Embed Size (px)
Citation preview

YALIN ENSTİTÜ
PENSÉE MAIGRE www.yalinenstitu.org.tr
YALIN ENSTİTÜ
• •Introduction • •• •Une brève histoire des systèmes de
fabrication • •• •Production en série • •• •Pensée Maigre • •
YALIN ENSTİTÜ
INTRODUCTION
YALIN ENSTİTÜ
PROBLÈMES
Plus d'espace pour des
inventaire
Marges bénéficiaire
s décroissant
es
Coûts élevés
Produits défectueux, retours de client
Ventes insuffisant
es
Concurrence
Commandes en
attente
Pannes d'équipeme
nt
YALIN ENSTİTÜ
Que Devrait Être fait ?
Quels étaient les systèmes idéaux dans l'évolution industrielle ?
Qu'on est-il le système
idéal ?
Quelle est la manière au
système idéal ?
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De
FABRICATION
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De FABRICATION
• •PRODUCTION DE MÉTIER • –Par à l'aide des outils manuels • –Non-répétitif (unique, unique) • –Client et produit focalisés • •RÉVOLUTION INDUSTRIELLE • –Énergie de vapeur - machines • –Le processus a orienté la disposition,
machines tout usage • –Produits réitérés • –Pièces interchangeables (l'entretien et la
réparation sont économiques) – "système de l'usine System/American"
• –Plus de temps de production/unité • –
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De FABRICATION
• •• •PRODUCTION EN SÉRIE • –• –Frayé par Henry Ford, la production en
série ajoute le suivant aux principes de l'ère de révolution industrielle :
• –• •Produits standard et efficacité
opérationnelle • •Écoulement (utilisation des convoyeurs à
l'assemblée finale) • •Économies d'échelle • –
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De FABRICATION
• •PRODUCTION EN SÉRIE• •Machines spéciales de but (détail de produit) • •Aller - aucun disparaissent les mesures • •Des pièces plus précises pour l'assemblée facile • •• –Problèmes avec le système de Ford • •Manque de capacité de fournir la variété de produit • •Manque de capacités modèles de changement parce
que presque toutes les machines sont concentrées sur produire une part spécifique.
• •La demande de clients d'un cycle de vie de produit moins de 19 ans (Modèle-T).
• –
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De FABRICATION
• •PRODUCTION EN SÉRIE • –Le Point de droit Pour D'autres • •Pour fournir pour les demandes de variété
du produit des clients • •Par conséquent systèmes de fabrication
focalisés par processus – (long temps de throughput/lead)
• •De plus grandes et plus rapides machines qui réduisent des coûts par étape de processus
• •En raison de ces plus long temps de throughput/lead et inventaire beaucoup plus grands
• •Les conditions sophistiquées de mis devant désirer ardemment retarde entre les processus et les cheminements complexes de produit.
• •Nécessité pour employer des systèmes de MRP.
YALIN ENSTİTÜ
Une BRÈVE HISTOIRE Des SYSTÈMES De FABRICATION
• •FABRICATION MAIGRE
• –
• –TOYOTA – JAPON
• –
• •Mentalité d'éviter en raison de rebut des périodes difficiles
• •
• •Flexibilité imposée par le marché à échelle réduite
• •
• •Concurrence et règlements globaux
• •
YALIN ENSTİTÜ
-1880 Marchés Locaux Métier Mfg.
1880 – 1920 Marché National Production en série
1920 – 1960 Économies de commerce international de
et partage du marché balance
DOMINATION DE FABRICANT PÉRIODE
YALIN ENSTİTÜ
DOMINATION DE CLIENT PÉRIODE
1960 - 1980 Marchés Saturés Vente
•
•
•
1980 – concurrence globale valeur actuelle au client
•
•

YALIN ENSTİTÜ
SYSTÈME DE PRODUCTION EN
SÉRIE
YALIN ENSTİTÜ
"comme fermiers est devenu hanté avec
fabrication par lots (moissonnant une fois par an)
et inventaire (silos de grain),
ils ont conduit la sagesse des chasseurs de faire des choses un à l'extinction "
Taiichi Ohno
PRODUCTION EN SÉRIE
YALIN ENSTİTÜ
Caractéristiques de base de production en série
• •Tailles de sort de production aussi grandes comme possible
• •Disposition selon le type de machine • •Longs temps de changement • •Tenir le inventaire de sûreté pour des problèmes
de production • •Division de travail détaillé • •ouvriers Simple-habiles • •Commander la qualité basée • •Gestion basée sur la planification centrale • •Planification de la production basée sur des
prévisions de ventes • •Efficacités de point • •Priorité d'utilisation de capacité
YALIN ENSTİTÜ
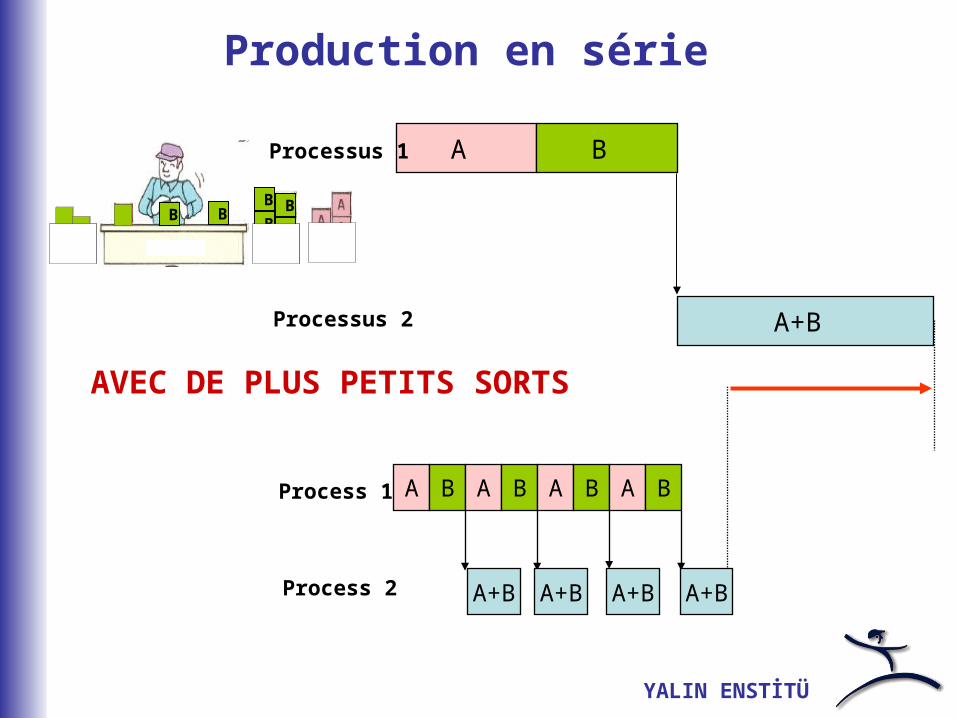
Processus 2
AVEC DE PLUS PETITS SORTS
Process 1
Process 2
A B A B
A+B
A B A B
A+B A+B A+B
Production en série
A B
A+B
Processus 1
B BB B BB
YALIN ENSTİTÜ
Problèmes Avec La Production en série
• •Longs délais de livraison • •Faiblesse en répondant aux demandes de client • •Augmenter dans les inventaire • •Diminuer de la qualité • •Augmenter en non valeur ajoutant des activités • •Travailler devenir journalier plus complexe • •Hiérarchie et bureaucratie croissantes • •Coûts additionnels • •Difficulté en s'adaptant aux variations • •Nécessité de planification à long terme • •Un reqirement plus capital
YALIN ENSTİTÜ
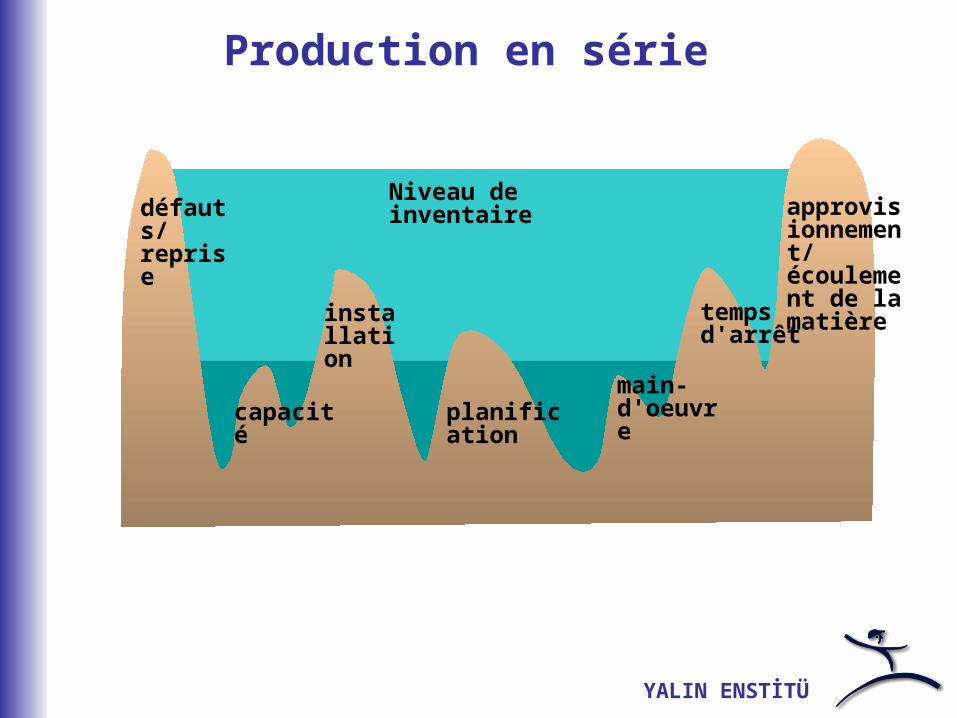
Niveau de inventaire
temps d'arrêt
approvisionnement/écoulement de la matière
main-d'oeuvre planificati
on
installation
défauts/reprise
capacité
Production en série
YALIN ENSTİTÜ
Source des problèmes
Continuant l'habitude de produire le nombre maximum des produits de standart et de souligner l'importance de l'utilisation de
capacité comme principal de
PRODUCTION EN SÉRIE
de la période de domination de fabricant !
