Embed Size (px)
Citation preview

1
CONTRÔLE DIMENSIONNEL À CHAUD SANS CONTACT SUR TIGES DE FORAGE
CONTACTLESS DIMENSIONAL CONTROL ON HOT DRILL PIPES
F. DENEUVILLE, S. PETIT, B. BISIAUX – VALLOUREC RESEARCH AULNOYE 60 route de Leval – 59620 AULNOYE AYMERIES
P. WESTEEL – VAM DRILLING FRANCE 62 route de Leval – 59620 AULNOYE AYMERIES
E-mail : [email protected]
RESUME Les tiges de forages sont produites à partir de tubes en acier sans soudure. Les extrémités des tubes sont sur-épaissies par pressage avant d'y souder par friction des raccords filetés. Après pressage, les profils internes et externes en extrémités doivent répondre aux tolérances géométriques imposées par les normes pétrolières. Ces profils sont contrôlés à chaud (800 à 1200°C) directement en sortie de presse afin de suivre et de corriger, si besoin, en continu les réglages de la presse. Pour ce contrôle, les usines VAM Drilling du groupe Vallourec utilisent actuellement un pantographe mécanique qui réalise une mesure par contact. Pour optimiser ce contrôle et notamment le rendre plus rapide et entièrement automatique, un procédé de contrôle dimensionnel sans contact a été conçu par le Centre de Recherche de Vallourec (Vallourec Research Aulnoye). Le principe est basé sur l'utilisation de capteurs à triangulation laser et d’un système de renvoi d'angle spécifique. Un traitement du signal spécifique permet de plus de rendre le contrôle totalement automatique. ABSTRACT Drill pipes are produced from seamless steel tubes. An over-thickness is made at tubes ends by pressing, before the welding by friction of threaded tools at these ends. After the pressing operation, inner and outer upsets profiles must respect the geometrical tolerances required by the oil industry standards. These profiles are controlled in hot conditions (800 to 1200°C) directly after the pressing, in order to continuously follow and correct if needed the press settings. For this control, the VAM Drilling plants of the Vallourec group use currently a mechanical pantograph which achieves an in-contact measurement. For optimizing this control and especially making it faster and entirely automatic, a method of contactless dimensional control has been designed by the Vallourec research center (Vallourec Research Aulnoye). The principle is based on the use of triangulation laser sensors and of a system for laser beam deflexion. A specifically developed signal processing allows also an entirely automatic control.
INTRODUCTION Les tiges de forage utilisées dans les puits de pétrole fournis par VAM Drilling sont constituées d’un tube sans soudure en aciers sur lequel les extrémités ont été déformées par pressage avant d’y souder par friction un outil de connexion fileté. La déformation des extrémités du tube initial permet de garantir les propriétés mécaniques de l’ensemble de la tige après les opérations de soudage : il s’agit d’un épaississement progressif obtenu par forgeage. De la géométrie du profil de l’épaississement dépendent les performances de la
2
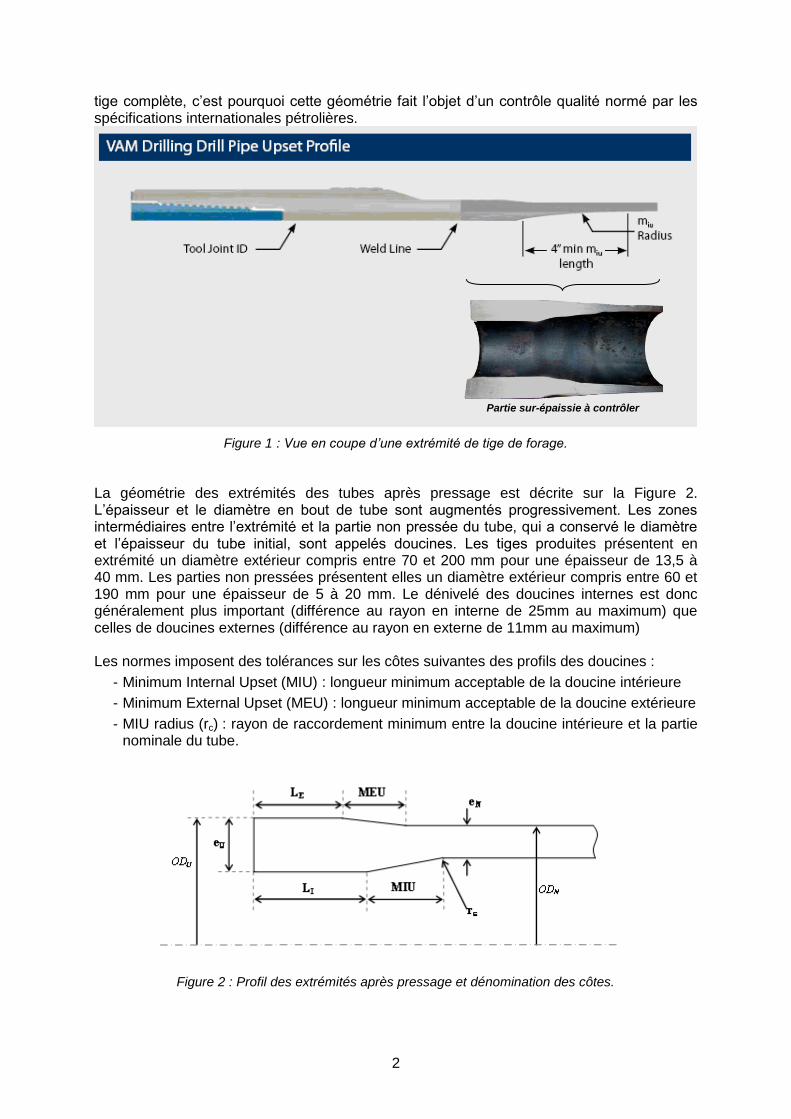
tige complète, c’est pourquoi cette géométrie fait l’objet d’un contrôle qualité normé par les spécifications internationales pétrolières.
