Embed Size (px)
Citation preview
La technologie PIM
Le procédé PIM combine injection plastique et métallurgie des poudres. Il permet la mise en forme de pièce métallique et/ou céramique comme celle de pièce plastique.
Exemples de pièces obtenues par le procédé PIM
Ainsi, des pièces de formes très complexes peuvent être obtenues directement ou avec seulement de petites opérations d’usinage. L’état de surface, et la précision des pièces obtenues par PIM sont excellents. De ce fait, on peut éliminer ou réduire des opérations de finition et de polissage. Des réductions de coûts de production importantes sont possibles par rapport au frittage de pièces pressées. Pour information, notons que les termes MIM et CIM sont respectivement associés au procédé de moulage par injection de poudre métallique et céramique.
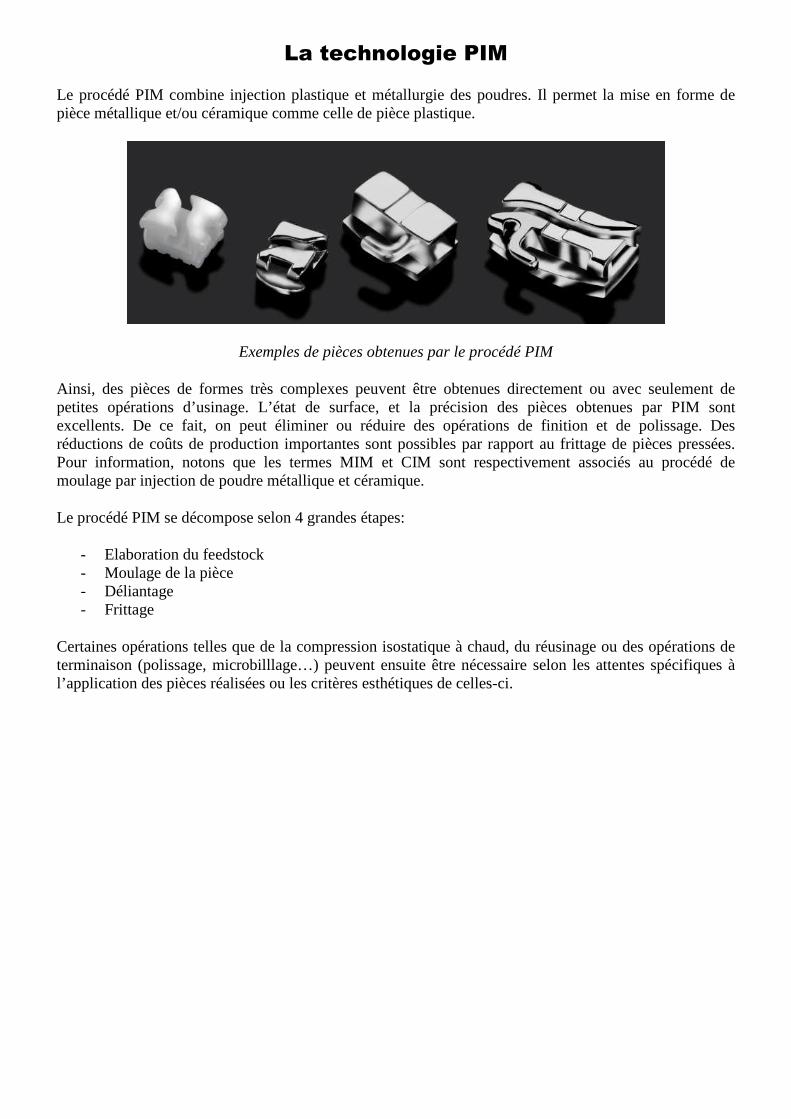
Le procédé PIM se décompose selon 4 grandes étapes:
- Elaboration du feedstock - Moulage de la pièce - Déliantage - Frittage
Certaines opérations telles que de la compression isostatique à chaud, du réusinage ou des opérations de terminaison (polissage, microbilllage…) peuvent ensuite être nécessaire selon les attentes spécifiques à l’application des pièces réalisées ou les critères esthétiques de celles-ci.
