Embed Size (px)
Citation preview
R e v u e A B B 5 / 1 9 9 7 33
ctuellement, pour avoir du succès surle marché hautement compétitif des turbinesà gaz à génération de puissance, les fournis-seurs d’équipements primaires doivent êtrecapables de fournir des turbines à haut ren-dement, au coût le plus faible possible, ainsique répondre rapidement et avec efficacitéaux changements du marché.
L’aubage est un des composants clé in-fluençant l’efficacité, la fiabilité et les coûtsdes turbines à gaz. Les aubes de turbine sontfabriquées en superalliage à base de Nickel,à l’aide d’un procédé de moulage à cire per-due, également connu sous le nom de pro-cédé «lost wax».
L’accroissement continu de l’efficacité desturbines qui est apparu au cours des ans, aété accompagné par une augmentation detempérature significative et par des concep-tions d’aubages beaucoup plus complexes.Dans les turbines modernes, les aubes opè-rent en contact direct avec les gaz de com-bustion dont la température est plus élevéeque le point de fusion des alliages utilisés. Parconséquent, ces aubes doivent être refroi-dies. L’air de refroidissement est amené auxcanaux de refroidissement situés à l’intérieur
de ces dernières. Au niveau de l’intégrité mé-canique de la machine, le contrôle des sec-tions de faible épaisseur du superalliage estdevenu un point délicat. De plus, le mode derupture principal des aubes est passé d’unerupture de fluage à une rupture de fatiguethermo-mécanique suite à l’amélioration del’efficacité du refroidissement des aubes, cecigrâce à l’utilisation de canaux de refroidisse-ment internes de forme spiroïdale toujoursplus complexes.
Simulation de la coulée: une nécessité?Pour leur dernière génération de turbines àgaz, les constructeurs ont choisi de suivre lavoie ouverte par les fabricants de réacteurs etont remplacé les aubes à structure polycris-talline conventionnelles par un aubage à soli-dification directionnelle ou à structure mono-cristalline .
Alors que l’approche empirique conven-tionnelle est acceptable pour des aubes deréacteur de petite dimension et d’un volumede production relativement grand, elle ne l’estplus pour la production à petite échelle et auxcoûts élevés des aubes de turbines industriel-les. Du reste, le temps nécessaire pour obte-nir une solution empirique (6 à 12 mois) estinacceptable en regard du temps appartipour le cycle de développement de la turbine,temps dicté par les forces du marché et desconsidérations de coût de développement duproduit.
La nécessité de développer une géomé-trie optimale pour les composants coulés,avec un risque de défauts de fonderie res-treint d’une part et le besoin de réduire letemps nécessaire pour le processus d’ap-prentissage d’autre part, tout en dévelop-pant un procédé de fabrication économique,sont pris en compte par l’utilisation desconnaissances théoriques du procédé defonderie conjointement à la simulation assis-tée sur ordinateur pendant la phase deconception du composant et la phase initialede validation des essais de fonderie. Aveccette approche, le centre de recherched’ABB, en collaboration avec ABB Produc-tion d’énergie ont démontré que les tempsde développement pour la coulée peuventêtre réduits de quelques mois à quelques se-maines (ce qui correspond à une réductionallant jusqu’à 75%) .
Il existe déjà un certain nombre d’outils desimulation de fonderie sur le marché, maischacun souffre de lacunes considérablesquand ils sont utilisés pour ce type d’optimi-sation. Le centre de recherche d’ABB enSuisse et ABB Production d’énergie ontconstaté, en 1992, que le logiciel développépar ACCESS e.V. à l’institut de technologied’Aachen en Allemagne, constituait l’outilayant les meilleures prédispositions pour ledéveloppement d’un moyen réaliste d’aide àla conception.