Figure 1 : Vue en coupe d’une extrémité de tige de forage. La géométrie des extrémités des tubes après pressage est décrite sur la Figure 2. L’épaisseur et le diamètre en bout de tube sont augmentés progressivement. Les zones intermédiaires entre l’extrémité et la partie non pressée du tube, qui a conservé le diamètre et l’épaisseur du tube initial, sont appelés doucines. Les tiges produites présentent en extrémité un diamètre extérieur compris entre 70 et 200 mm pour une épaisseur de 13,5 à 40 mm. Les parties non pressées présentent elles un diamètre extérieur compris entre 60 et 190 mm pour une épaisseur de 5 à 20 mm. Le dénivelé des doucines internes est donc généralement plus important (différence au rayon en interne de 25mm au maximum) que celles de doucines externes (différence au rayon en externe de 11mm au maximum) Les normes imposent des tolérances sur les côtes suivantes des profils des doucines :
- Minimum Internal Upset (MIU) : longueur minimum acceptable de la doucine intérieure
- Minimum External Upset (MEU) : longueur minimum acceptable de la doucine extérieure
- MIU radius (rc) : rayon de raccordement minimum entre la doucine intérieure et la partie nominale du tube.
Figure 2 : Profil des extrémités après pressage et dénomination des côtes.
Partie sur-épaissie à contrôler

3
Ces profils sont contrôlés directement en sortie de presse afin de suivre et de corriger, si besoin, en continu les réglages de la presse. Ce contrôle s’effectue donc alors que les extrémités des tubes présentent encore une température élevée : entre 800 et 1200°C selon la vitesse de la ligne. Aujourd’hui, ce contrôle dimensionnel est effectué par le biais d’un système mécanique de type pantographe qui réalise une mesure par contact des profils (Figure 3). Ce système est composé de deux tiges équipées de pointes qui permettent de palper respectivement les profils intérieurs et extérieurs des extrémités. Un balayage linéaire des tiges sur une longueur de 500mm à l’intérieur des tubes est réalisé pour effectuer la mesure des profils. Les normes imposant de mesurer les profils de 3 génératrices du tube à 120°, c’est pourquoi le tube est monté sur un tourne-tube, et le balayage linéaire est effectué successivement sur les 3 positions différentes du tube.
Figure 3 : Système de contrôle actuel des profils par un pantographe mécanique.
Afin d’accroître la productivité, de nouvelles solutions de mesures sans contact ont été étudiées afin de rendre le contrôle des profils des extrémités après pressage plus rapide et entièrement automatique.