Représentation schématique du procédé PIM
1 - Elaboration du feedstock La première étape du procédé, qui consiste à mélanger une poudre et un liant à base de polymère, est fondamentale. La morphologie, la taille de la poudre, les traitements que cette dernière peut subir ainsi que la formulation du liant, sont des paramètres clefs qui affectent les proportions des constituants de ce mélange. Les poudres Les aciers, aciers inoxydables, les alliages fer / nickel (2 à 80% en poids de Ni), à base de cuivre, de nickel, les superalliages à base de cobalt, de titane, les alliages magnétiques, les métaux réfractaires et les métaux-durs constituent les poudres métalliques les plus couramment employées dans le procédé MIM. Pour le CIM, les poudres utilisées sont à base d’alumine, de zircone, d’oxyde de calcium, de magnésium, de silice, de nitrure de silicium, de carbure de silicium. Outre la nature chimique des poudres utilisées, leur forme et leur taille sont aussi des paramètres à prendre en considération. De façon générale, le procédé d’atomisation par eau ou gaz permet d’obtenir des poudres présentant une géométrie arrondie ou sphérique, comme c’est le cas notamment de la poudre acier inoxydable 316L, largement rencontrée. En ce qui concerne la taille, celle-ci peut varier entre 50µm et 0.15nm selon le mode d’élaboration. Notons que la tendance actuelle est d'utiliser de la poudre très réactive possédant une taille moyenne des particules de moins de 1µm afin d'accroître encore les propriétés des composants et de réduire la température et le temps de frittage.
a) b)
c) d)
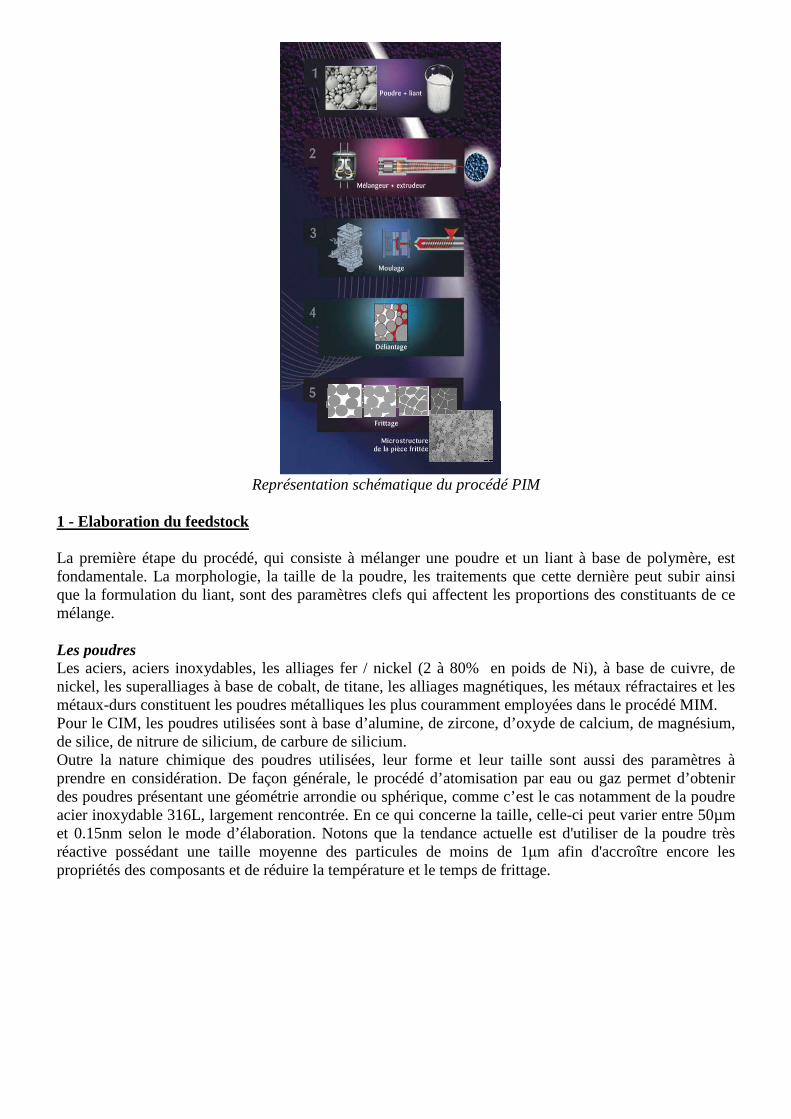
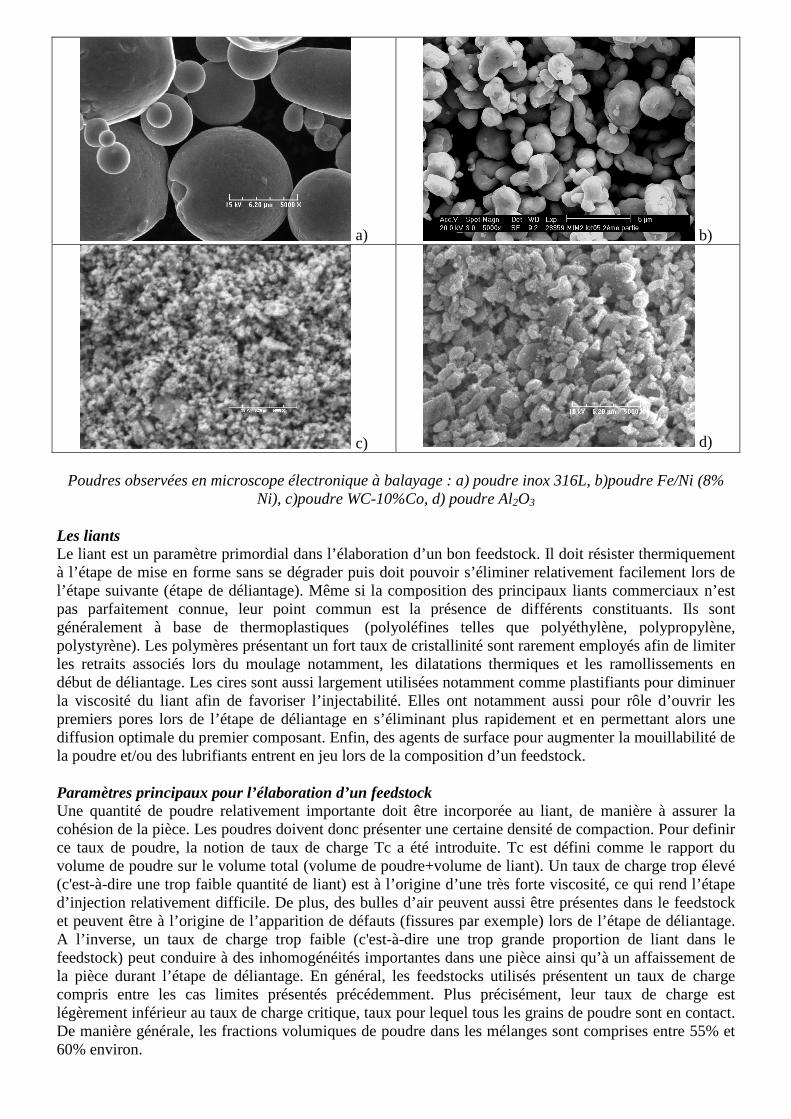
Poudres observées en microscope électronique à balayage : a) poudre inox 316L, b)poudre Fe/Ni (8% Ni), c)poudre WC-10%Co, d) poudre Al2O3
Les liants Le liant est un paramètre primordial dans l’élaboration d’un bon feedstock. Il doit résister thermiquement à l’étape de mise en forme sans se dégrader puis doit pouvoir s’éliminer relativement facilement lors de l’étape suivante (étape de déliantage). Même si la composition des principaux liants commerciaux n’est pas parfaitement connue, leur point commun est la présence de différents constituants. Ils sont