DE SERVICE MAXIMUM
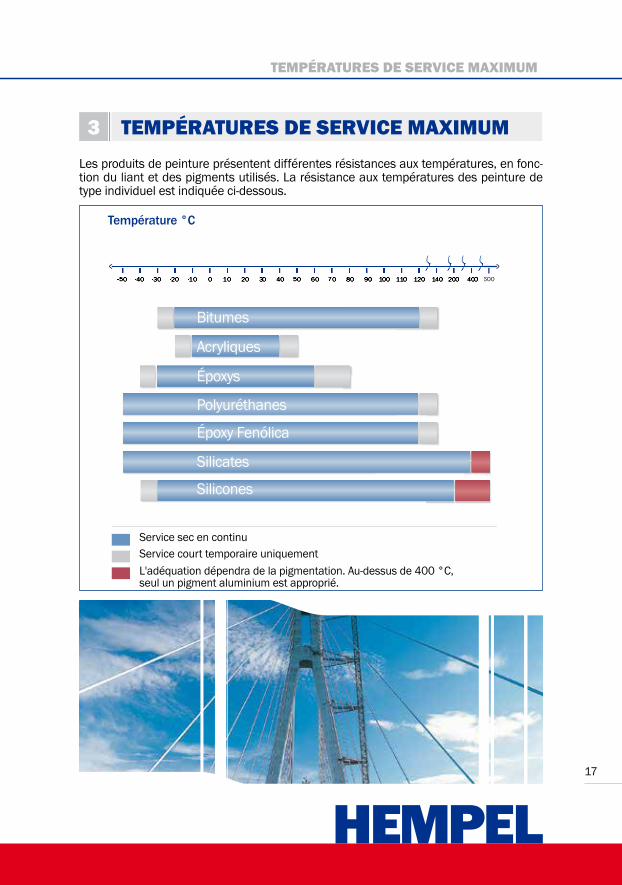
3 TEMPÉRATURES DE SERVICE MAXIMUMLes produits de peinture présentent différentes résistances aux températures, en fonc-tion du liant et des pigments utilisés. La résistance aux températures des peinture de type individuel est indiquée ci-dessous.
Température °C
Alkydes
Bitumes
Acryliques
Époxys
Polyuréthanes
Époxy Fenólica
Silicates
Silicones
Service sec en continuService court temporaire uniquementL'adéquation dépendra de la pigmentation. Au-dessus de 400 °C, seul un pigment aluminium est approprié.
18 1918
4.1. Types génériques
Hempel dispose des principaux types de peinture suivants :mono composant :
a) Alkydeb) Acryliquec) Polysiloxane (pour des températures de service élevées)
bi composant :a) Époxy (pure et modifiée)b) Polyuréthanec) Silicate de zincd) Hybrides de polysiloxane
4.2. Explication des noms de produit Hempel
Généralement, le nom d'une peinture Hempel est basé sur un nom de produit et un nombre à cinq chiffres, par exemple HEMPATEX-HI BUILD 46410.
Le nom de produit indique le groupe et le type générique auxquels appartient la peinture, comme indiqué dans le tableau suivant :
4 PEINTURES HEMPEL
18 19
PEINTURES HEMPEL
19
Séchage physique :
HEMPATEX Acrylique (avec solvant)HEMUCRYL Acrylique (à base aqueuse)
Réticulation chimique :
HEMPALIN Alkyde, alkyde modifié (séchage par oxydation)HEMULIN Alkyde (à base aqueuse)HEMPADUR Époxy, époxy modifiée (avec ou sans solvant)HEMUDUR Époxy (à base aqueuse)HEMPATHANE Polyuréthane (avec solvant)HEMUTHANE Polyuréthane (à base aqueuse)GALVOSIL Silicate de zincHEMPAXANE Hybride de polysiloxane (avec solvant)

Exemple de nom de produit : HEMPATEX ENAMEL 56360
HEMPATEX
Un nombre à 5 chiffres identifie les autres propriétés d'un produit. Les deux premiers chiffres indiquent la fonction principale et le type générique. Le troisième et le quatrième chiffre sont des numéros de série. Le cinquième chiffre indique les différentes formules d'un même produit, par exemple réticulation à haute/basse température, réticulation à température modérée, conformité avec la législation locale, etc. Par conséquent, les quatre premiers chiffres définissent les performances du produit final, c'est-à-dire celles du matériau peint sec et réticulé. Le cinquième chiffre traite généralement des conditions d'application ; toutefois, il peut être également utilisé uniquement à des fins logistiques.
Peinture de finitionSéchage physiqueNuméro de sérieFormule standard
5___
_6__
__3_
__6_
___020
Premier chiffre : Fonction :0 – – – – Vernis clairs, diluants1 – – – – Primaire pour l'acier et les autres métaux2 – – – – Primaire pour les substrats non métalliques3 – – – – Produit-colle, matériau à fraction solide4 – – – – Revêtement intermédiaire, revêtement fortement chargé
et utilisé avec/sans primaire et revêtement de finition5 – – – – Couche de finition6 – – – – Divers7 – – – – Peinture antifouling8 – – – – Divers9 – – – – Hybride de polysiloxane (avec solvant)
Deuxième chiffre : Type générique :– 0 – – – Asphalte, brai, bitume, goudron– 1 – – – Huile, vernis à l'huile, alkyde longue en huile– 2 – – – Alkyde moyenne à longue en huile
– 3 – – – Alkyde courte en huile, époxy ester, alkyde silicone, alkyde uréthane
– 4 – – – Divers– 5 – – – Liant réactif (non oxydant), mono composant ou bi composant– 6 – – – Liant de séchage physique (avec solvant) (autre que - 0 - - -)– 7 – – – Divers– 8 – – – Dispersion aqueuse, diluant– 9 – – – Divers

PEINTURES HEMPEL
Peinture HEMPADUR 45143 en teinte standard Hempel 12170 – gris pâle
Exemple d'identification des teintes : HEMPADUR 45143-12170
4.3. Identification des teintes Hempel
Les peintures, notamment les primaires, sont identifiées par un nombre à 5 chiffres, comme suit :
Blanc 10000Blanc cassé, gris 10010 - 19980Noir 19990Jaune, crème, chamois 20010 - 29990Bleu, violet 30010 - 39990Vert 40010 - 49990Rouge, orange, rose 50010 - 59990Brun 60010 - 69990
Les numéros des teintes standard Hempel ne correspondent pas exactement aux nu-méros des couleurs standard officielles. Toutefois, dans le cas des peintures de finition ou d'autres produits sélectionnés, les teintes correspondant à des couleurs standard officielles telles que RAL, BS, NCS, etc., peuvent être établies.