DESCRIPTION DE LA SOLUTION TECHNIQUE RETENUE Principe de base La solution retenue pour la mesure sans contact est l’utilisation de capteur à triangulation laser (Figure 4). Ce choix a été motivé par les avantages de ces capteurs qui correspondent aux besoins du contrôle souhaité. En effet ces capteurs permettent de couvrir une gamme de mesure importante, ce qui permettra de réaliser la mesure sur les produits présentant les plus fortes différences d’épaisseur en extrémité. Ils offrent une fréquence d’acquisition élevée qui permet une mesure rapide des profils. Enfin une acquisition sur un PC dédié des mesures de ces capteurs est facilement réalisable, ce qui permet d’assurer un traitement automatisé de la mesure des profils. Pour garantir une qualité de mesure sur les tubes à haute températures (acier rouge), nous avons choisi d’utiliser les capteurs « optoNCDT 1700 » fabriqués par la société Micro-epsilon. Ces capteurs sont effet équipés de la technologie RTSC (Real Time Surface Compensation), qui permet de mesurer le degré de réflexion de l’objet à mesurer et d’adapter en temps réel le temps d’exposition en conséquence. Nous avons validé par une première mesure en laboratoire que ces capteurs permettent de réaliser des mesures de distance fiables sur des pièces en acier à haute température (Figure 5). Une autre solution
4
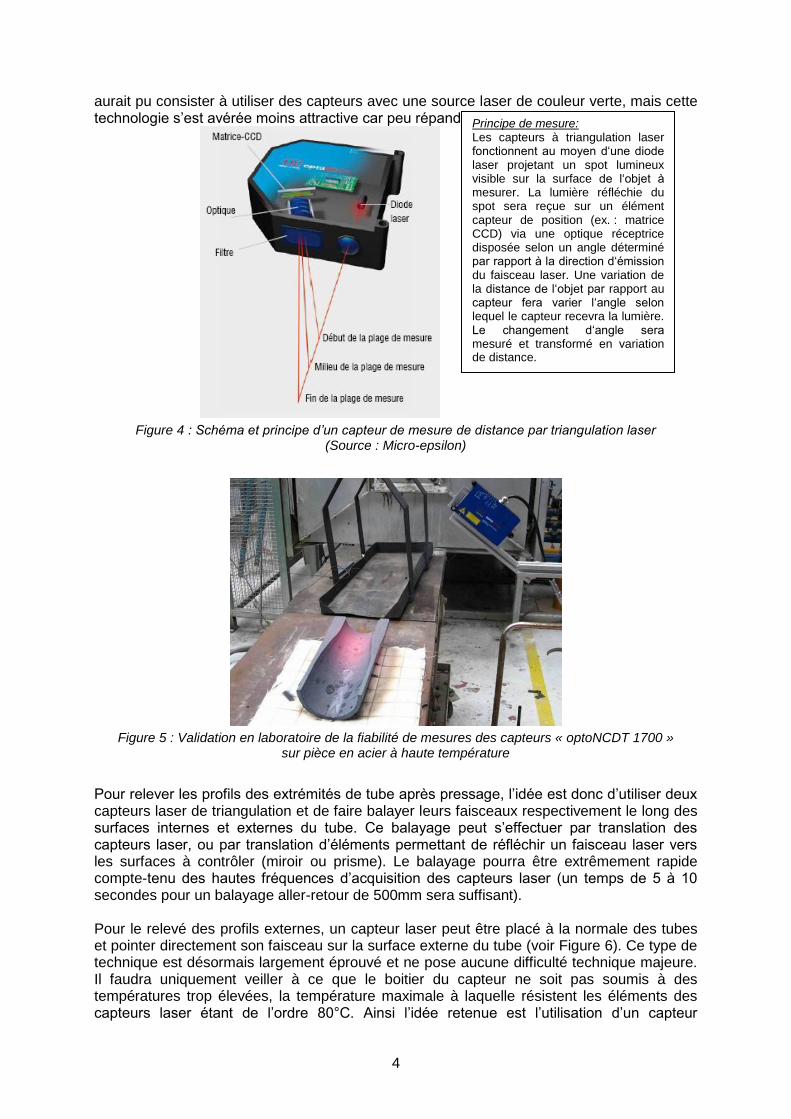
aurait pu consister à utiliser des capteurs avec une source laser de couleur verte, mais cette technologie s’est avérée moins attractive car peu répandue sur le marché.
Figure 4 : Schéma et principe d’un capteur de mesure de distance par triangulation laser
(Source : Micro-epsilon)
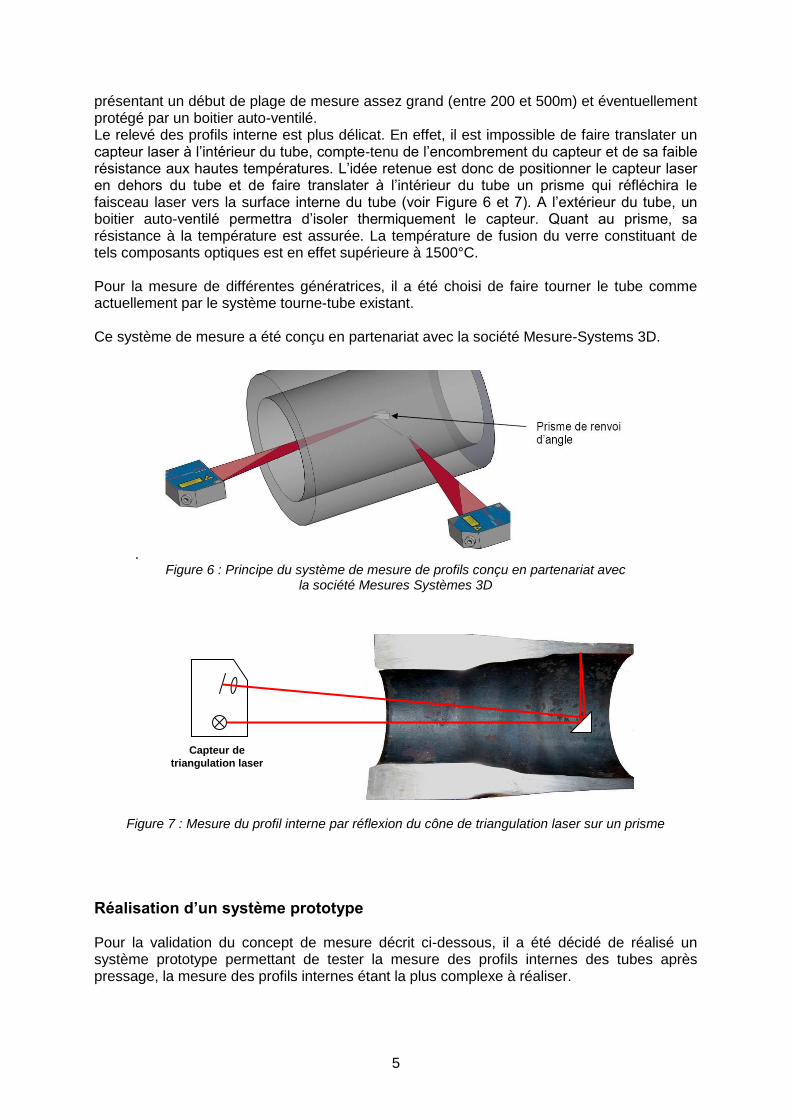
Figure 5 : Validation en laboratoire de la fiabilité de mesures des capteurs « optoNCDT 1700 »
sur pièce en acier à haute température
Pour relever les profils des extrémités de tube après pressage, l’idée est donc d’utiliser deux capteurs laser de triangulation et de faire balayer leurs faisceaux respectivement le long des surfaces internes et externes du tube. Ce balayage peut s’effectuer par translation des capteurs laser, ou par translation d’éléments permettant de réfléchir un faisceau laser vers les surfaces à contrôler (miroir ou prisme). Le balayage pourra être extrêmement rapide compte-tenu des hautes fréquences d’acquisition des capteurs laser (un temps de 5 à 10 secondes pour un balayage aller-retour de 500mm sera suffisant). Pour le relevé des profils externes, un capteur laser peut être placé à la normale des tubes et pointer directement son faisceau sur la surface externe du tube (voir Figure 6). Ce type de technique est désormais largement éprouvé et ne pose aucune difficulté technique majeure. Il faudra uniquement veiller à ce que le boitier du capteur ne soit pas soumis à des températures trop élevées, la température maximale à laquelle résistent les éléments des capteurs laser étant de l’ordre 80°C. Ainsi l’idée retenue est l’utilisation d’un capteur