généralement à base de thermoplastiques (polyoléfines telles que polyéthylène, polypropylène, polystyrène). Les polymères présentant un fort taux de cristallinité sont rarement employés afin de limiter les retraits associés lors du moulage notamment, les dilatations thermiques et les ramollissements en début de déliantage. Les cires sont aussi largement utilisées notamment comme plastifiants pour diminuer la viscosité du liant afin de favoriser l’injectabilité. Elles ont notamment aussi pour rôle d’ouvrir les premiers pores lors de l’étape de déliantage en s’éliminant plus rapidement et en permettant alors une diffusion optimale du premier composant. Enfin, des agents de surface pour augmenter la mouillabilité de la poudre et/ou des lubrifiants entrent en jeu lors de la composition d’un feedstock. Paramètres principaux pour l’élaboration d’un feedstock Une quantité de poudre relativement importante doit être incorporée au liant, de manière à assurer la cohésion de la pièce. Les poudres doivent donc présenter une certaine densité de compaction. Pour definir ce taux de poudre, la notion de taux de charge Tc a été introduite. Tc est défini comme le rapport du volume de poudre sur le volume total (volume de poudre+volume de liant). Un taux de charge trop élevé (c'est-à-dire une trop faible quantité de liant) est à l’origine d’une très forte viscosité, ce qui rend l’étape d’injection relativement difficile. De plus, des bulles d’air peuvent aussi être présentes dans le feedstock et peuvent être à l’origine de l’apparition de défauts (fissures par exemple) lors de l’étape de déliantage. A l’inverse, un taux de charge trop faible (c'est-à-dire une trop grande proportion de liant dans le feedstock) peut conduire à des inhomogénéités importantes dans une pièce ainsi qu’à un affaissement de la pièce durant l’étape de déliantage. En général, les feedstocks utilisés présentent un taux de charge compris entre les cas limites présentés précédemment. Plus précisément, leur taux de charge est légèrement inférieur au taux de charge critique, taux pour lequel tous les grains de poudre sont en contact. De manière générale, les fractions volumiques de poudre dans les mélanges sont comprises entre 55% et 60% environ.