HEMPADUR
21
www.hempel.fr
Les Fiches produits et les Fiches de sécurité Hempel sont disponibles sur le site internet Hempel, en langue française. Comment trouver les Fiches produits :
2222
Il existe plusieurs termes et définitions utiles employés dans les technologies de protec-tion des revêtements. Nous vous détaillons ici les termes indispensables à connaître lorsqu'il s'agit de peintures :Fraction solide
L'expression fraction solide (VS) se réfère, sous la forme d'un pourcentage, au rapport suivant : Epaisseur de film secEpaisseur de film humideCette expression doit être comprise comme le rapport entre l'épaisseur de la couche sèche et l'épaisseur de la couche humide du revêtement, appliqué à la couche indiquée dans des conditions de laboratoire, et où au-cune perte de peinture n'est constatée.Rendement superficiel spécifique
Le rendement superficiel spécifique d'une peinture, dans une épaisseur de couche sèche donnée sur une surface entièrement lisse, est calculé comme suit :% de fraction solide x 10 = m2/litreÉpaisseur de la couche sèche (micron)Consommation pratique
La consommation pratique est évaluée en multipliant la consommation théorique par un facteur de consommation pertinent (CF). Il est impossible de mentionner le facteur de consommation ou la consommation pra-tique dans la fiche des données de produit, parce qu'il dépend d'un certain nombre de conditions externes, telles que :a. Ondulation de la couche de peinture :
Lorsque la peinture est appliquée à la main, la couche présentera une certaine ondula-tion en surface. De même, l'épaisseur de
la couche moyenne sera plus élevée que l'épaisseur de la couche sèche indiquée, afin de respecter la règle 80:20 par exemple. Cela signifie que la consommation de pein-ture sera supérieure à la quantité calcu-lée théorique, si vous souhaitez atteindre l'épaisseur minimum de la couche spécifiée.b. Dimensions et forme de la surface :
Les surfaces complexes et de petites dimen-sions entraîneront une consommation plus importante, à cause d'un surplus de pulvé-risation, que les surfaces carrées et plates, qui sont utilisées pour le calcul théorique.c. Inégalités de surface du substrat :
Lorsqu'un substrat présente une surface particulièrement rugueuse, celle-ci crée un « volume mort » qui utilisera plus de peinture que dans le cas d'une surface lisse, et cela affectera tous les calculs théoriques. Dans le cas des primaires d'atelier avec une couche fine, la surface semblera plus grande et entraînera une consommation de peinture plus élevée, puisque la couche de peinture devra recouvrir les inégalités de surface.d. Pertes physiques :
Des facteurs tels que les résidus dans les bidons, les pompes et la tuyauterie, la peinture abandonnée à cause d'une date de péremption périmée, les pertes dues aux conditions atmosphériques, les faibles compétences du peintre, etc., contribueront tous à augmenter la consommation.
5 DÉFINITIONS UTILES
Pour de plus amples informations sur les définitions et les explications, veuillez contacter votre représentant Hempel.
SYSTÈMES DE PEINTURE RECOMMANDÉS POUR LES DIFFÉRENTES CATÉGORIES DE CORROSIVITÉ ATMOSPHÉRIQUE ET AUTRES TYPES D'ENVIRONNEMENT (conformément à la norme ISO 12944-5:2007)