Principe de mesure: Les capteurs à triangulation laser fonctionnent au moyen d‘une diode laser projetant un spot lumineux visible sur la surface de l‘objet à mesurer. La lumière réfléchie du spot sera reçue sur un élément capteur de position (ex. : matrice CCD) via une optique réceptrice disposée selon un angle déterminé par rapport à la direction d‘émission du faisceau laser. Une variation de la distance de l‘objet par rapport au capteur fera varier l‘angle selon lequel le capteur recevra la lumière. Le changement d‘angle sera mesuré et transformé en variation de distance.
5
présentant un début de plage de mesure assez grand (entre 200 et 500m) et éventuellement protégé par un boitier auto-ventilé. Le relevé des profils interne est plus délicat. En effet, il est impossible de faire translater un capteur laser à l’intérieur du tube, compte-tenu de l’encombrement du capteur et de sa faible résistance aux hautes températures. L’idée retenue est donc de positionner le capteur laser en dehors du tube et de faire translater à l’intérieur du tube un prisme qui réfléchira le faisceau laser vers la surface interne du tube (voir Figure 6 et 7). A l’extérieur du tube, un boitier auto-ventilé permettra d’isoler thermiquement le capteur. Quant au prisme, sa résistance à la température est assurée. La température de fusion du verre constituant de tels composants optiques est en effet supérieure à 1500°C. Pour la mesure de différentes génératrices, il a été choisi de faire tourner le tube comme actuellement par le système tourne-tube existant. Ce système de mesure a été conçu en partenariat avec la société Mesure-Systems 3D.
. Figure 6 : Principe du système de mesure de profils conçu en partenariat avec
la société Mesures Systèmes 3D
Figure 7 : Mesure du profil interne par réflexion du cône de triangulation laser sur un prisme
Réalisation d’un système prototype Pour la validation du concept de mesure décrit ci-dessous, il a été décidé de réalisé un système prototype permettant de tester la mesure des profils internes des tubes après pressage, la mesure des profils internes étant la plus complexe à réaliser.
Capteur de
triangulation laser
6
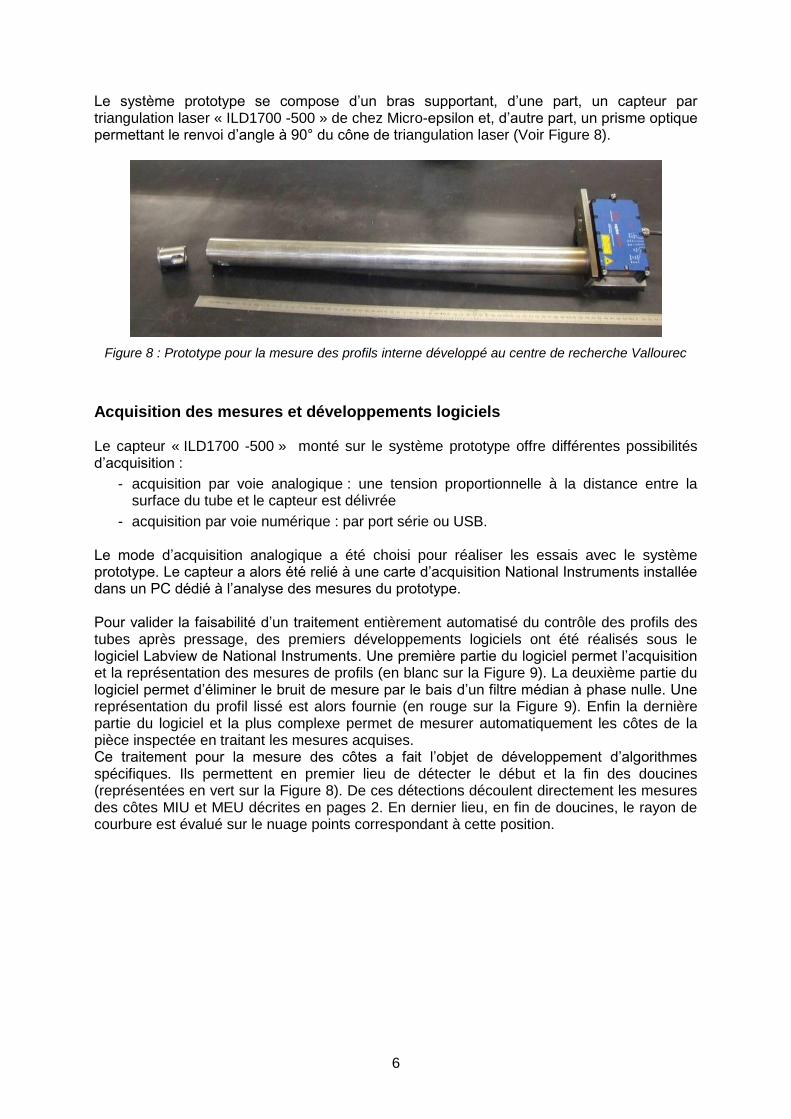
Le système prototype se compose d’un bras supportant, d’une part, un capteur par triangulation laser « ILD1700 -500 » de chez Micro-epsilon et, d’autre part, un prisme optique permettant le renvoi d’angle à 90° du cône de triangulation laser (Voir Figure 8).