Technique de mélange Concernant le mode opératoire, la poudre métallique ou céramique est généralement ajoutée progressivement au mélange de polymère (liant) à l’état fondu à l’aide de mélangeurs, ou d’extrudeuses qui permettent d’avoir des taux de cisaillement importants assurant ainsi l’homogénéité du système. Le mélange, une fois homogène, est alors refroidi puis mis sous forme de granulés pour être injecté.
Exemple de feedstock métallique sous forme de granulés
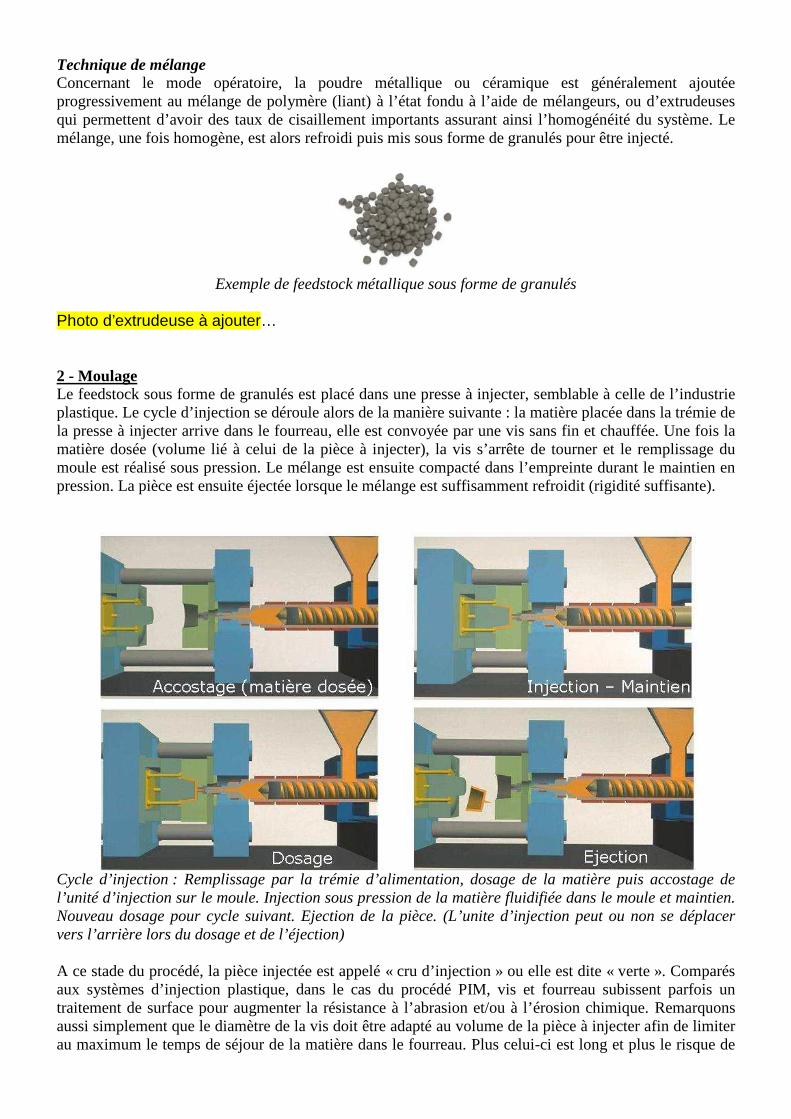
Photo d’extrudeuse à ajouter… 2 - Moulage Le feedstock sous forme de granulés est placé dans une presse à injecter, semblable à celle de l’industrie plastique. Le cycle d’injection se déroule alors de la manière suivante : la matière placée dans la trémie de la presse à injecter arrive dans le fourreau, elle est convoyée par une vis sans fin et chauffée. Une fois la matière dosée (volume lié à celui de la pièce à injecter), la vis s’arrête de tourner et le remplissage du moule est réalisé sous pression. Le mélange est ensuite compacté dans l’empreinte durant le maintien en pression. La pièce est ensuite éjectée lorsque le mélange est suffisamment refroidit (rigidité suffisante).