YALIN ENSTİTÜ
Travaux de masse de Procution quand :
–Le produit ou la technologie de la transformation est supérieure
•Technologies De Lucent
•
–La compagnie est le chef dans un secteur croissant
•IBM pendant les années 80
•
–Il n'y a aucun concurrent maigre
•GM et Ford devant Toyota
Production en série

YALIN ENSTİTÜ
PENSÉE MAIGRE
PERTE
YALIN ENSTİTÜ
Quel est "maigre" ?
• •"maigre : La partie de viande qui consiste principalement en muscle maigre
• (non gras) •
• ••La pensée maigre est une La pensée maigre est une approche qui vise à se débarasser approche qui vise à se débarasser de toutes les pertes (graisses) qui de toutes les pertes (graisses) qui apportent un fardeau au système. apportent un fardeau au système.
YALIN ENSTİTÜ
Pensée Maigre
• •Présentant au client la valeur parfaite • –En termes de prix, la qualité, la livraison,
conformité avec changer exige
• •Valeur créant des processus • –conception (concept à lancer) • –production (ordre à la livraison) • –service (pendant le cycle de vie de
produit) • –• •processus maigres Gaspiller-libres • –
YALIN ENSTİTÜ
• •Dans le MIT, • •Entre les années 1985-1990, • •En dépensant 5 millions de dollars d'USA• •Avec la conduite de James P. Womack, Daniel T.
Jones, Daniel Roos • •Étude globale de repère au sujet de l'industrie
automotrice dans les secteurs de : • –Développement de produit • –Gestion de chaîne d'approvisionnements • –Opérations de fabrication • –Relations de client
• •Dans le MIT, • •Entre les années 1985-1990, • •En dépensant 5 millions de dollars d'USA• •Avec la conduite de James P. Womack, Daniel T.
Jones, Daniel Roos • •Étude globale de repère au sujet de l'industrie
automotrice dans les secteurs de : • –Développement de produit • –Gestion de chaîne d'approvisionnements • –Opérations de fabrication • –Relations de client
CONCLUSION : Les fabricants japonais sont CONCLUSION : Les fabricants japonais sont lointains en avant dans chaque aspect lointains en avant dans chaque aspect
Programme International De Véhicules à moteur
YALIN ENSTİTÜ
Recherche d'IMVP - 1989 Japanese in
Japan
Japanese in North
America
American in North
AmericaAll Europe
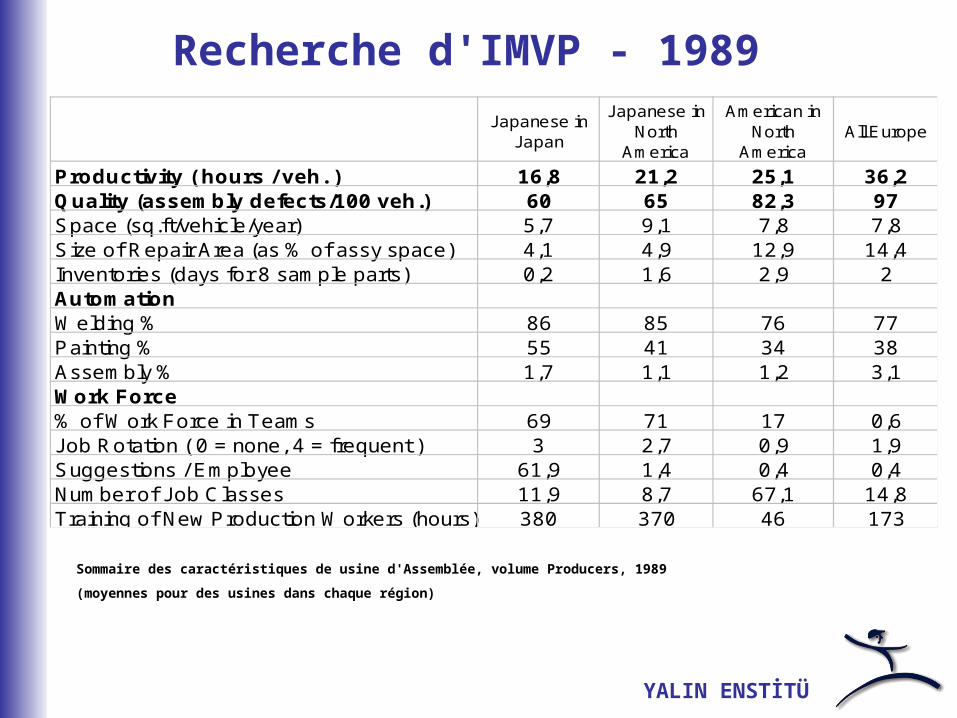
Productivity ( hours / veh. ) 16,8 21,2 25,1 36,2Quality (assembly defects/100 veh.) 60 65 82,3 97Space (sq.ft/vehicle/year) 5,7 9,1 7,8 7,8Size of Repair Area (as % of assy space) 4,1 4,9 12,9 14,4Inventories (days for 8 sample parts) 0,2 1,6 2,9 2AutomationWelding % 86 85 76 77Painting % 55 41 34 38Assembly % 1,7 1,1 1,2 3,1Work Force% of Work Force in Teams 69 71 17 0,6Job Rotation ( 0 = none, 4 = frequent ) 3 2,7 0,9 1,9Suggestions / Employee 61,9 1,4 0,4 0,4Number of Job Classes 11,9 8,7 67,1 14,8Training of New Production Workers (hours) 380 370 46 173
Sommaire des caractéristiques de usine d'Assemblée, volume Producers, 1989
(moyennes pour des usines dans chaque région)
YALIN ENSTİTÜ
Recherche d'IMVP - 1989
Japanese Producers
American Producers
European Volume
Producers
European Specialist Producers
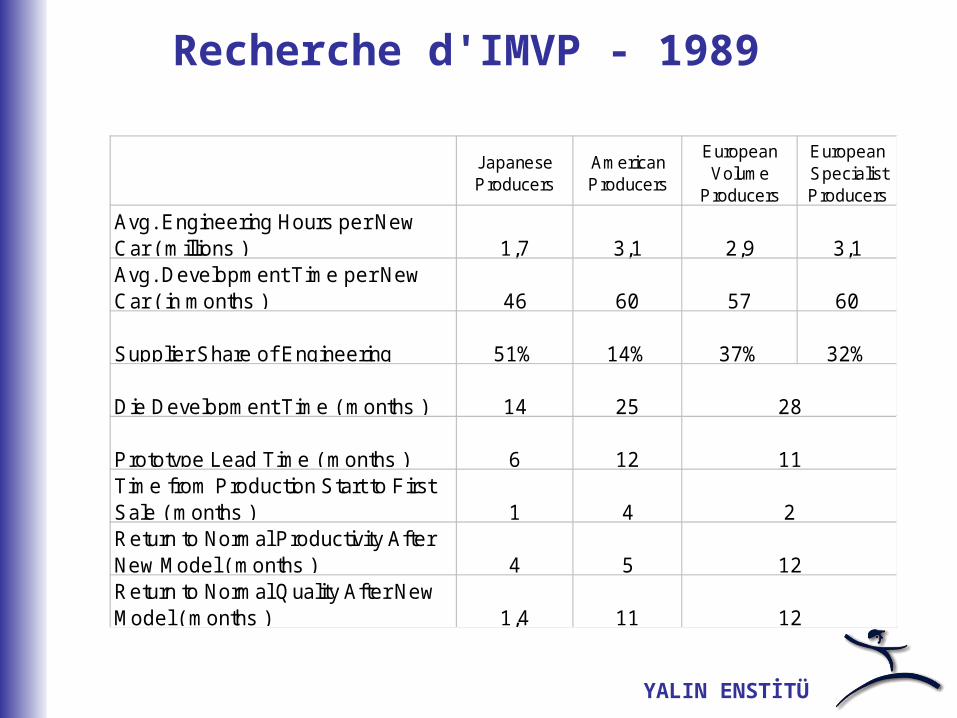
Avg. Engineering Hours per New Car ( millions ) 1,7 3,1 2,9 3,1Avg. Development Time per New Car ( in months ) 46 60 57 60
Supplier Share of Engineering 51% 14% 37% 32%
Die Development Time ( months ) 14 25 28
Prototype Lead Time ( months ) 6 12 11Time from Production Start to First Sale ( months ) 1 4 2Return to Normal Productivity After New Model ( months ) 4 5 12Return to Normal Quality After New Model ( months ) 1,4 11 12
YALIN ENSTİTÜ
La Machine Qui A changé Le MondeLa Machine Qui A changé Le MondeÉdité en 1990 Édité en 1990
Plus de 500 le 000 s'est Plus de 500 le 000 s'est vendu dans plus de 11 vendu dans plus de 11 des languesdes langues
- James P. Womack - James P. Womack - Daniel T. Jones - Daniel T. Jones
- Daniel Roos - Daniel Roos
La Machine Qui A changé Le MondeLa Machine Qui A changé Le MondeÉdité en 1990 Édité en 1990
Plus de 500 le 000 s'est Plus de 500 le 000 s'est vendu dans plus de 11 vendu dans plus de 11 des languesdes langues
- James P. Womack - James P. Womack - Daniel T. Jones - Daniel T. Jones
- Daniel Roos - Daniel Roos
La Machine Qui A changé Le Monde
YALIN ENSTİTÜ