Figure 8 : Prototype pour la mesure des profils interne développé au centre de recherche Vallourec
Acquisition des mesures et développements logiciels Le capteur « ILD1700 -500 » monté sur le système prototype offre différentes possibilités d’acquisition :
- acquisition par voie analogique : une tension proportionnelle à la distance entre la surface du tube et le capteur est délivrée
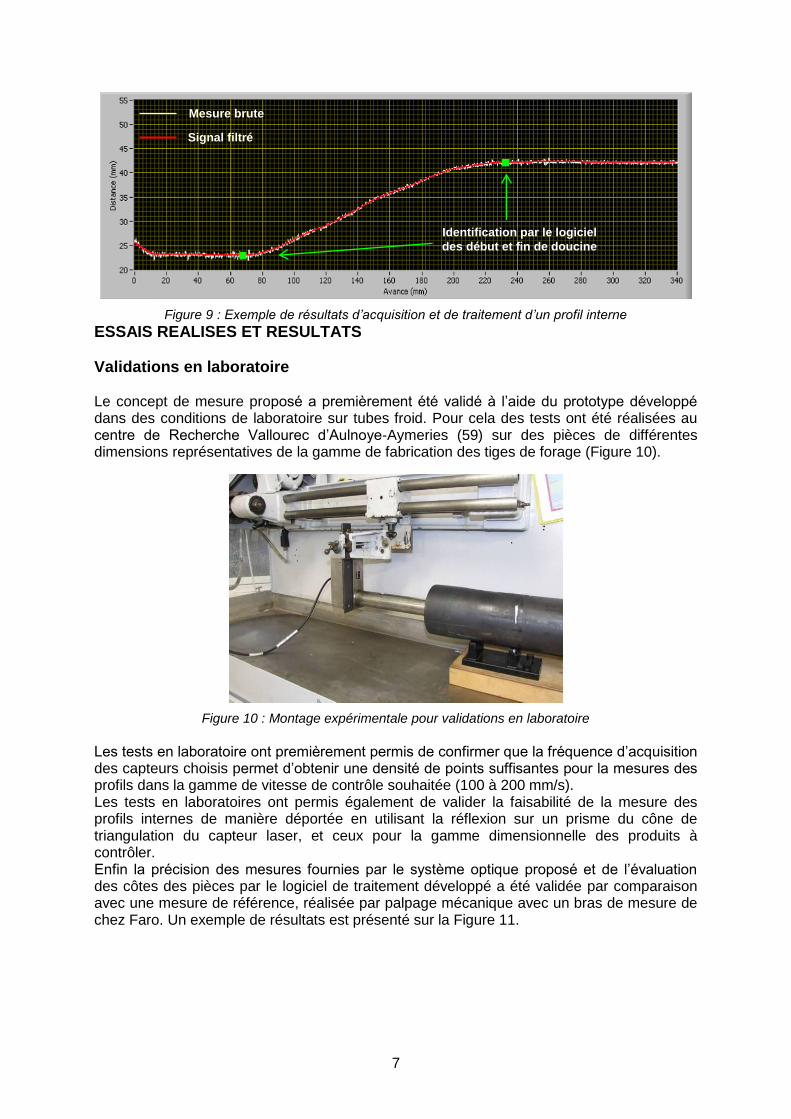
- acquisition par voie numérique : par port série ou USB. Le mode d’acquisition analogique a été choisi pour réaliser les essais avec le système prototype. Le capteur a alors été relié à une carte d’acquisition National Instruments installée dans un PC dédié à l’analyse des mesures du prototype. Pour valider la faisabilité d’un traitement entièrement automatisé du contrôle des profils des tubes après pressage, des premiers développements logiciels ont été réalisés sous le logiciel Labview de National Instruments. Une première partie du logiciel permet l’acquisition et la représentation des mesures de profils (en blanc sur la Figure 9). La deuxième partie du logiciel permet d’éliminer le bruit de mesure par le bais d’un filtre médian à phase nulle. Une représentation du profil lissé est alors fournie (en rouge sur la Figure 9). Enfin la dernière partie du logiciel et la plus complexe permet de mesurer automatiquement les côtes de la pièce inspectée en traitant les mesures acquises. Ce traitement pour la mesure des côtes a fait l’objet de développement d’algorithmes spécifiques. Ils permettent en premier lieu de détecter le début et la fin des doucines (représentées en vert sur la Figure 8). De ces détections découlent directement les mesures des côtes MIU et MEU décrites en pages 2. En dernier lieu, en fin de doucines, le rayon de courbure est évalué sur le nuage points correspondant à cette position.