CATÉGORIE DE CORROSIVITÉ C1/C2
CATÉGORIE DE CORROSIVITÉ C3
CATÉGORIE DE CORROSIVITÉ C4
CATÉGORIE DE CORROSIVITÉ C5-I
CATÉGORIE DE CORROSIVITÉ C5-M
STRUCTURES IMMERGÉES
STRUCTURES RÉSISTANTES À LA CHALEUR
6 SYSTÈMES DE PEINTURE HEMPEL
SYSTÈMES DE PEINTURE HEMPEL
24
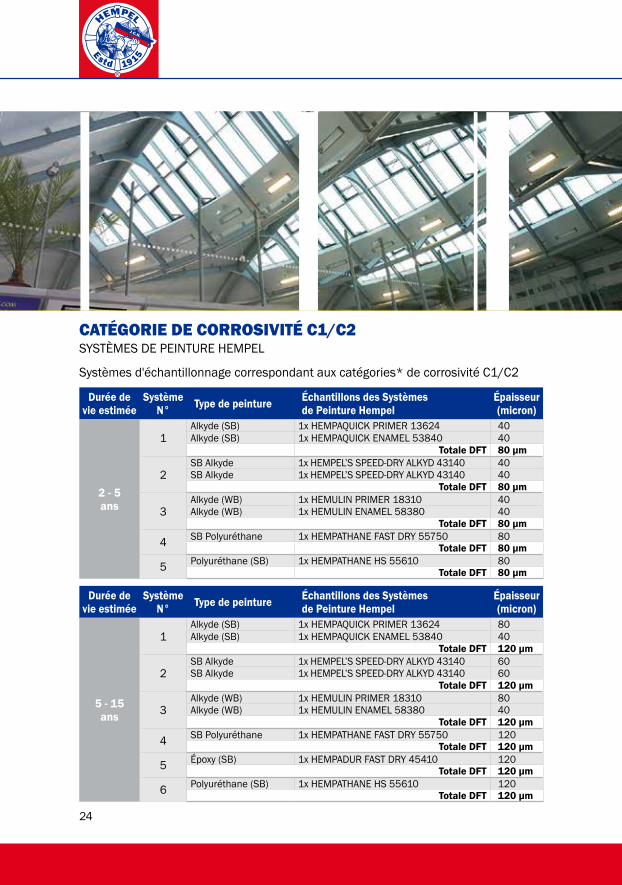
CATÉGORIE DE CORROSIVITÉ C1/C2SYSTÈMES DE PEINTURE HEMPEL
Systèmes d'échantillonnage correspondant aux catégories* de corrosivité C1/C2
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
2 - 5 ans
1Alkyde (SB) 1x HEMPAQUICK PRIMER 13624 40Alkyde (SB) 1x HEMPAQUICK ENAMEL 53840 40
Totale DFT 80 μm
2SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 40SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 40
Totale DFT 80 μm
3Alkyde (WB) 1x HEMULIN PRIMER 18310 40Alkyde (WB) 1x HEMULIN ENAMEL 58380 40
Totale DFT 80 μm
4 SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 80Totale DFT 80 μm
5 Polyuréthane (SB) 1x HEMPATHANE HS 55610 80Totale DFT 80 μm
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Alkyde (SB) 1x HEMPAQUICK PRIMER 13624 80Alkyde (SB) 1x HEMPAQUICK ENAMEL 53840 40
Totale DFT 120 μm
2SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 60SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 60
Totale DFT 120 μm
3Alkyde (WB) 1x HEMULIN PRIMER 18310 80Alkyde (WB) 1x HEMULIN ENAMEL 58380 40
Totale DFT 120 μm
4 SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 120Totale DFT 120 μm
5 Époxy (SB) 1x HEMPADUR FAST DRY 45410 120Totale DFT 120 μm
6 Polyuréthane (SB) 1x HEMPATHANE HS 55610 120Totale DFT 120 μm
C1/C
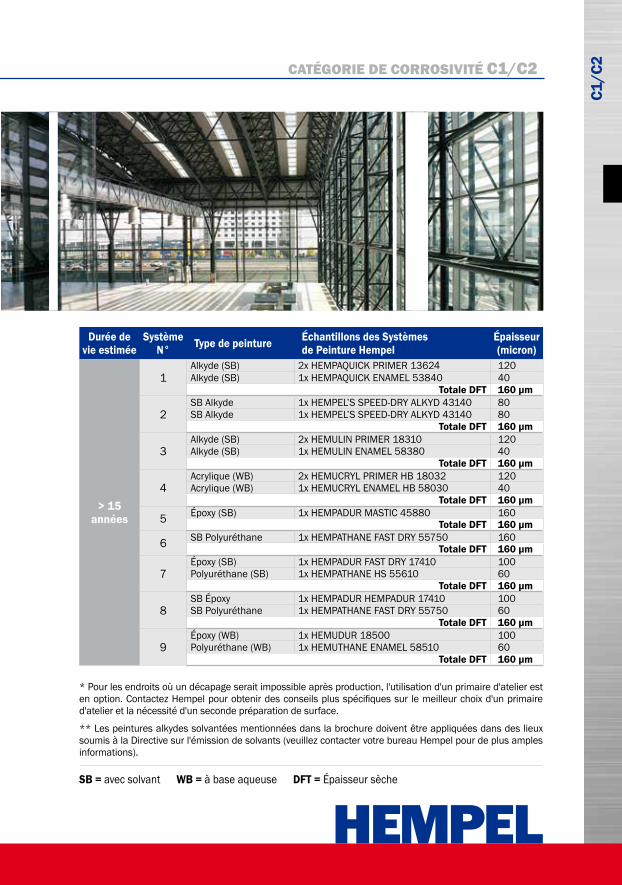
2CATÉGORIE DE CORROSIVITÉ C1/C2
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1Alkyde (SB) 2x HEMPAQUICK PRIMER 13624 120Alkyde (SB) 1x HEMPAQUICK ENAMEL 53840 40
Totale DFT 160 μm
2SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 80SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 80
Totale DFT 160 μm
3Alkyde (SB) 2x HEMULIN PRIMER 18310 120Alkyde (SB) 1x HEMULIN ENAMEL 58380 40
Totale DFT 160 μm
4Acrylique (WB) 2x HEMUCRYL PRIMER HB 18032 120Acrylique (WB) 1x HEMUCRYL ENAMEL HB 58030 40
Totale DFT 160 μm
5 Époxy (SB) 1x HEMPADUR MASTIC 45880 160Totale DFT 160 μm
6 SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 160Totale DFT 160 μm
7Époxy (SB) 1x HEMPADUR FAST DRY 17410 100Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 160 μm
8SB Époxy 1x HEMPADUR HEMPADUR 17410 100SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 60
Totale DFT 160 μm
9Époxy (WB) 1x HEMUDUR 18500 100Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 160 μm
* Pour les endroits où un décapage serait impossible après production, l'utilisation d'un primaire d'atelier est en option. Contactez Hempel pour obtenir des conseils plus spécifiques sur le meilleur choix d'un primaire d'atelier et la nécessité d'un seconde préparation de surface.
** Les peintures alkydes solvantées mentionnées dans la brochure doivent être appliquées dans des lieux soumis à la Directive sur l'émission de solvants (veuillez contacter votre bureau Hempel pour de plus amples informations).