• •Entre 1992-1996, • •50 compagnies de différentes tailles, de
différents âges (vieux-nouveaux), et actif dans différents secteurs, Des Etats-Unis, d'Angleterre, d'Allemagne et du Japon ont été examinées. Ventes plus de 300.000 (l'anglais)
• Pensée Maigre Pensée Maigre •
• –Édité en 1996 • –James P. Womack • –Daniel T. Jones
• •Entre 1992-1996, • •50 compagnies de différentes tailles, de
différents âges (vieux-nouveaux), et actif dans différents secteurs, Des Etats-Unis, d'Angleterre, d'Allemagne et du Japon ont été examinées. Ventes plus de 300.000 (l'anglais)
• Pensée Maigre Pensée Maigre •
• –Édité en 1996 • –James P. Womack • –Daniel T. Jones
Projet "D'Entreprise Maigre"
YALIN ENSTİTÜ
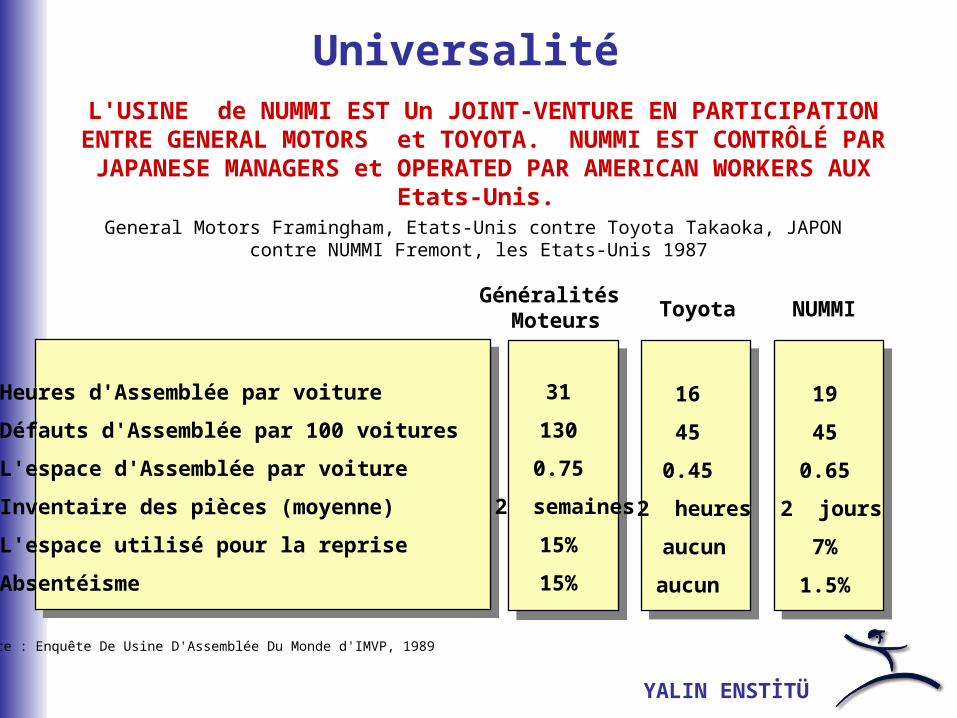
General Motors Framingham, Etats-Unis contre Toyota Takaoka, JAPON contre NUMMI Fremont, les Etats-Unis 1987
Heures d'Assemblée par voiture
Défauts d'Assemblée par 100 voitures
L'espace d'Assemblée par voiture
Inventaire des pièces (moyenne)
L'espace utilisé pour la reprise
Absentéisme
16
45
0.45
2 heures
aucun
aucun
31
130
0.75
2 semaines
15%
15%
Généralités Moteurs Toyota
19
45
0.65
2 jours
7%
1.5%
NUMMI
Source : Enquête De Usine D'Assemblée Du Monde d'IMVP, 1989
L'USINE de NUMMI EST Un JOINT-VENTURE EN PARTICIPATION ENTRE GENERAL MOTORS et TOYOTA. NUMMI EST CONTRÔLÉ PAR JAPANESE
MANAGERS et OPERATED PAR AMERICAN WORKERS AUX Etats-Unis.
Universalité
YALIN ENSTİTÜ
Le BUT À mesure que la concurrence augmente obtenir le
maigre est forcé
•Produisant seulement les produits exigés par le client
•Au temps exact les demandes de client
•En consommant moins de ressources
•Et se concentrant sur les activités qui créent la valeur pour le client
DE LA PRODUCTION EN DE LA PRODUCTION EN SÉRIESÉRIE
FABRICATION MAIGREFABRICATION MAIGRE
À À
YALIN ENSTİTÜ
Principaux de base de la pensée maigre
Valeur
Jet De Valeur
Écoulement
Traction
Perfection
YALIN ENSTİTÜ
Avantage présenté au client
1. Valeur
• •La pensée maigre provient de la "valeur"
• •La valeur est créée par le producteur
• •La valeur peut seulement être définie par le client
La valeur est :
•Produit et/ou service avec des caractéristiques définies,
•pour pour ce que le client est prêt à payer,
•et ce rassemblements les exigences du client dans une période donnée,
•avec un prix défini.
Définition de valeur
YALIN ENSTİTÜ
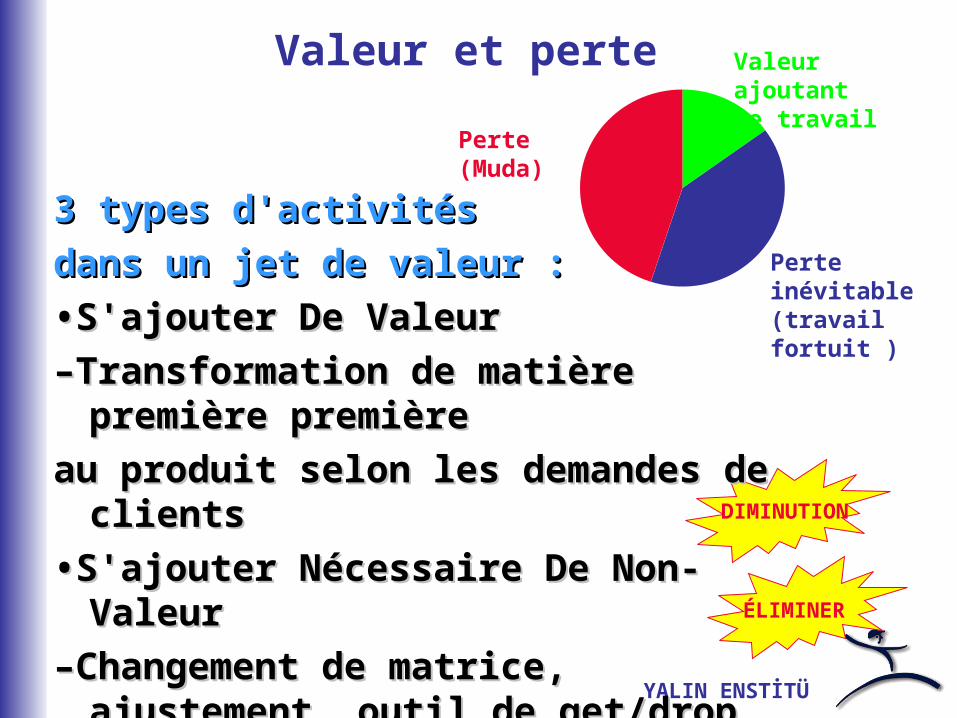
Perte inévitable (travail fortuit )
Valeur ajoutant le travail
Perte (Muda)
ÉLIMINER
DIMINUTION
Valeur et perte
3 types d'activités 3 types d'activités
dans un jet de valeur : dans un jet de valeur :
••S'ajouter De Valeur S'ajouter De Valeur
––Transformation de matière première Transformation de matière première première première
au produit selon les demandes de au produit selon les demandes de clients clients
••S'ajouter Nécessaire De Non-Valeur S'ajouter Nécessaire De Non-Valeur
––Changement de matrice, ajustement, Changement de matrice, ajustement, outil de get/drop outil de get/drop
••S'ajouter De Non-Valeur S'ajouter De Non-Valeur
––attente, compte, assortissant, défaut, attente, compte, assortissant, défaut, reprise reprise
YALIN ENSTİTÜ
"7 grands péchés"
Pertes
• •Défauts dans le produit
• •Surproduction
• •Inventaire
• •Mouvement inutile des personnes
• •Transport excessif de matériel
• •Personnes, machines et produits d'attente
• •Traitement inadéquat
YALIN ENSTİTÜ
Les causes de la perte
• •Méthodes de travail insuffisantes• •Longs changements• •Processus insuffisants• •Manque de formation• •Entretien insuffisant• •Longues distances• •Manque de conduite
YALIN ENSTİTÜ
Représente les 3 tâches critiques de gestion que un produit spécifique (des marchandises et/ou des services) devrait passer à travers :
2. Jet De Valeur
• •Résolution des problèmes : Commençant par le concept, continuant la conception et la technologie et la fin détaillées avec le lancement de la production
• •Gestion De l'Information : Commençant par l'ordre, continuant l'établissement du programme détaillé et la fin avec la livraison au client
• •Transformation Physique : Commençant par la matière première première, continuant la production et finissant avec la réalisation du produit final.