Cycle d’injection : Remplissage par la trémie d’alimentation, dosage de la matière puis accostage de l’unité d’injection sur le moule. Injection sous pression de la matière fluidifiée dans le moule et maintien. Nouveau dosage pour cycle suivant. Ejection de la pièce. (L’unite d’injection peut ou non se déplacer vers l’arrière lors du dosage et de l’éjection) A ce stade du procédé, la pièce injectée est appelé « cru d’injection » ou elle est dite « verte ». Comparés aux systèmes d’injection plastique, dans le cas du procédé PIM, vis et fourreau subissent parfois un traitement de surface pour augmenter la résistance à l’abrasion et/ou à l’érosion chimique. Remarquons aussi simplement que le diamètre de la vis doit être adapté au volume de la pièce à injecter afin de limiter au maximum le temps de séjour de la matière dans le fourreau. Plus celui-ci est long et plus le risque de
dégrader la matière dans le fourreau sera important. De même, dans le cas de feedstock, lors de l’étape du dosage pour amener la matière en tête de vis, des vitesses de rotation faibles seront privilégiées afin de ne pas séparer la charge du liant.
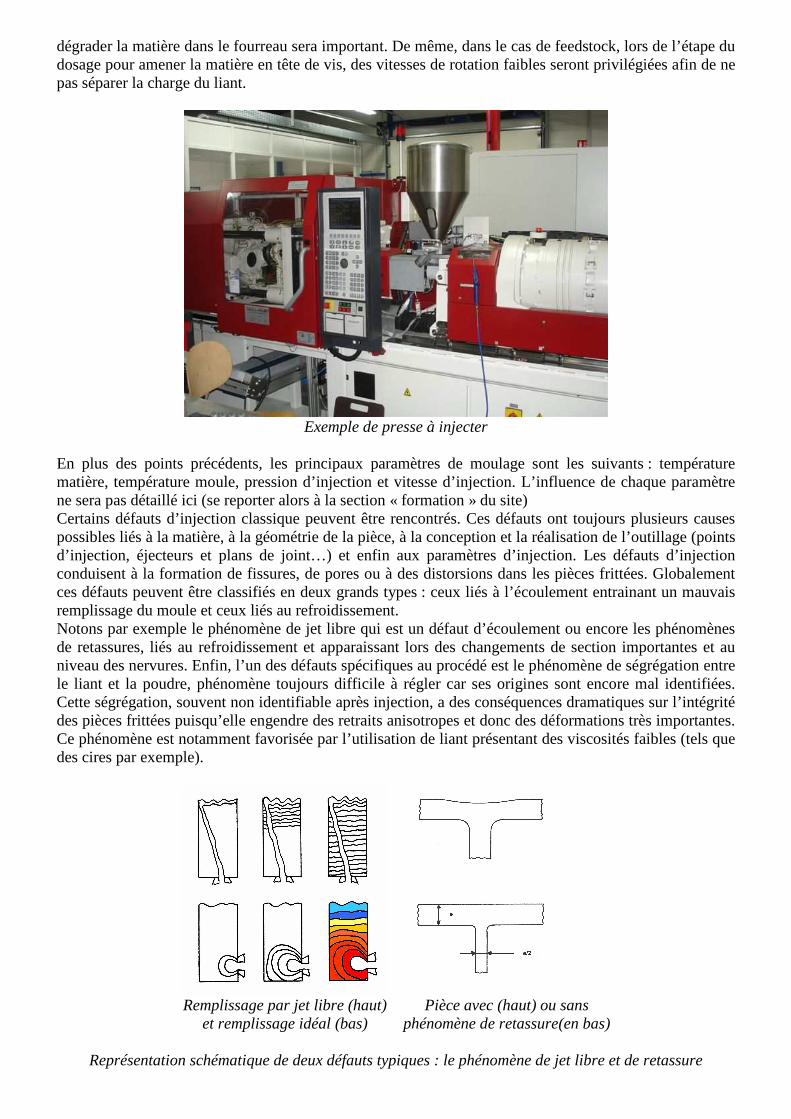
Exemple de presse à injecter
En plus des points précédents, les principaux paramètres de moulage sont les suivants : température matière, température moule, pression d’injection et vitesse d’injection. L’influence de chaque paramètre ne sera pas détaillé ici (se reporter alors à la section « formation » du site) Certains défauts d’injection classique peuvent être rencontrés. Ces défauts ont toujours plusieurs causes possibles liés à la matière, à la géométrie de la pièce, à la conception et la réalisation de l’outillage (points d’injection, éjecteurs et plans de joint…) et enfin aux paramètres d’injection. Les défauts d’injection conduisent à la formation de fissures, de pores ou à des distorsions dans les pièces frittées. Globalement ces défauts peuvent être classifiés en deux grands types : ceux liés à l’écoulement entrainant un mauvais remplissage du moule et ceux liés au refroidissement. Notons par exemple le phénomène de jet libre qui est un défaut d’écoulement ou encore les phénomènes de retassures, liés au refroidissement et apparaissant lors des changements de section importantes et au niveau des nervures. Enfin, l’un des défauts spécifiques au procédé est le phénomène de ségrégation entre le liant et la poudre, phénomène toujours difficile à régler car ses origines sont encore mal identifiées. Cette ségrégation, souvent non identifiable après injection, a des conséquences dramatiques sur l’intégrité des pièces frittées puisqu’elle engendre des retraits anisotropes et donc des déformations très importantes. Ce phénomène est notamment favorisée par l’utilisation de liant présentant des viscosités faibles (tels que des cires par exemple).