7
Figure 9 : Exemple de résultats d’acquisition et de traitement d’un profil interne
ESSAIS REALISES ET RESULTATS
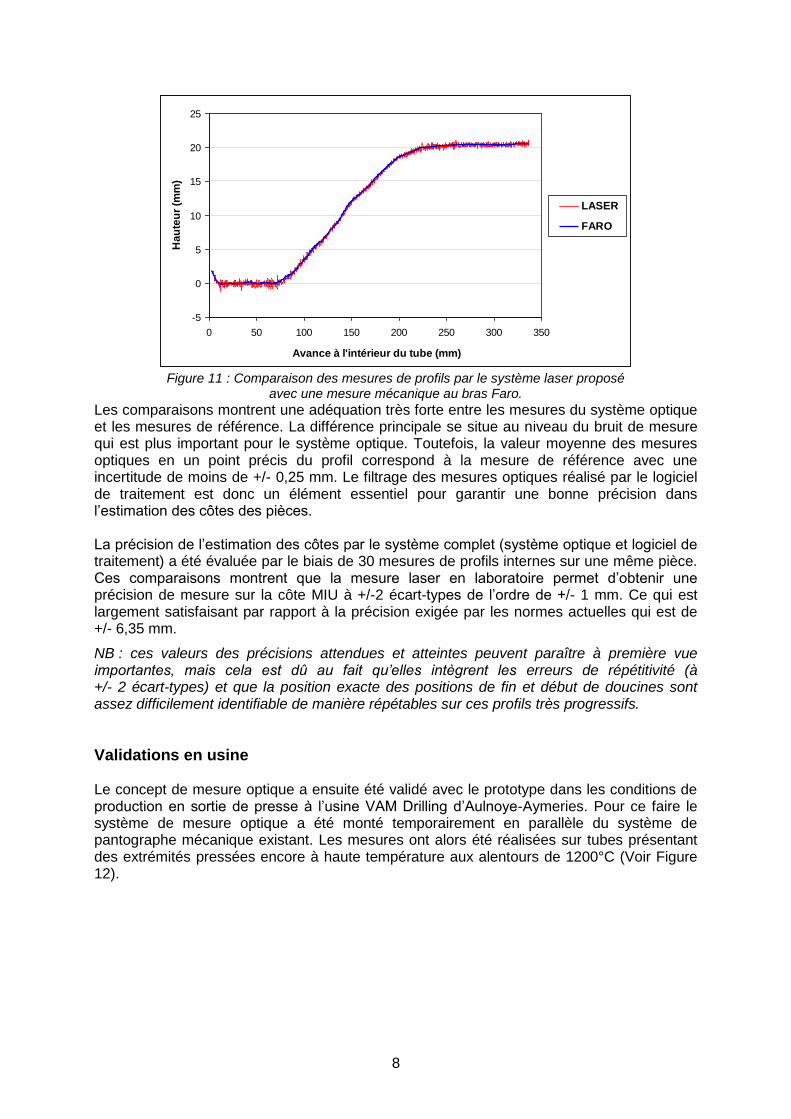
Validations en laboratoire Le concept de mesure proposé a premièrement été validé à l’aide du prototype développé dans des conditions de laboratoire sur tubes froid. Pour cela des tests ont été réalisées au centre de Recherche Vallourec d’Aulnoye-Aymeries (59) sur des pièces de différentes dimensions représentatives de la gamme de fabrication des tiges de forage (Figure 10).
Figure 10 : Montage expérimentale pour validations en laboratoire
Les tests en laboratoire ont premièrement permis de confirmer que la fréquence d’acquisition des capteurs choisis permet d’obtenir une densité de points suffisantes pour la mesures des profils dans la gamme de vitesse de contrôle souhaitée (100 à 200 mm/s). Les tests en laboratoires ont permis également de valider la faisabilité de la mesure des profils internes de manière déportée en utilisant la réflexion sur un prisme du cône de triangulation du capteur laser, et ceux pour la gamme dimensionnelle des produits à contrôler. Enfin la précision des mesures fournies par le système optique proposé et de l’évaluation des côtes des pièces par le logiciel de traitement développé a été validée par comparaison avec une mesure de référence, réalisée par palpage mécanique avec un bras de mesure de chez Faro. Un exemple de résultats est présenté sur la Figure 11.