YALIN ENSTİTÜ
processus
Un bon nombre de compagnies
Une Usine
processus processus processus
2. Jet De Valeur
YALIN ENSTİTÜ
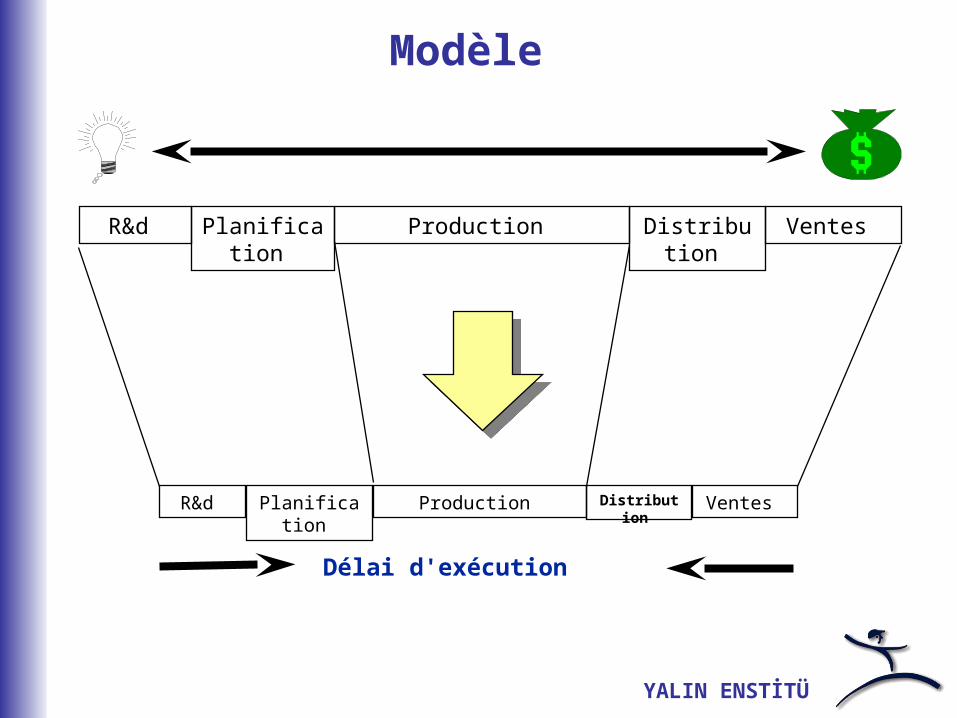
R&d Planification Production Distribution Ventes
R&d Planification Production Distribution Ventes
Délai d'exécution
Modèle
YALIN ENSTİTÜ
BOKSİTMADENİ
Haddehane
Eritme ocağı
Sıcak çekme
Soğuk çekme
Kutu imalatı
MISIRTARLASI
Mısır stokları
Karamel tesisi
Karamel deposu
Esans tesisi
PANCARTARLASI
Pancar deposu
Şeker fabrikası
Şeker deposu
KÖKNARORMANI Kağıt
sanayiKarton
fabrikasıKartondeposu DOLUM
Dağıtım deposuMağazaEv
Avustralya
Norveç
Almanya
İsveç
İngiltere
İngiltere
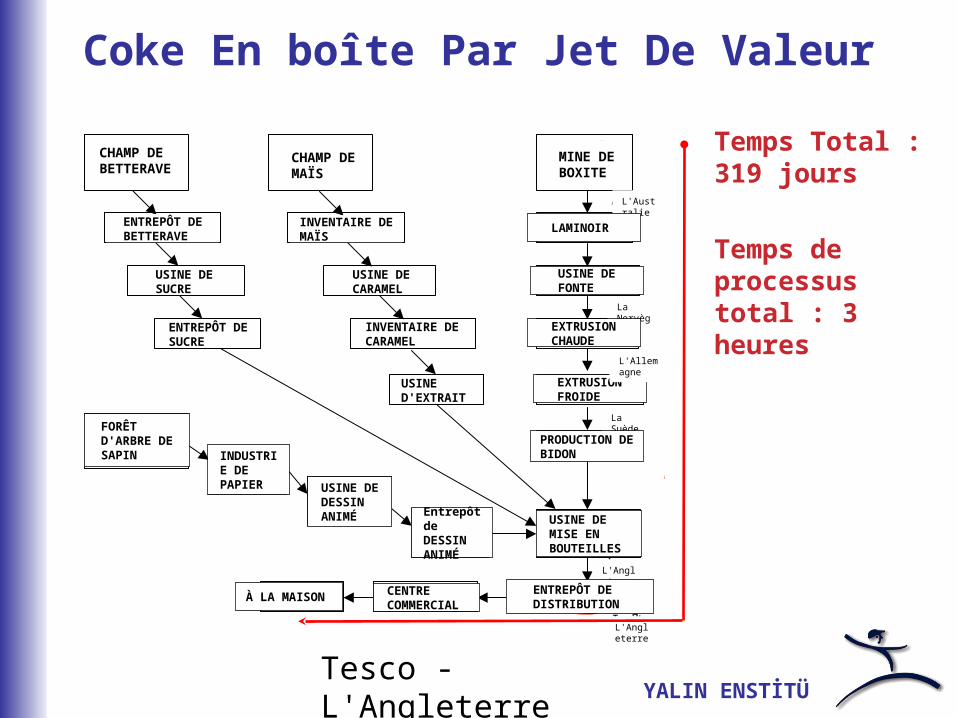
Coke En boîte Par Jet De Valeur
Temps Total : 319 jours
Temps de processus total : 3 heures
Tesco - L'Angleterre
CHAMP DE BETTERAVE
ENTREPÔT DE BETTERAVE
USINE DE SUCRE
ENTREPÔT DE SUCRE
CHAMP DE MAÏS
INVENTAIRE DE MAÏS
USINE DE CARAMEL
INVENTAIRE DE CARAMEL
USINE D'EXTRAIT
MINE DE BOXITE
L'Australie
LAMINOIR
La Norvège
USINE DE FONTE
EXTRUSION CHAUDE
EXTRUSION FROIDE
L'Allemagne
La Suède
PRODUCTION DE BIDON
FORÊT D'ARBRE DE SAPIN INDUSTRI
E DE PAPIER USINE DE
DESSIN ANIMÉ Entrepôt
de DESSIN ANIMÉ
USINE DE MISE EN BOUTEILLES
L'Angleterre
ENTREPÔT DE DISTRIBUTION
L'Angleterre
CENTRE COMMERCIAL
À LA MAISON
YALIN ENSTİTÜ
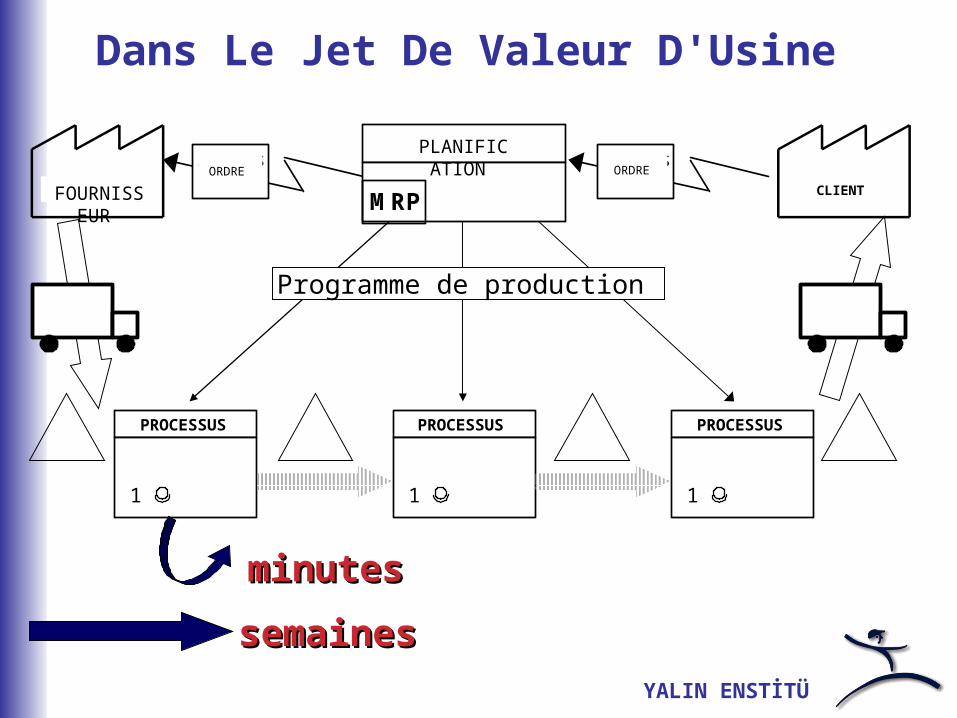
Dans Le Jet De Valeur D'Usine
MÜŞTERİTEDARİ KÇİ
Siparişemri
Siparişemri
PROSES
1
PROSES
1
PROSES
1
Programme de production
PLANLAMA
MRP
minutes minutes
semaines semaines
FOURNISSEUR
ORDRE
PLANIFICATION ORDRE
CLIENT
PROCESSUS PROCESSUS PROCESSUS
YALIN ENSTİTÜ
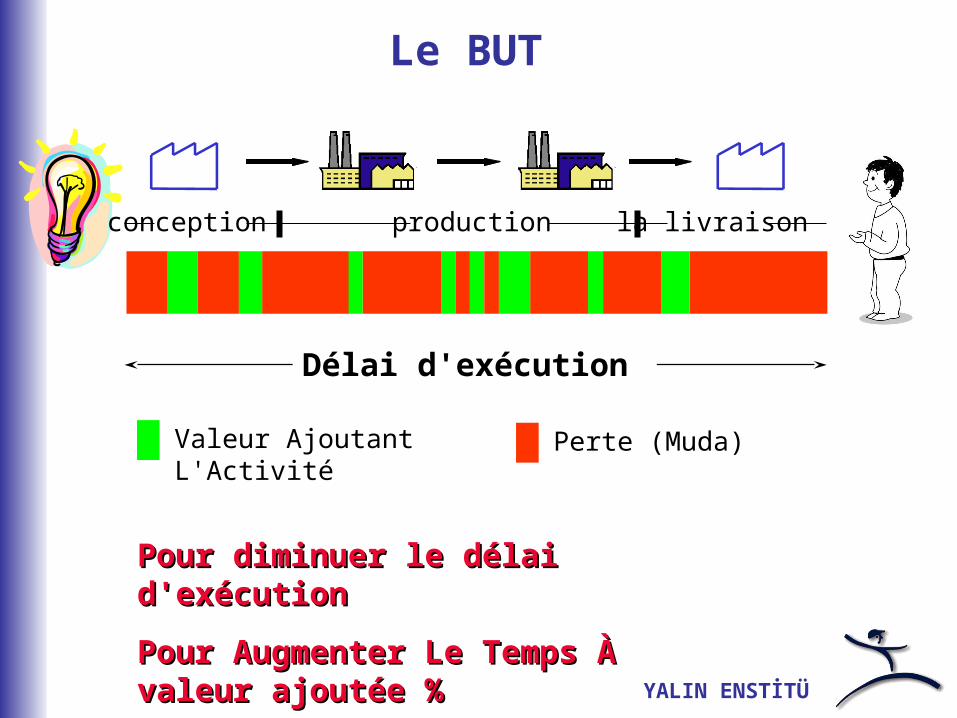
Délai d'exécution
conception production la livraison
Le BUT