Remplissage par jet libre (haut)
et remplissage idéal (bas) Pièce avec (haut) ou sans
phénomène de retassure(en bas)
Représentation schématique de deux défauts typiques : le phénomène de jet libre et de retassure
3 – Déliantage Le déliantage est une opération clef du procédé qui consiste à enlever les liants organiques du feedstock une fois la pièce injectée. La qualité de cette opération est fondamentale pour ne pas provoquer de dégâts physiques (fissurations) ou chimiques (carburation) à la pièce. Une part très importante des défauts qui apparaissent après frittage est générée par un déliantage inadéquat. Dans la majorité des cas, les liants organiques utilisés conduisent à procéder à deux déliantages distincts. Le premier déliantage a pour but d'ouvrir des canaux depuis le cœur de la pièce jusqu'à sa périphérie, il subsiste alors encore une partie de liant organique dont le but est de maintenir à la pièce une résistance mécanique permettant de la manipuler. Pour ce premier déliantage, différents procédés peuvent être cités :
• Déliantage catalytique (brevet BASF, procédé CATAMOLD) et procédé le plus utilisé en Europe. • Déliantage dans l'eau ou dans un solvant, le liant est alors solubilisé dans l'eau. • Déliantage thermique ; le liant est vaporisé par augmentation de la température. Cette technique
est généralement lente, assez consommatrice d’énergie et donc peu productive.
Principe d’extraction du liant lors du premier déliantage
Le 2ème déliantage; quasiment toujours thermique, a pour but d'éliminer le reste de liant organique. Il est possible et avantageux de procéder au 2ème déliantage dans le même four et dans le même cycle que le frittage, pour diminuer les manipulations, les pertes d'énergie et éviter les oxydations qui peuvent se produire après le 2ème déliantage, souvent appelé alors étape de pré-frittage
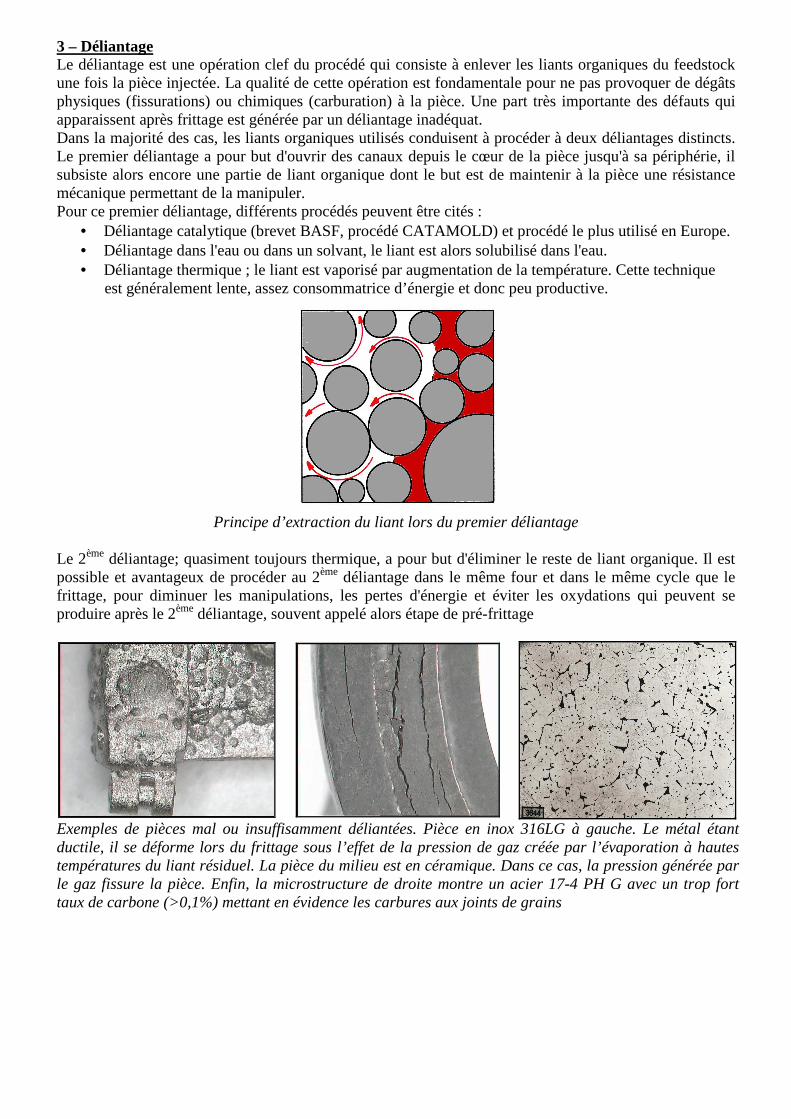
Exemples de pièces mal ou insuffisamment déliantées. Pièce en inox 316LG à gauche. Le métal étant ductile, il se déforme lors du frittage sous l’effet de la pression de gaz créée par l’évaporation à hautes températures du liant résiduel. La pièce du milieu est en céramique. Dans ce cas, la pression générée par le gaz fissure la pièce. Enfin, la microstructure de droite montre un acier 17-4 PH G avec un trop fort taux de carbone (>0,1%) mettant en évidence les carbures aux joints de grains
Exemple d’un four de déliantage