Les avantages techniques spécifiques dece dernier, appelé CASTS pour ‘Computer-Aided Solidification TechnologieS’, sont unmodèle d’échange de chaleur par rayonne-
2
1
A
Modèle informatiquepour l’optimisation de la conception decomposants de turbines à gaz coulésActuellement les rendements les plus élevés sont obtenus pour des turbi-nes à gaz avec des aubes à structure monocristalline ou à solidificationdirectionnelle. Il est possible de prédire à l’aide d’un modèle informatique,si et dans quelle mesure, les aubes complexes de turbines peuvent être cou-lées de manière économique. En collaboration avec l’Institut de technologied’Aachen, le Centre de recherche d’ABB en Suisse a développé et validé unoutil de conception qui permet de modéliser les détails de composants auxformes compliquées dans leur intégralité. Grâce à celui-ci, il est possible deréduire le temps de développement du procédé de fonderie de quelques moisà quelques semaines, d’abaisser les coûts et le temps nécessaire jusqu’àl’introduction sur le marché.
T U R B I N E S À G A Z
Martin Balliel
Dr Peter Holmes
Dr Peter Ernst
ABB Corporate Research Ltd.,
Suisse
Michael Newnham
ABB Production d’énergie SA

34 R e v u e A B B 5 / 1 9 9 7
ment basé sur un facteur de vue unique, sacapacité de traiter d’importants modèlesd’éléments finis et sa vitesse de calcul. Tousces facteurs permettent de modéliser de ma-nière complète les composants aux formescomplexes et le détail de leur géométrie. Il enrésulte une approche plus pointue de la pré-diction de la réalité.
La simulation de fonderie permet de pré-dire le champs de température pendant leprocédé. Elle comprend également la physi-que nécessaire pour prédire l’évolution de lasolidification du composant pendant la cou-lée. L’utilisation de modèles physiques pour leprocédé utilisé permet d’estimer le risque dedéveloppement de défauts typiques de fon-derie comme : porosité, grains irréguliers,«freckles», etc. Une optimisation automati-que des paramètres appropriés du procédépeut être utilisée pour minimiser les défautsde solidification de telle sorte que le taux deréussite de la coulée est augmenté de ma-nière significative. De plus, les contraintes etdéformations résiduelles inhérentes à ce pro-
cédé peuvent être calculées et la microstruc-ture prédite.
Le modèle a été validé sur la base de com-paraisons entre prédictions et résultats d’es-sais de fonderie au cours de ces dernièresannées. La confiance dans la simulation defonderie est maintenant si grande que sonemploi a été intégré dans le procédé de dé-veloppement de nouveaux éléments, y com-pris pour les composants polycristallinsconventionnels, les composants solidifiés di-rectionnellement et les composants mono-cristallins.
L’outil de simulation de fonderie CASTS
Prédiction du temps et de la tempé-rature – comment le métal liquidese solidifieDivers paramètres de départ sont nécessai-res pour simuler le procédé de fonderie. Ilss’agit de la géométrie, des propriétés physi-
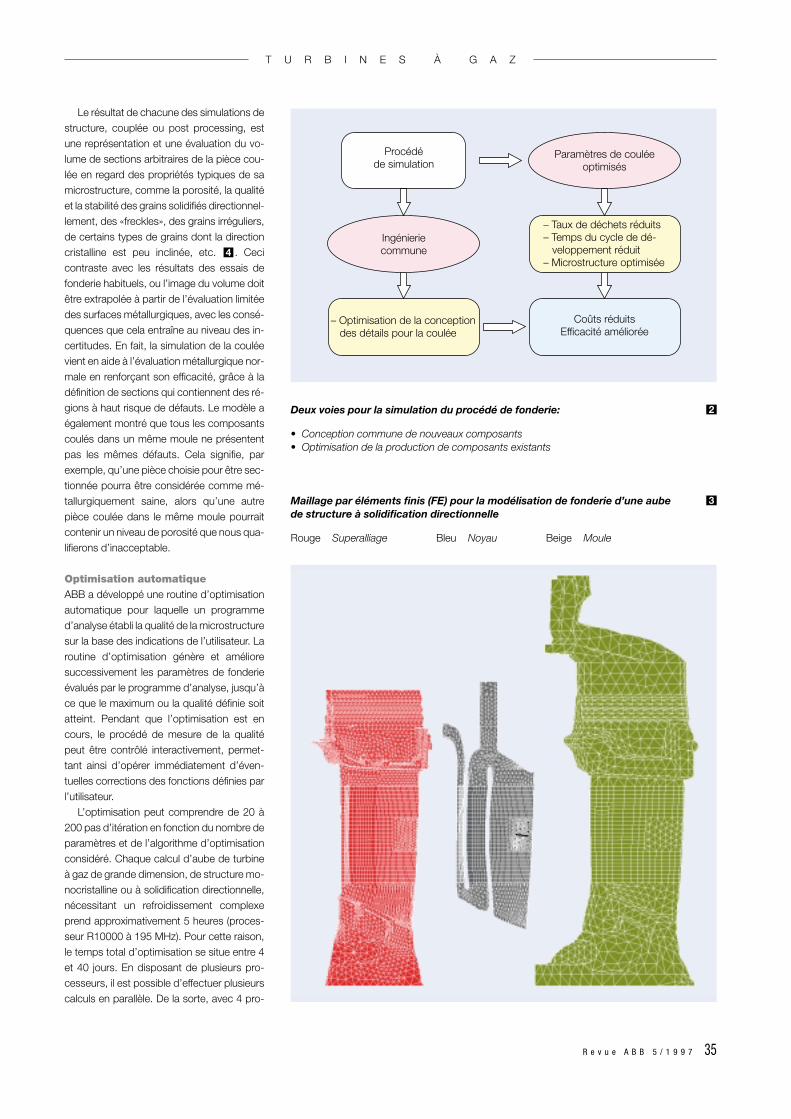