Valeur Ajoutant L'Activité Perte (Muda)
Pour diminuer le délai d'exécution Pour diminuer le délai d'exécution
Pour Augmenter Le Temps À valeur Pour Augmenter Le Temps À valeur ajoutée % ajoutée %
YALIN ENSTİTÜ
Le BUT
• •Gains financiers en libérant vers le haut des ressources
• •Production selon une vraie demande au lieu des prévisions
• •Fournir la satisfaction de client• •Fournir le traceability de la qualité• •Réduction des inventaire inutiles de partie • •Réduisant le risque d'être périmé• •Réduisant la fluctuation due aux promotions
Quand nous diminuons le délai d'exécution par l'élimination gaspille :
YALIN ENSTİTÜ
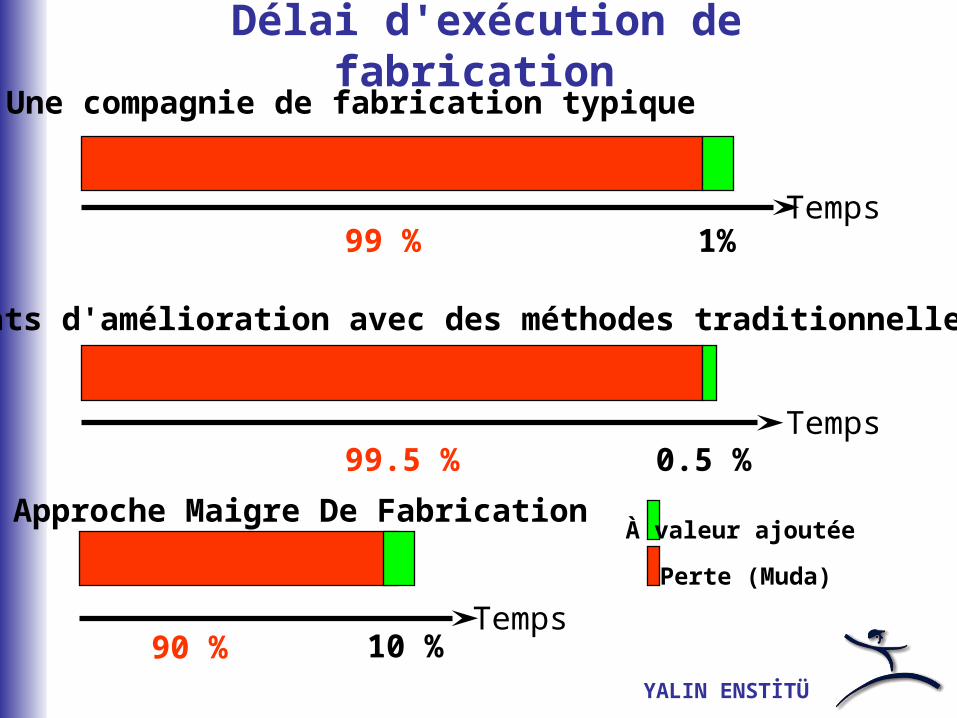
Délai d'exécution de fabrication
99 % 1%
Une compagnie de fabrication typique
Temps
Temps 90 % 10 %
Approche Maigre De Fabrication À valeur ajoutée
Perte (Muda)
99.5 % 0.5 %
Résultats d'amélioration avec des méthodes traditionnelles
Temps
YALIN ENSTİTÜ
Le produit un - livrer un sans attente
3. Écoulement Continous
• •En exécutant la valeur réelle créant des étapes consécutivement, transformer la matière première première en produit et la fournir à l'utilisateur
• •Perfectionner chaque étape (KAIZEN)
• –droite – capable chaque fois (SIGMA 6)
• –toujours – disponible disponible (TPM)
• –flexible – approprié et à la balance désirée (MAIGRE)
YALIN ENSTİTÜ
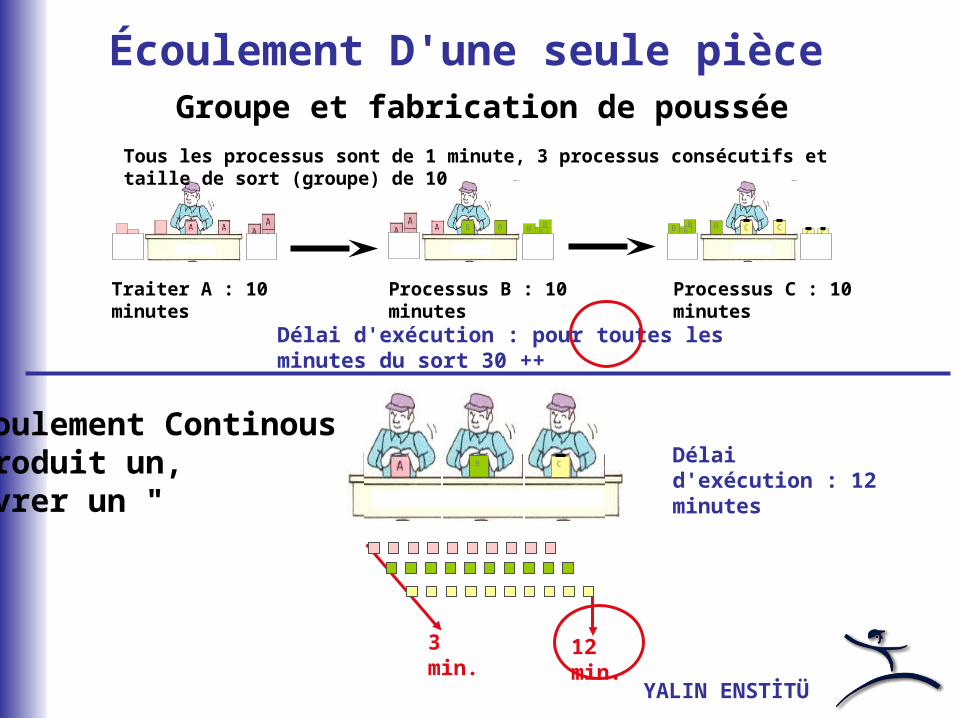
Groupe et fabrication de poussée
Délai d'exécution : pour toutes les minutes du sort 30 ++
Traiter A : 10 minutes Processus B : 10 minutes
Processus C : 10 minutes
Écoulement D'une seule pièce
BB B B B
Tous les processus sont de 1 minute, 3 processus consécutifs et taille de sort (groupe) de 10
BBB B C CC C
B C
3 min. 12 min.