26
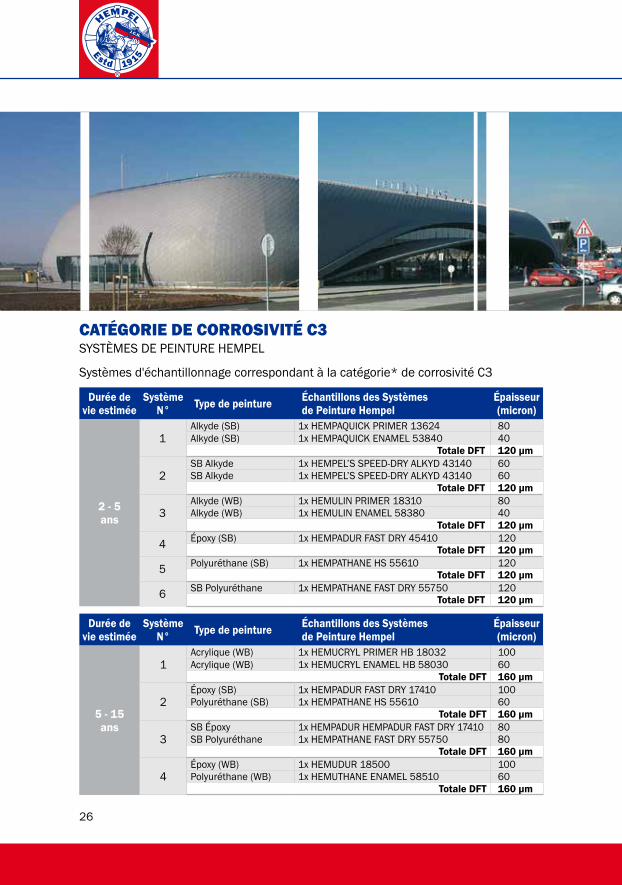
CATÉGORIE DE CORROSIVITÉ C3SYSTÈMES DE PEINTURE HEMPEL
Systèmes d'échantillonnage correspondant à la catégorie* de corrosivité C3
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
2 - 5 ans
1Alkyde (SB) 1x HEMPAQUICK PRIMER 13624 80Alkyde (SB) 1x HEMPAQUICK ENAMEL 53840 40
Totale DFT 120 μm
2SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 60SB Alkyde 1x HEMPEL’S SPEED-DRY ALKYD 43140 60
Totale DFT 120 μm
3Alkyde (WB) 1x HEMULIN PRIMER 18310 80Alkyde (WB) 1x HEMULIN ENAMEL 58380 40
Totale DFT 120 μm
4 Époxy (SB) 1x HEMPADUR FAST DRY 45410 120Totale DFT 120 μm
5 Polyuréthane (SB) 1x HEMPATHANE HS 55610 120Totale DFT 120 μm
6 SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 120Totale DFT 120 μm
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Acrylique (WB) 1x HEMUCRYL PRIMER HB 18032 100Acrylique (WB) 1x HEMUCRYL ENAMEL HB 58030 60
Totale DFT 160 μm
2Époxy (SB) 1x HEMPADUR FAST DRY 17410 100Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 160 μm
3SB Époxy 1x HEMPADUR HEMPADUR FAST DRY 17410 80SB Polyuréthane 1x HEMPATHANE FAST DRY 55750 80
Totale DFT 160 μm
4Époxy (WB) 1x HEMUDUR 18500 100Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 160 μm
C3
CATÉGORIE DE CORROSIVITÉ C3
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
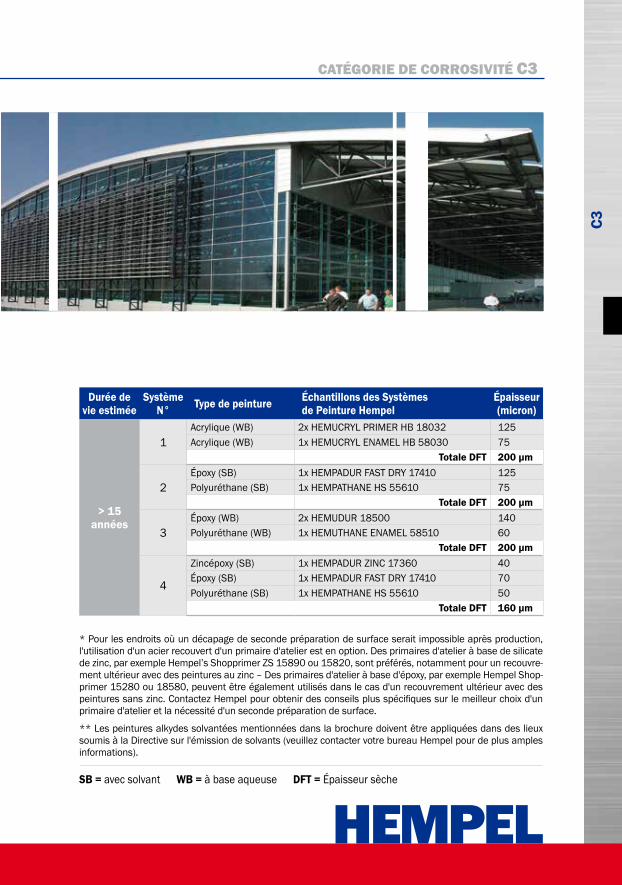
* Pour les endroits où un décapage de seconde préparation de surface serait impossible après production, l'utilisation d'un acier recouvert d'un primaire d'atelier est en option. Des primaires d'atelier à base de silicate de zinc, par exemple Hempel’s Shopprimer ZS 15890 ou 15820, sont préférés, notamment pour un recouvre-ment ultérieur avec des peintures au zinc – Des primaires d'atelier à base d'époxy, par exemple Hempel Shop-primer 15280 ou 18580, peuvent être également utilisés dans le cas d'un recouvrement ultérieur avec des peintures sans zinc. Contactez Hempel pour obtenir des conseils plus spécifiques sur le meilleur choix d'un primaire d'atelier et la nécessité d'un seconde préparation de surface.