Le déliantage est une étape clef du MIM. Il doit être effectué parfaitement sinon le frittage est dégradé. C’est sans doute l’opération la plus simple et en tout cas celle qui nécessite le moins de réglages mais c’est certainement la plus dangereuse, la plus difficile à contrôler. C’est également celle qui a le plus d’impact sur les installations comme par exemple les résidus de carbone à l’intérieur des fours. 4 – Frittage Une fois, l’étape de déliantage terminée, la pièce doit être consolidée par une étape de frittage. Le frittage est un procédé thermique qui permet, en chauffant des poudres compactées, généralement en dessous de leur point de fusion, de leur donner une cohésion après refroidissement et d’obtenir la microstructure désiré du matériau final. Le four du potier est un four de frittage ! Le frittage s’accompagne d’un retrait contrôlé (typiquement le retrait linéaire varie 13 et 21%).
Pièce verte (à gauche) et pièce frittée (à droite) obtenue à partir d’une feedstock métallique (granulés)
Le principe du frittage est basé sur la diffusion atomique : des particules métalliques ou céramiques en contact se soudent par des phénomènes de transport atomique par diffusion si elles sont soumises à des températures supérieures à la moitié de leur température absolue de fusion. Il existe deux types de frittage selon s’il s’agit d’un frittage en présence (cas de la plupart des carbures métalliques, en particulier les carbures de tungstène WC) ou non d’une phase liquide. Ici nous ne traiterons que rapidement le cas ou aucune phase liquide n’est présente. Les forces d'attraction entre particules, plus importantes que celles entre une particule et les gaz qui remplissent les interstices, vont rapprocher puis souder les grains. Trois stades dans le processus peuvent alors être distingués.

Schématisation de la courbe caractéristique du frittage liant le retrait et la température de densification
Pièce après l’étape de déliantage
Stade 1
Les grains vont se souder les uns aux autres, mais il existe un réseau de porosité, qui communiquent entre elles (porosités initialement remplies par du liant au début du procédé).
Stade 2
La porosité est progressivement éliminée du fait du rapprochement et de la croissance des grains. Seules quelques porosités isolées demeurent présentes. A ce stade, la densification est couplée à la croissance granulaire. L’évolution du retrait est alors très rapide avec la montée en température
Stade 3 avec mise en évidence des grains
Enfin, la porosité fermée restante doit être réduite ou idéalement complètement éliminée, ce qui reste toujours difficile à réaliser. A ce stade l’évolution du retrait est lente avec la température. Cette dernière étape est cruciale pour la densité et la structure du produit final.
Notons que l’atmosphère dans laquelle baigne la pièce (vide ou pression, type de gaz) ainsi que la température sont des paramètres fondamentaux pour la qualité du frittage. D’autres phénomènes clefs doivent aussi être contrôlés tels que les phénomènes de désoxydation, la maîtrise du taux de carbone et l’évaporation de certains éléments.