Écoulement Continous "produit un, livrer un "
Délai d'exécution : 12 minutes
YALIN ENSTİTÜ
Écoulement Continous
• •Ford, 1913, T modèle • –Écoulement continous à l'assemblée
finale • –Disposition séquentielle des machines • –l'épargne de ressource de 90% • –Le même modèle pendant 19 années • •Aujourd'hui ; • –Demande de petits sorts • –Écoulement continous pour tous les
produits • –Adaptation aux fluctuations dans la
demande de client • –Variabilité élevée de produit exigée par le
client • –
YALIN ENSTİTÜ
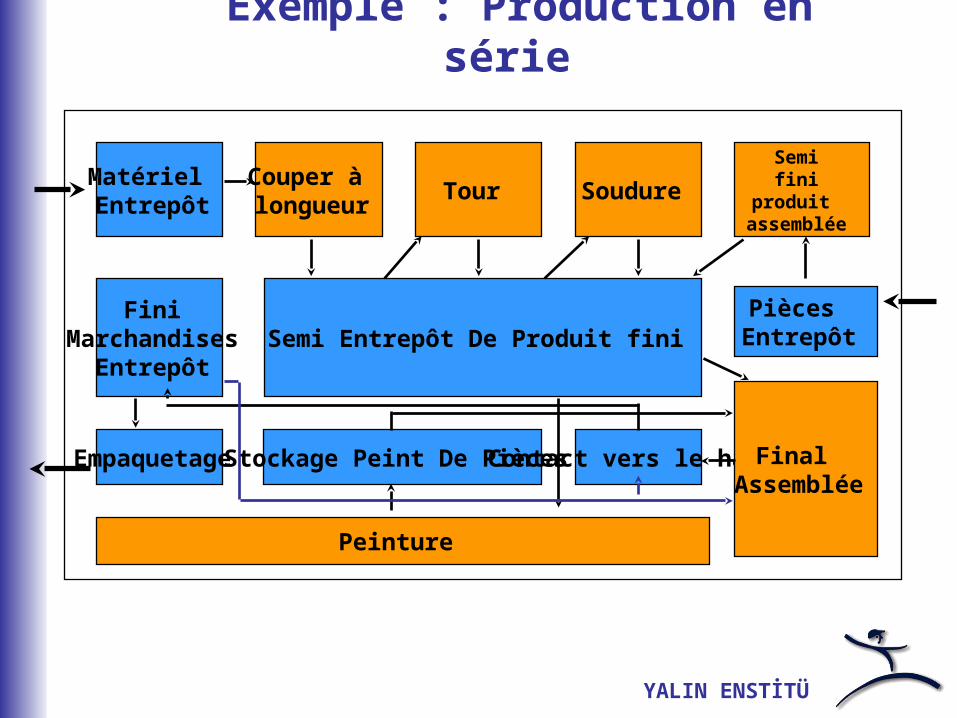
Exemple : Production en série
Matériel Entrepôt
Fini Marchandises
Entrepôt
Empaquetage Stockage Peint De Pièces Contact vers le haut
Semi Entrepôt De Produit fini Pièces
Entrepôt
Couper à longueur
Tour Soudure
Semi fini
produit assemblée
Final Assemblée
Peinture
YALIN ENSTİTÜ
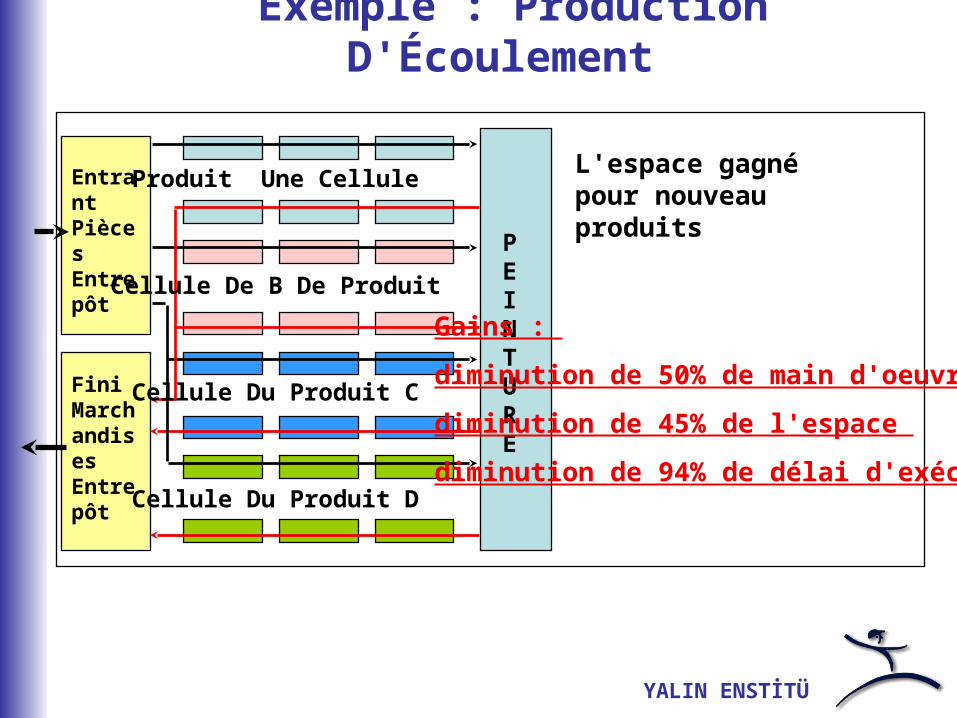
Exemple : Production D'Écoulement
Produit Une Cellule Entrant Pièces Entrepôt
Fini Marchandises Entrepôt
PEINTURE
L'espace gagné pour nouveau produits
Gains :
diminution de 50% de main d'oeuvre,
diminution de 45% de l'espace
diminution de 94% de délai d'exécution
Cellule De B De Produit
Cellule Du Produit C
Cellule Du Produit D
YALIN ENSTİTÜ
Toute la demande d'étapes du précédent
4. Traction
• •Produisant ce qui les prochaines demandes de processus (client), à la quantité désirée (pas plus/pas moins) et au temps désiré (pas avant ou plus tard).
• •Après tous les pas en arrière à partir de la demande de client d'extrémité
• •Une manière simple de mettre la production sous la commande
YALIN ENSTİTÜ
Tirer Le Système
CLIENT
I demand one now
J'ai besoin d'un plus
MATIÈRE PREMIÈRE PREMIÈRE
La valeur devrait couler, lorsque,
pour les produits,
et à la vitesse,
exigé par le client.
Vous voici
Vous voici
Vous voici Vous
voici
J'ai besoin d'un plus
J'ai besoin d'un plus
YALIN ENSTİTÜ
Avantages des systèmes de traction
• •Des ressources sont seulement allouées aux produits qui sont exigés
• •Aucun inventaire n'est formé sur la séquence de valeurs
• •Le chiffre d'affaires financier (marge brute d'autofinancement de financement) accélère
• •Règle le jet de valeur selon le client • •Les problèmes aiment ; Démoder le inventaire de
produits finis actuel ; la reprise ou ferrailler des produits dus à la conception change ; les campagnes d'escompte pour undemanded des produits, ne surgissent pas.
YALIN ENSTİTÜ
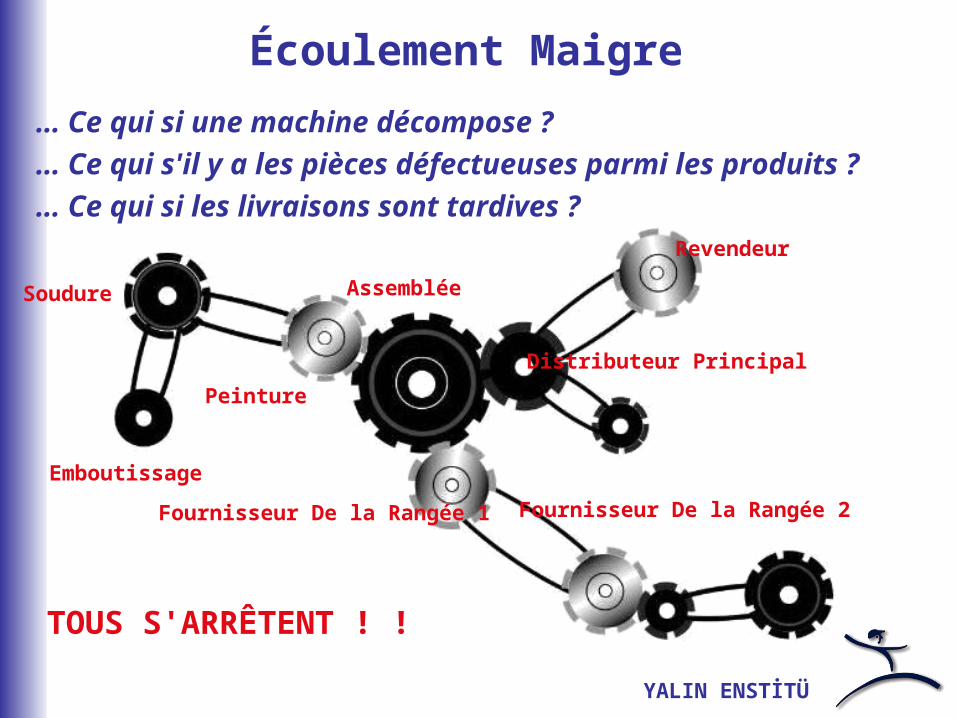
… Ce qui si une machine décompose ?
… Ce qui s'il y a les pièces défectueuses parmi les produits ?
… Ce qui si les livraisons sont tardives ?
TOUS S'ARRÊTENT ! !