** Les peintures alkydes solvantées mentionnées dans la brochure doivent être appliquées dans des lieux soumis à la Directive sur l'émission de solvants (veuillez contacter votre bureau Hempel pour de plus amples informations).
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1Acrylique (WB) 2x HEMUCRYL PRIMER HB 18032 125Acrylique (WB) 1x HEMUCRYL ENAMEL HB 58030 75
Totale DFT 200 μm
2Époxy (SB) 1x HEMPADUR FAST DRY 17410 125Polyuréthane (SB) 1x HEMPATHANE HS 55610 75
Totale DFT 200 μm
3Époxy (WB) 2x HEMUDUR 18500 140Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 200 μm
4
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 40Époxy (SB) 1x HEMPADUR FAST DRY 17410 70Polyuréthane (SB) 1x HEMPATHANE HS 55610 50
Totale DFT 160 μm
28
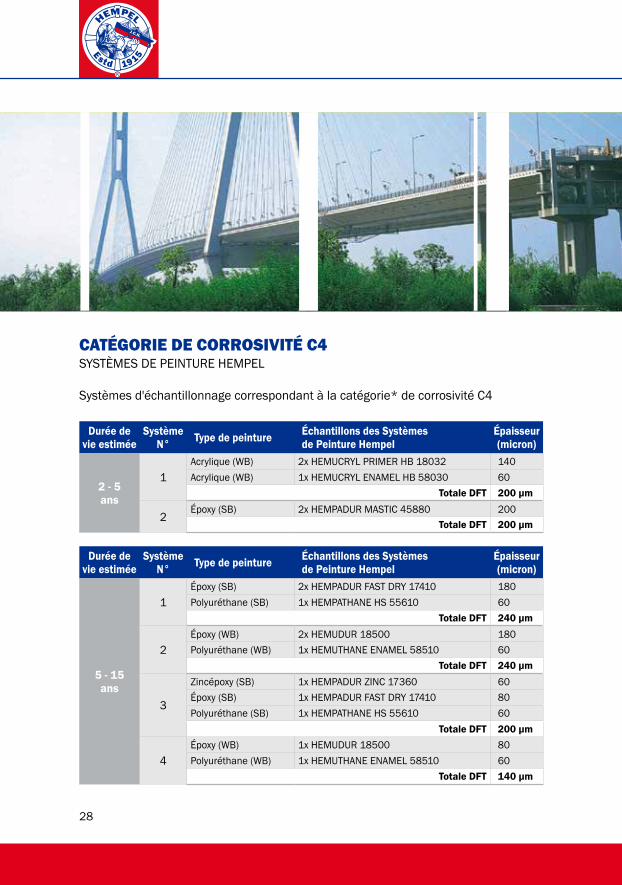
CATÉGORIE DE CORROSIVITÉ C4SYSTÈMES DE PEINTURE HEMPEL
Systèmes d'échantillonnage correspondant à la catégorie* de corrosivité C4
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
2 - 5 ans
1Acrylique (WB) 2x HEMUCRYL PRIMER HB 18032 140Acrylique (WB) 1x HEMUCRYL ENAMEL HB 58030 60
Totale DFT 200 μm
2Époxy (SB) 2x HEMPADUR MASTIC 45880 200
Totale DFT 200 μm
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Époxy (SB) 2x HEMPADUR FAST DRY 17410 180Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 240 μm
2Époxy (WB) 2x HEMUDUR 18500 180Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 240 μm
3
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 1x HEMPADUR FAST DRY 17410 80Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 200 μm
4Époxy (WB) 1x HEMUDUR 18500 80Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 140 μm
C4
CATÉGORIE DE CORROSIVITÉ C4
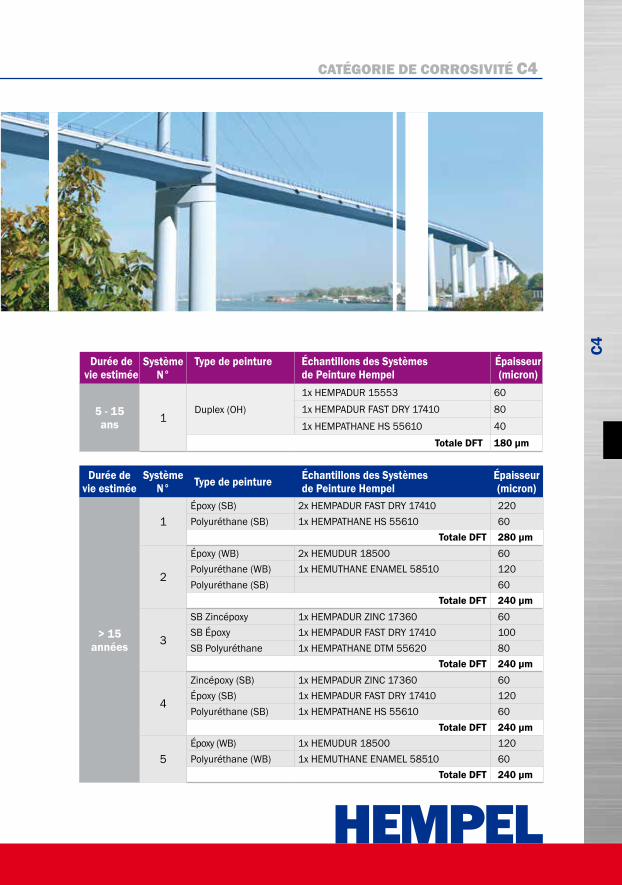
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1Époxy (SB) 2x HEMPADUR FAST DRY 17410 220Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 280 μm
2
Époxy (WB) 2x HEMUDUR 18500 60Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 120Polyuréthane (SB) 60
Totale DFT 240 μm
3
SB Zincépoxy 1x HEMPADUR ZINC 17360 60SB Époxy 1x HEMPADUR FAST DRY 17410 100SB Polyuréthane 1x HEMPATHANE DTM 55620 80
Totale DFT 240 μm
4