Mesure brute
Signal filtré
Identification par le logiciel
des début et fin de doucine
8
-5
0
5
10
15
20
25
0 50 100 150 200 250 300 350
Avance à l'intérieur du tube (mm)
Ha
ute
ur
(mm
)
LASER
FARO
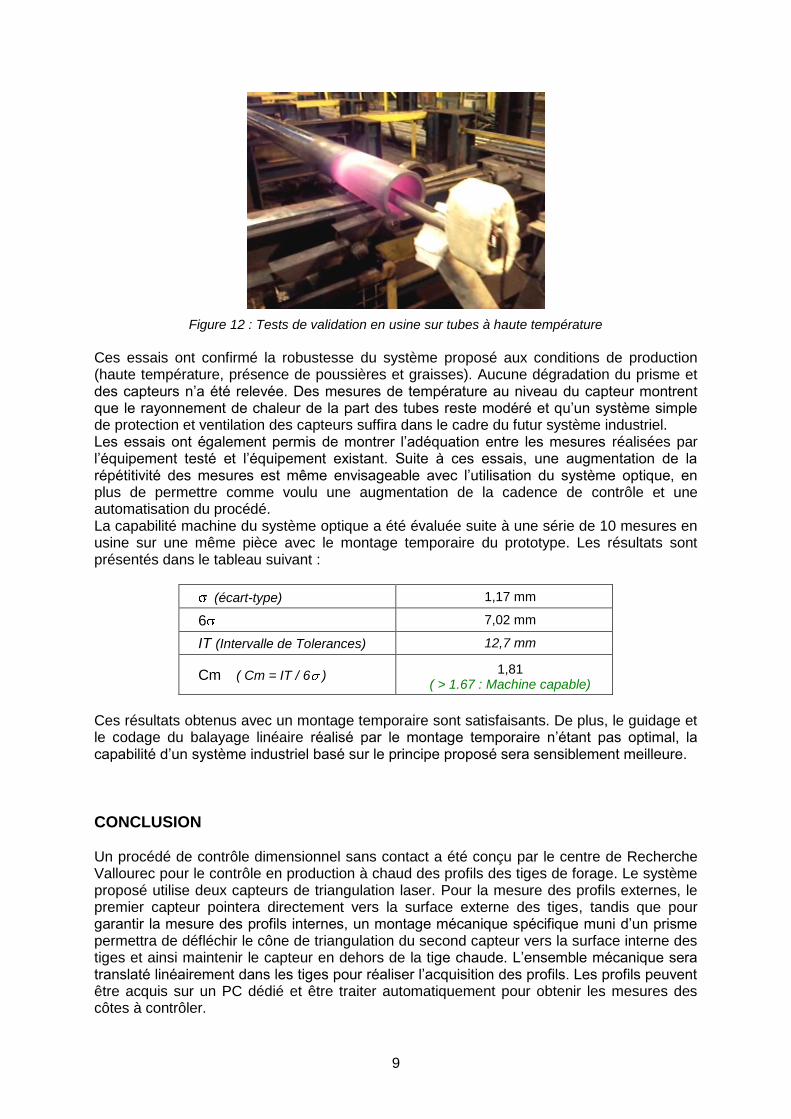
Figure 11 : Comparaison des mesures de profils par le système laser proposé
avec une mesure mécanique au bras Faro.
Les comparaisons montrent une adéquation très forte entre les mesures du système optique et les mesures de référence. La différence principale se situe au niveau du bruit de mesure qui est plus important pour le système optique. Toutefois, la valeur moyenne des mesures optiques en un point précis du profil correspond à la mesure de référence avec une incertitude de moins de +/- 0,25 mm. Le filtrage des mesures optiques réalisé par le logiciel de traitement est donc un élément essentiel pour garantir une bonne précision dans l’estimation des côtes des pièces. La précision de l’estimation des côtes par le système complet (système optique et logiciel de traitement) a été évaluée par le biais de 30 mesures de profils internes sur une même pièce. Ces comparaisons montrent que la mesure laser en laboratoire permet d’obtenir une précision de mesure sur la côte MIU à +/-2 écart-types de l’ordre de +/- 1 mm. Ce qui est largement satisfaisant par rapport à la précision exigée par les normes actuelles qui est de +/- 6,35 mm.
NB : ces valeurs des précisions attendues et atteintes peuvent paraître à première vue importantes, mais cela est dû au fait qu’elles intègrent les erreurs de répétitivité (à +/- 2 écart-types) et que la position exacte des positions de fin et début de doucines sont assez difficilement identifiable de manière répétables sur ces profils très progressifs.