Assemblée
Fournisseur De la Rangée 2
Peinture
Soudure
Emboutissage
Fournisseur De la Rangée 1
Écoulement Maigre
Distributeur Principal
Revendeur
YALIN ENSTİTÜ
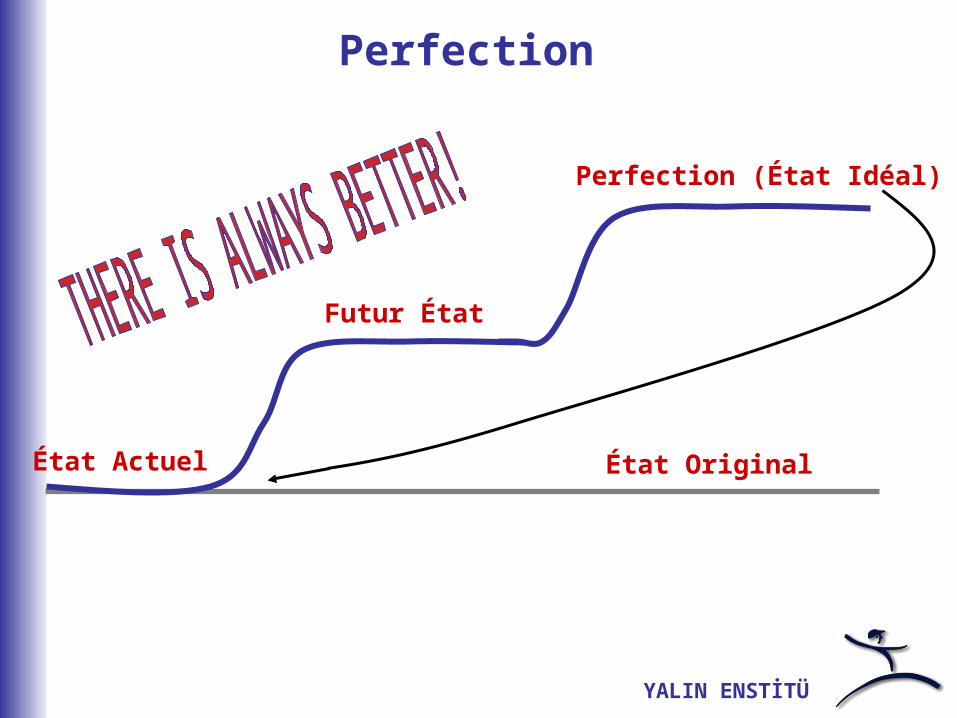
État Actuel
Futur État
Perfection (État Idéal)
État Original
Perfection
YALIN ENSTİTÜ
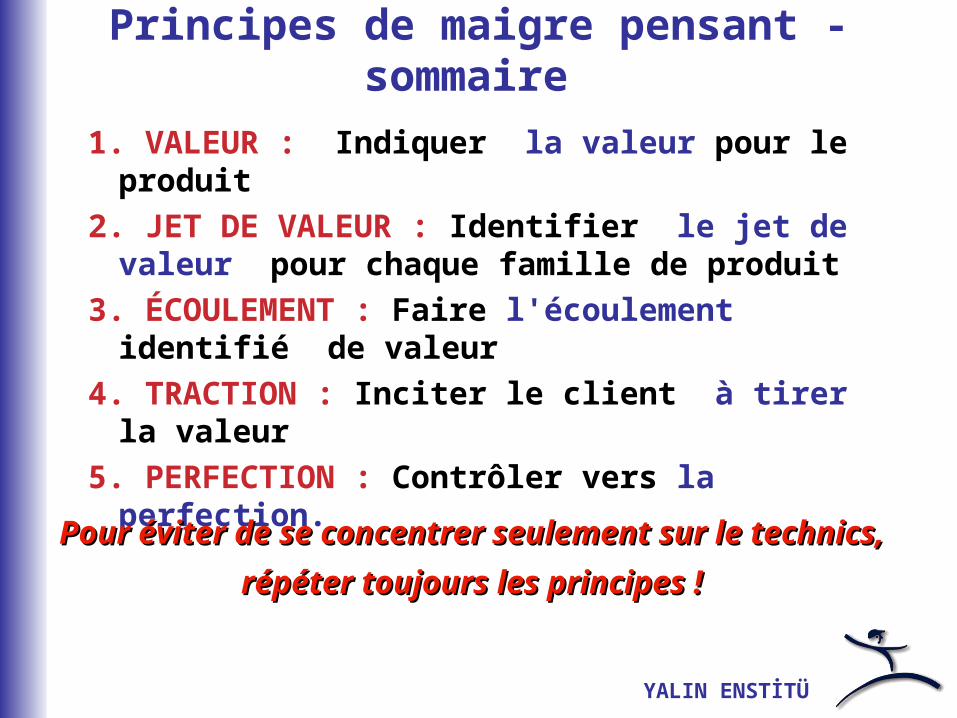
Principes de maigre pensant - sommaire
1. VALEUR : Indiquer la valeur pour le produit
2. JET DE VALEUR : Identifier le jet de valeur pour chaque famille de produit
3. ÉCOULEMENT : Faire l'écoulement identifié de valeur
4. TRACTION : Inciter le client à tirer la valeur
5. PERFECTION : Contrôler vers la perfection.
Pour éviter de se concentrer seulement sur le technics, Pour éviter de se concentrer seulement sur le technics,
répéter toujours les principes ! répéter toujours les principes !
YALIN ENSTİTÜ
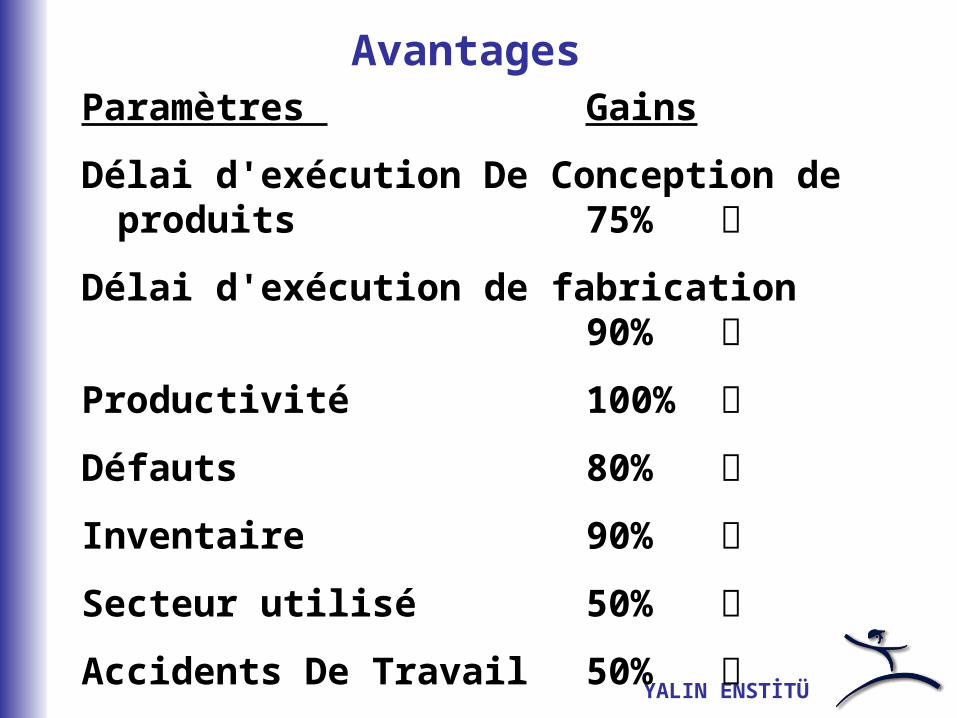
Avantages Paramètres Gains
Délai d'exécution De Conception de produits 75%
Délai d'exécution de fabrication 90%
Productivité 100%
Défauts 80%
Inventaire 90%
Secteur utilisé 50%
Accidents De Travail 50%
Nouveaux investissements Trop peu
YALIN ENSTİTÜ
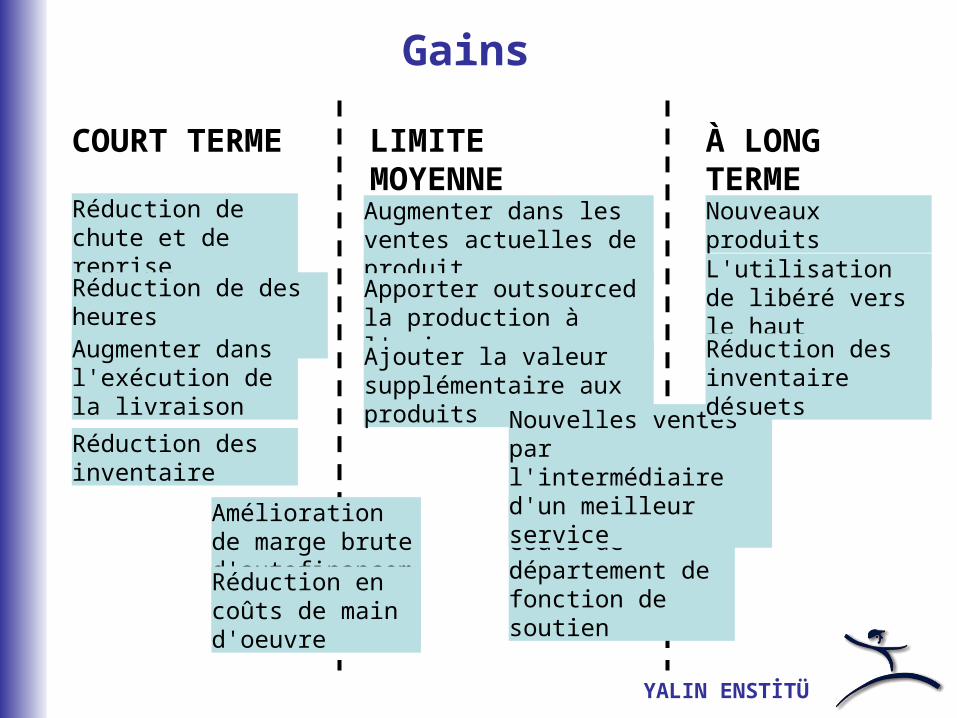
Gains
Réduction de chute et de reprise
Réduction de des heures supplémentaires Augmenter dans l'exécution de la livraison
Réduction des inventaire
Augmenter dans les ventes actuelles de produit
Apporter outsourced la production à l'usine
Ajouter la valeur supplémentaire aux produits
Réduction en coûts de département de fonction de soutien