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 1x HEMPADUR FAST DRY 17410 120Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 240 μm
5Époxy (WB) 1x HEMUDUR 18500 120Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 240 μm
Durée de vie estimée
Système N°
Type de peinture Échantillons des Systèmes de Peinture Hempel
Épaisseur (micron)
5 - 15 ans 1
Duplex (OH)1x HEMPADUR 15553 601x HEMPADUR FAST DRY 17410 801x HEMPATHANE HS 55610 40
Totale DFT 180 μm
30
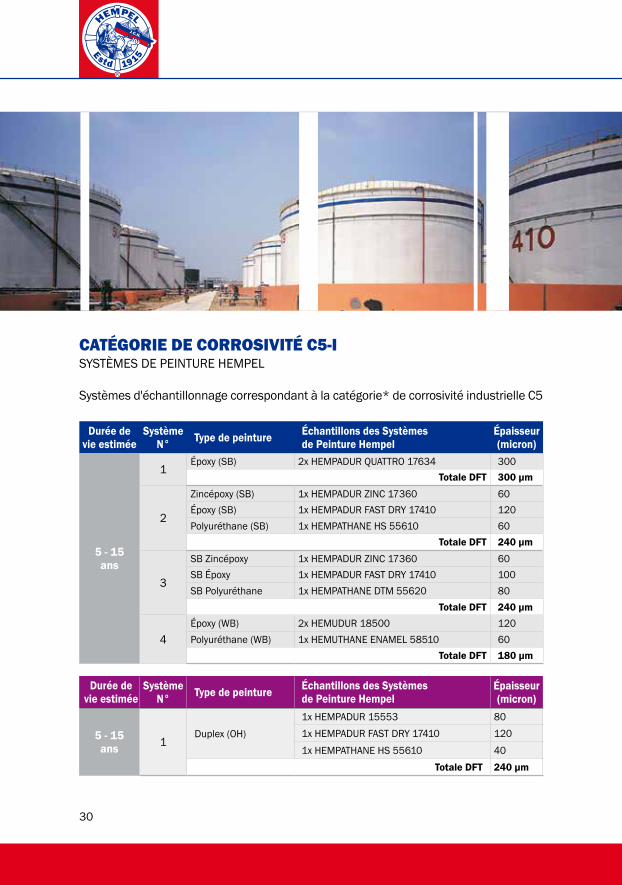
CATÉGORIE DE CORROSIVITÉ C5-ISYSTÈMES DE PEINTURE HEMPEL
Systèmes d'échantillonnage correspondant à la catégorie* de corrosivité industrielle C5
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Époxy (SB) 2x HEMPADUR QUATTRO 17634 300
Totale DFT 300 μm
2
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 1x HEMPADUR FAST DRY 17410 120Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 240 μm
3
SB Zincépoxy 1x HEMPADUR ZINC 17360 60SB Époxy 1x HEMPADUR FAST DRY 17410 100SB Polyuréthane 1x HEMPATHANE DTM 55620 80
Totale DFT 240 μm
4Époxy (WB) 2x HEMUDUR 18500 120Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 180 μm
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans 1
Duplex (OH)1x HEMPADUR 15553 801x HEMPADUR FAST DRY 17410 1201x HEMPATHANE HS 55610 40
Totale DFT 240 μm
C5-I
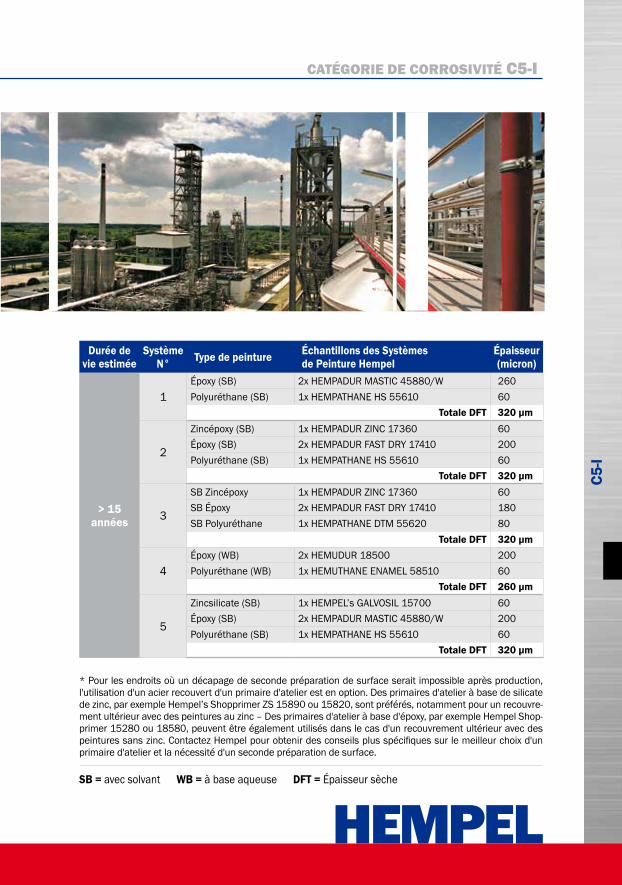
CATÉGORIE DE CORROSIVITÉ C5-I
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
* Pour les endroits où un décapage de seconde préparation de surface serait impossible après production, l'utilisation d'un acier recouvert d'un primaire d'atelier est en option. Des primaires d'atelier à base de silicate de zinc, par exemple Hempel’s Shopprimer ZS 15890 ou 15820, sont préférés, notamment pour un recouvre-ment ultérieur avec des peintures au zinc – Des primaires d'atelier à base d'époxy, par exemple Hempel Shop-primer 15280 ou 18580, peuvent être également utilisés dans le cas d'un recouvrement ultérieur avec des peintures sans zinc. Contactez Hempel pour obtenir des conseils plus spécifiques sur le meilleur choix d'un primaire d'atelier et la nécessité d'un seconde préparation de surface.