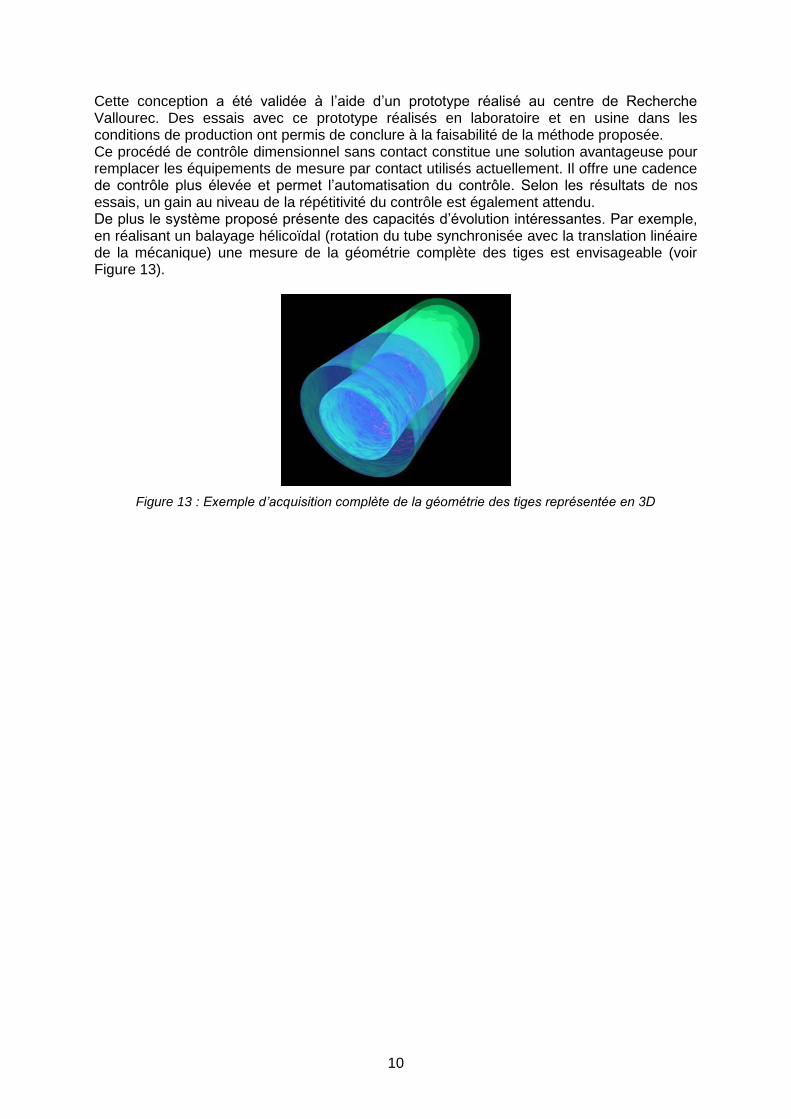
Validations en usine Le concept de mesure optique a ensuite été validé avec le prototype dans les conditions de production en sortie de presse à l’usine VAM Drilling d’Aulnoye-Aymeries. Pour ce faire le système de mesure optique a été monté temporairement en parallèle du système de pantographe mécanique existant. Les mesures ont alors été réalisées sur tubes présentant des extrémités pressées encore à haute température aux alentours de 1200°C (Voir Figure 12).
9
Figure 12 : Tests de validation en usine sur tubes à haute température
Ces essais ont confirmé la robustesse du système proposé aux conditions de production (haute température, présence de poussières et graisses). Aucune dégradation du prisme et des capteurs n’a été relevée. Des mesures de température au niveau du capteur montrent que le rayonnement de chaleur de la part des tubes reste modéré et qu’un système simple de protection et ventilation des capteurs suffira dans le cadre du futur système industriel. Les essais ont également permis de montrer l’adéquation entre les mesures réalisées par l’équipement testé et l’équipement existant. Suite à ces essais, une augmentation de la répétitivité des mesures est même envisageable avec l’utilisation du système optique, en plus de permettre comme voulu une augmentation de la cadence de contrôle et une automatisation du procédé. La capabilité machine du système optique a été évaluée suite à une série de 10 mesures en usine sur une même pièce avec le montage temporaire du prototype. Les résultats sont présentés dans le tableau suivant :
(écart-type) 1,17 mm
6 7,02 mm
IT (Intervalle de Tolerances) 12,7 mm
Cm ( Cm = IT / 6 ) 1,81
( > 1.67 : Machine capable)
Ces résultats obtenus avec un montage temporaire sont satisfaisants. De plus, le guidage et le codage du balayage linéaire réalisé par le montage temporaire n’étant pas optimal, la capabilité d’un système industriel basé sur le principe proposé sera sensiblement meilleure.
CONCLUSION Un procédé de contrôle dimensionnel sans contact a été conçu par le centre de Recherche Vallourec pour le contrôle en production à chaud des profils des tiges de forage. Le système proposé utilise deux capteurs de triangulation laser. Pour la mesure des profils externes, le premier capteur pointera directement vers la surface externe des tiges, tandis que pour garantir la mesure des profils internes, un montage mécanique spécifique muni d’un prisme permettra de défléchir le cône de triangulation du second capteur vers la surface interne des tiges et ainsi maintenir le capteur en dehors de la tige chaude. L’ensemble mécanique sera translaté linéairement dans les tiges pour réaliser l’acquisition des profils. Les profils peuvent être acquis sur un PC dédié et être traiter automatiquement pour obtenir les mesures des côtes à contrôler.
10
Cette conception a été validée à l’aide d’un prototype réalisé au centre de Recherche Vallourec. Des essais avec ce prototype réalisés en laboratoire et en usine dans les conditions de production ont permis de conclure à la faisabilité de la méthode proposée. Ce procédé de contrôle dimensionnel sans contact constitue une solution avantageuse pour remplacer les équipements de mesure par contact utilisés actuellement. Il offre une cadence de contrôle plus élevée et permet l’automatisation du contrôle. Selon les résultats de nos essais, un gain au niveau de la répétitivité du contrôle est également attendu. De plus le système proposé présente des capacités d’évolution intéressantes. Par exemple, en réalisant un balayage hélicoïdal (rotation du tube synchronisée avec la translation linéaire de la mécanique) une mesure de la géométrie complète des tiges est envisageable (voir Figure 13).
Figure 13 : Exemple d’acquisition complète de la géométrie des tiges représentée en 3D





