Exemple de four de frittage (MIM 3000 Serie, Elnick) 5 - Opérations post-PIM pouvant être réalisées HIP Le HIP pour Hot Isostatic Pressing est également connu en France sous le terme de CIC pour compression isostatique à chaud. Le terme isostatique est employé car la pression (autour de 1500- 2000bars) s'applique dans toutes les directions, la transmission de la pression étant réalisée par un gaz. C'est une technologie de densification éprouvée pour éradiquer la porosité fermée résiduelle dans des pièces métalliques ou céramiques et pour atteindre des états de surface quasi- parfaits. Ce type de traitement est très employé dans les céramiques (c’est une des techniques majeures), dans les pièces de fonderie nécessitant des fiabilités élevées (trains d’atterrissage, vannes de pipe line, systèmes d’arrimage off shore, prothèses de hanche..) et bien sûr dans la métallurgie des poudres. Dans le cas du PIM, les pièces sont déjà denses (>96% de dthéorique), le HIP est alors utilisé pour obtenir une densité très proche de 100% . Les photos ci-dessous montrent explicitement l'impact du traitement HIP sur la microstructure pour un acier 316 LG obtenu en MIM. La porosité est totalement éliminée, on constate également une croissance granulaire non négligeable.
Micrographie N°1 : Cliché MEB d'un 316L sans
HIP
Micrographie N°2 : Cliché MEB du même 316L
mais avec HIP
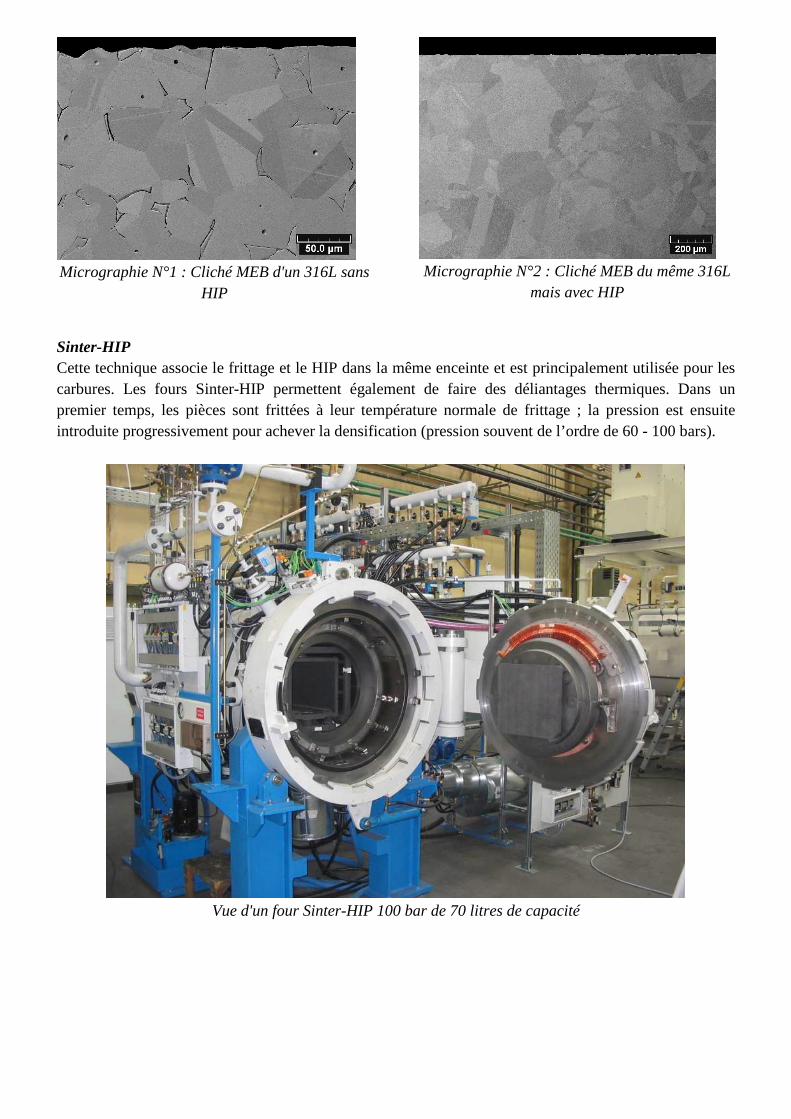
Sinter-HIP Cette technique associe le frittage et le HIP dans la même enceinte et est principalement utilisée pour les carbures. Les fours Sinter-HIP permettent également de faire des déliantages thermiques. Dans un premier temps, les pièces sont frittées à leur température normale de frittage ; la pression est ensuite introduite progressivement pour achever la densification (pression souvent de l’ordre de 60 - 100 bars).
Vue d'un four Sinter-HIP 100 bar de 70 litres de capacité