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1Époxy (SB) 2x HEMPADUR MASTIC 45880/W 260Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm
2
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 2x HEMPADUR FAST DRY 17410 200Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm
3
SB Zincépoxy 1x HEMPADUR ZINC 17360 60SB Époxy 2x HEMPADUR FAST DRY 17410 180SB Polyuréthane 1x HEMPATHANE DTM 55620 80
Totale DFT 320 μm
4Époxy (WB) 2x HEMUDUR 18500 200Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 260 μm
5
Zincsilicate (SB) 1x HEMPEL’s GALVOSIL 15700 60Époxy (SB) 2x HEMPADUR MASTIC 45880/W 200Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm
32
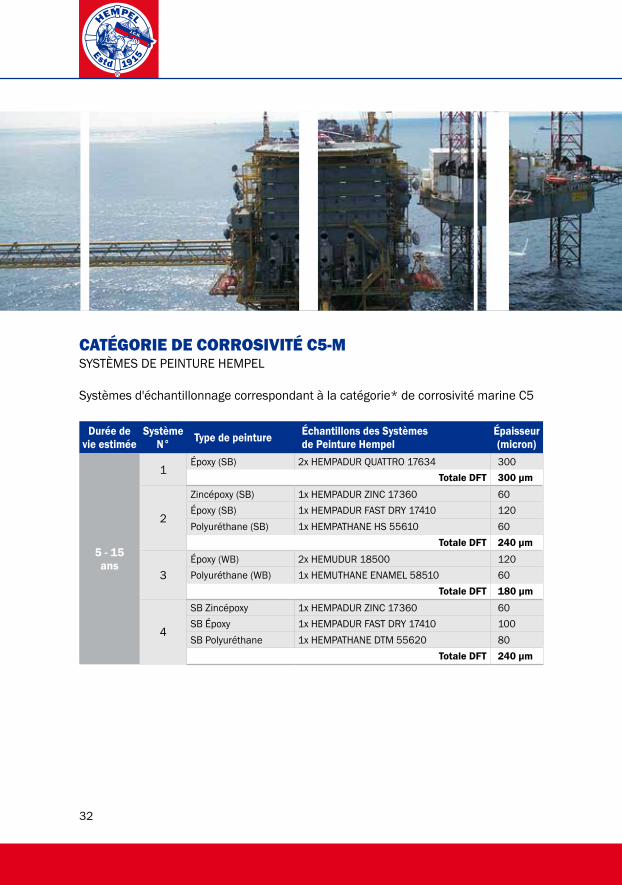
CATÉGORIE DE CORROSIVITÉ C5-MSYSTÈMES DE PEINTURE HEMPEL
Systèmes d'échantillonnage correspondant à la catégorie* de corrosivité marine C5
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Époxy (SB) 2x HEMPADUR QUATTRO 17634 300
Totale DFT 300 μm
2
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 1x HEMPADUR FAST DRY 17410 120Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 240 μm
3Époxy (WB) 2x HEMUDUR 18500 120Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 180 μm
4
SB Zincépoxy 1x HEMPADUR ZINC 17360 60SB Époxy 1x HEMPADUR FAST DRY 17410 100SB Polyuréthane 1x HEMPATHANE DTM 55620 80
Totale DFT 240 μm
C5-M
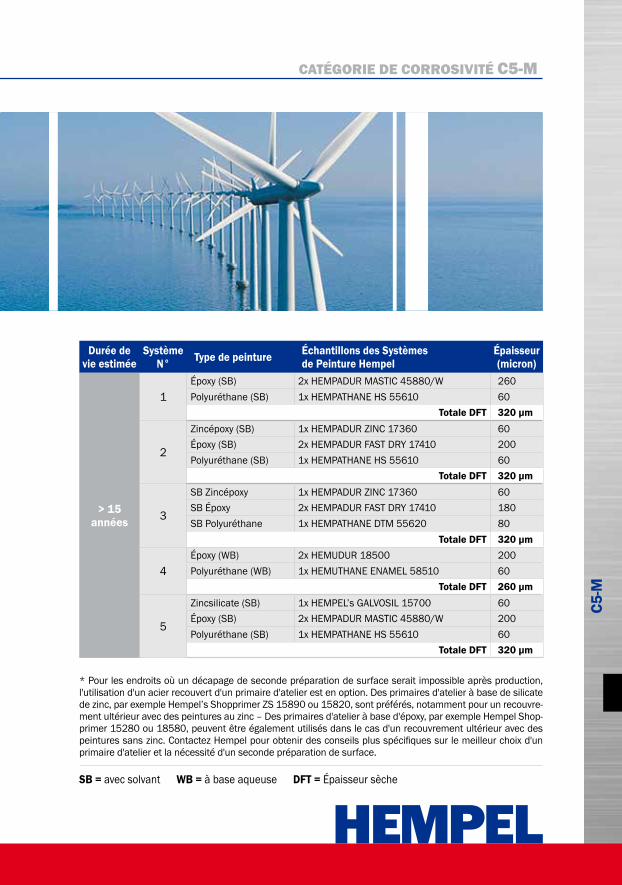
CATÉGORIE DE CORROSIVITÉ C5-M
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
* Pour les endroits où un décapage de seconde préparation de surface serait impossible après production, l'utilisation d'un acier recouvert d'un primaire d'atelier est en option. Des primaires d'atelier à base de silicate de zinc, par exemple Hempel’s Shopprimer ZS 15890 ou 15820, sont préférés, notamment pour un recouvre-ment ultérieur avec des peintures au zinc – Des primaires d'atelier à base d'époxy, par exemple Hempel Shop-primer 15280 ou 18580, peuvent être également utilisés dans le cas d'un recouvrement ultérieur avec des peintures sans zinc. Contactez Hempel pour obtenir des conseils plus spécifiques sur le meilleur choix d'un primaire d'atelier et la nécessité d'un seconde préparation de surface.