Amélioration de marge brute d'autofinancement de financement Réduction en coûts de main d'oeuvre
Nouveaux produits
COURT TERME
LIMITE MOYENNE
À LONG TERME
Nouvelles ventes par l'intermédiaire d'un meilleur service
L'utilisation de libéré vers le haut espacent Réduction des inventaire désuets
YALIN ENSTİTÜ
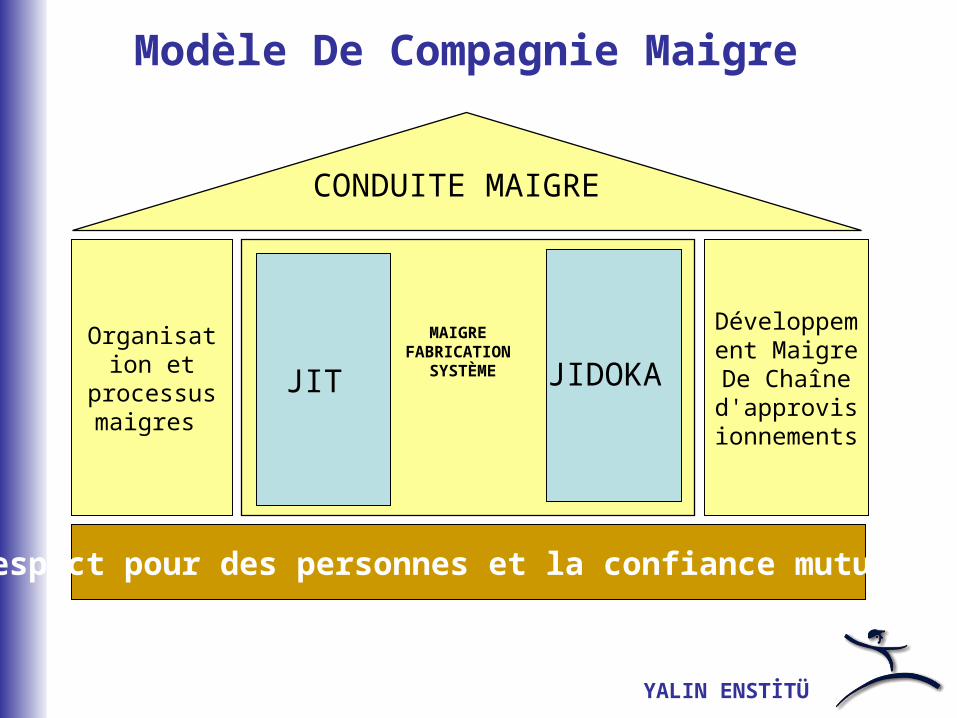
Modèle De Compagnie Maigre
JIT JIDOKA
MAIGRE FABRICATION
SYSTÈME
CONDUITE MAIGRE
Développement Maigre De Chaîne
d'approvisionnements
Organisation et processus
maigres
Respect pour des personnes et la confiance mutuelle
YALIN ENSTİTÜ
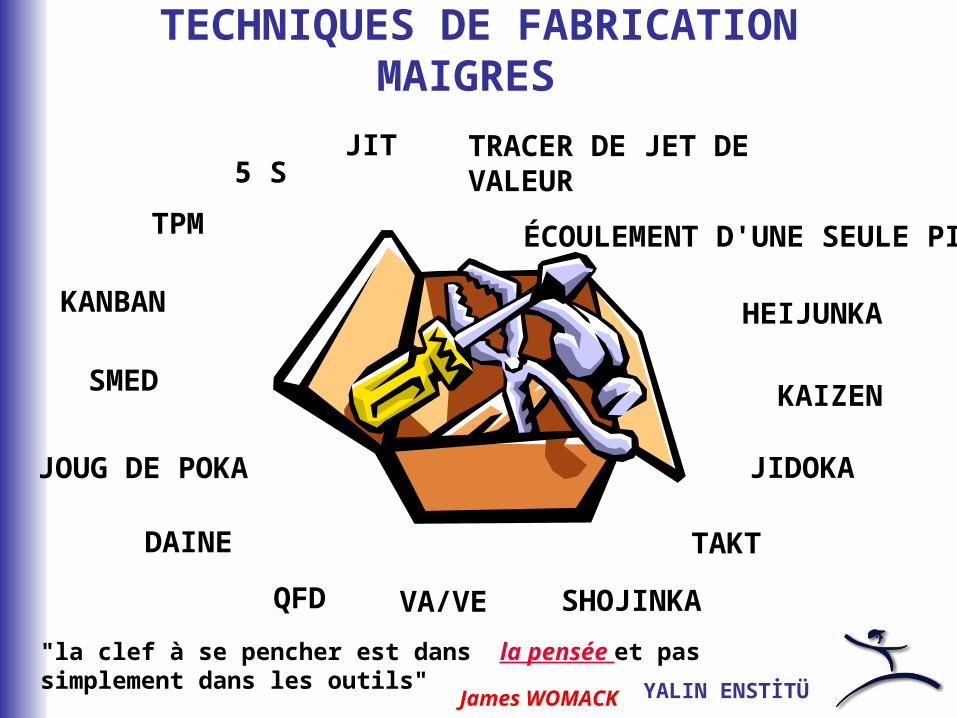
JIDOKA
ÉCOULEMENT D'UNE SEULE PIÈCE
TECHNIQUES DE FABRICATION MAIGRES
5 S
KAIZEN
KANBAN
JIT
JOUG DE POKA
TPM
SMED
SHOJINKA
DAINE
QFD VA/VE
TAKT
TRACER DE JET DE VALEUR
HEIJUNKA
"la clef à se pencher est dans la pensée et pas simplement dans les outils"
James WOMACK
YALIN ENSTİTÜ
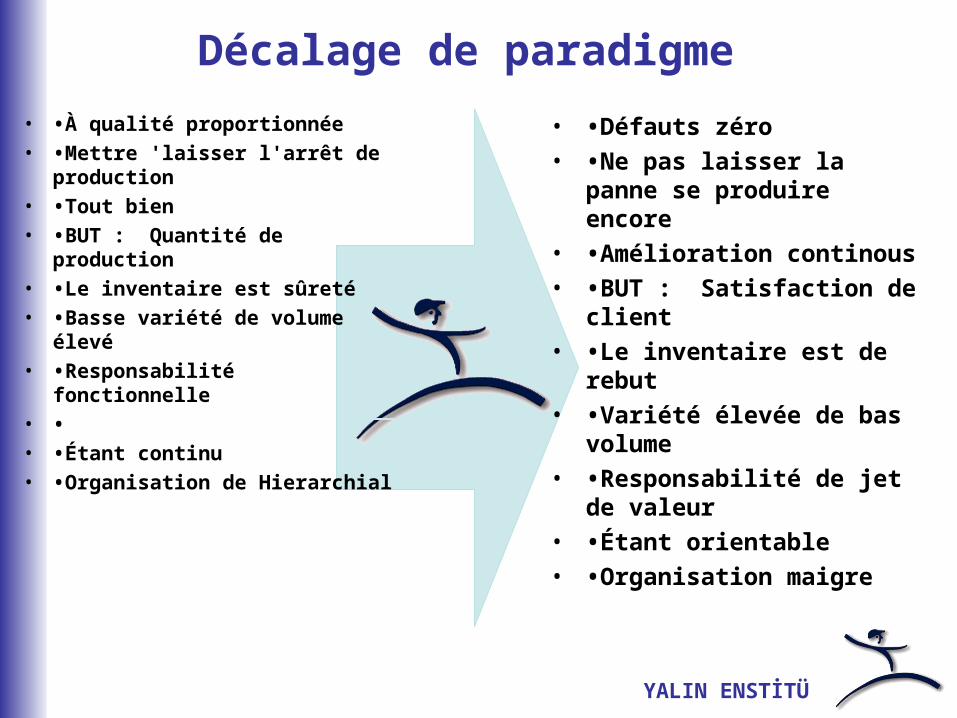
Décalage de paradigme
• •À qualité proportionnée
• •Mettre 'laisser l'arrêt de production
• •Tout bien
• •BUT : Quantité de production
• •Le inventaire est sûreté
• •Basse variété de volume élevé
• •Responsabilité fonctionnelle
• •
• •Étant continu
• •Organisation de Hierarchial
• •Défauts zéro
• •Ne pas laisser la panne se produire encore
• •Amélioration continous
• •BUT : Satisfaction de client
• •Le inventaire est de rebut
• •Variété élevée de bas volume
• •Responsabilité de jet de valeur
• •Étant orientable
• •Organisation maigre





