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1Époxy (SB) 2x HEMPADUR MASTIC 45880/W 260Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm
2
Zincépoxy (SB) 1x HEMPADUR ZINC 17360 60Époxy (SB) 2x HEMPADUR FAST DRY 17410 200Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm
3
SB Zincépoxy 1x HEMPADUR ZINC 17360 60SB Époxy 2x HEMPADUR FAST DRY 17410 180SB Polyuréthane 1x HEMPATHANE DTM 55620 80
Totale DFT 320 μm
4Époxy (WB) 2x HEMUDUR 18500 200Polyuréthane (WB) 1x HEMUTHANE ENAMEL 58510 60
Totale DFT 260 μm
5
Zincsilicate (SB) 1x HEMPEL’s GALVOSIL 15700 60Époxy (SB) 2x HEMPADUR MASTIC 45880/W 200Polyuréthane (SB) 1x HEMPATHANE HS 55610 60
Totale DFT 320 μm

34
STRUCTURES IMMERGÉES SYSTÈMES DE PEINTURE HEMPEL
1. Pour les structures en acier immergées dans l'eau (à l'exclusion de l'eau potable) ou enterrées dans le sol
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
5 - 15 ans
1Époxy HEMPADUR QUATTRO 17634 190Époxy HEMPADUR QUATTRO 17634 190
Totale DFT 380 μm
2Époxy HEMPADUR MASTIC 45880/W 190Époxy HEMPADUR MASTIC 45880 190
Totale DFT 380 μm
3Époxy GS HEMPADUR MULTI-STRENGTH GF 35870 400Époxy GS HEMPADUR MULTI-STRENGTH GF 35870 60
Totale DFT 460 μm
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années
1
Époxy HEMPADUR QUATTRO 17634 150Époxy HEMPADUR QUATTRO 17634 150Époxy HEMPADUR QUATTRO 17634 150
Totale DFT 450 μm
2
Époxy HEMPADUR MULTI-STRENGTH 45703 150Époxy HEMPADUR MULTI-STRENGTH 45753 150Époxy HEMPADUR MULTI-STRENGTH 45753 150
Totale DFT 450 μm
3Époxy HEMPADUR MULTI-STRENGTH 45851 250Époxy HEMPADUR MULTI-STRENGTH 45851 250
Totale DFT 500 μm
STRU
CTUR
ES
IMM
ERGÉ
ES
STRUCTURES IMMERGÉES
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
2. Pour les structures en acier immergées dans de l'eau potable
3. Revêtements de cuve pour combustibles (pétrole brut, carburéacteur, essence, etc.)
Durée de vie estimée
Système N° Type de peinture Échantillons des Systèmes
de Peinture HempelÉpaisseur (micron)
> 15 années 1
Époxy (oplosmiddelvrij) HEMPADUR 35560 200
Époxy(oplosmiddelvrij) HEMPADUR 35560 200
Totale DFT 400 μm
Type de peinture Échantillons des Systèmes de Peinture Hempel
Épaisseur (micron)
Époxy (fenol) HEMPADUR 85170 150
Époxy (fenol) HEMPADUR 85170 150
Totale DFT 300 μm
Pour obtenir des recommandations sur les revêtements de cuve pour d'autres produits chimiques, contactez votre bureau Hempel.
36
STRUCTURES RÉSISTANTES À LA CHALEURSYSTÈMES DE PEINTURE HEMPEL
Pour les structures en acier qui nécessitent d'être résistantes à la chaleur
Résistance maximum à la chaleur : 600°C
Résistance maximum à la chaleur : 500°C
Type de peinture Échantillons des Systèmes de Peinture Hempel
Épaisseur (micron)
Silicone HEMPEL’S SILICONE ALUMINIUM 56914 25
Silicone HEMPEL’S SILICONE ALUMINIUM 56914 25
Silicone HEMPEL’S SILICONE ALUMINIUM 56914 25
Totale DFT 75 μm
Type de peinture Échantillons des Systèmes de Peinture Hempel
Épaisseur (micron)
Zincsilicate HEMPEL’S GALVOSIL 15700 75
Silicone HEMPEL’S SILICONE ALUMINIUM 56914 25
Silicone HEMPEL’S SILICONE ALUMINIUM 56914 25
Totale DFT 125 μm
STRUCTURES RÉSISTANTES À LA CHALEUR
SB = avec solvant WB = à base aqueuse DFT = Épaisseur sèche
Hempel peut vous proposer de nombreux autres systèmes de revêtement adaptés à vos besoins spécifiques. Pour de plus amples informations, veuillez contacter votre représentant Hempel.
Certains des systèmes Hempel ont été testés en conformité avec la norme ISO 12944-6.Pour de plus amples informations, veuillez contacter votre bureau Hempel.
Résistance maximum à la chaleur : 500°C
Type de peinture Échantillons des Systèmes de Peinture Hempel
Épaisseur (micron)
Zincsilicate HEMPEL’S GALVOSIL 15700 80
Totale DFT 80 μm
38
39
NL
08/2
014
FR
HEMPEL (France) SAS5 Rue De L'EuropeF-60149 Saint Crepin-IbouvillersTel.: +33 (0) 344082890Fax: +33 (0) 344082899E-mail: [email protected]