ques ainsi que de tous les éléments impliquésdans le procédé de solidification (moule encéramique, noyau, intérieur du four, etc.), destempératures initiales et des conditions limi-tes. Cela nécessite un maillage par élémentsfinis (FE) de tous les constituants physiques(composants, moule en céramique, noyau,four, etc.) .
Comme dans le procédé réel de fonderie,la résolution commence avec le calcul duchamps de température du moule vide pen-dant le préchauffage à 1000–1500 ºC. Cetteétape est suivie par la simulation de la couléede l’alliage et de la détermination de la distri-bution de température transitoire dans lecomposant, le moule, le noyau et dans tousles autres éléments.
Pour la solidification directionnelle et mo-nocristalline, le moule est retiré de la chambrede chauffage et placé dans une chambre derefroidissement séparée de l’installation decoulée sous vide (procédé Bridgman). La dé-termination du transfert de chaleur par rayon-nement, impliquant un calcul intensif et com-plexe, est pour cette raison une partie essen-tielle de la simulation.
La prédiction globale de l’évolution de latempérature dans le temps représente labase pour toute autre analyse de déforma-tion-contrainte, de la microstructure, ou en-core pour l’optimisation du procédé de fon-derie.
Prédiction de la microstructure –reconnaissance des défauts de fonderieEn tant qu’alternative, une simulation cou-plée température-structure des grains a étédéveloppée pour un calcul particulièrementprécis de cette dernière pour des composantà structure monocristalline ou à solidificationdirectionnelle. En outre, un module de cou-plage température-déformation/contrainteest en cours de développement et de valida-tion. Ce dernier permettra de prédire lescontraintes résiduelles ainsi que les dimen-sions avec précision. Cependant, ces deuxsimulations couplées nécessitent sensible-ment plus de temps de calcul que la simplerésolution d’un champs de température,post-processing inclu.
Dans le module le plus rapide de traite-ment des données, le calcul de la microstruc-ture ainsi que l’évaluation est basée sur la so-lution de la température, qui dépend à sontour du procédé de solidification sélectionné(monocristal, polycristal directionnel ouconventionnel).
3
Orientation des joints de grains – les aubes polycristallines conventionnelles (à gauche) ont été remplacées par des aubes à structure solidifiée directionnellement (au centre) ou avec une structure monocristalline (à droite) pour la génération de turbines à gaz la plus récente.
1
Grainséquiaxiaux
MonocristalSolidificationdirectionnelle
T U R B I N E S À G A Z
R e v u e A B B 5 / 1 9 9 7 35
Le résultat de chacune des simulations destructure, couplée ou post processing, estune représentation et une évaluation du vo-lume de sections arbitraires de la pièce cou-lée en regard des propriétés typiques de samicrostructure, comme la porosité, la qualitéet la stabilité des grains solidifiés directionnel-lement, des «freckles», des grains irréguliers,de certains types de grains dont la directioncristalline est peu inclinée, etc. . Cecicontraste avec les résultats des essais defonderie habituels, ou l’image du volume doitêtre extrapolée à partir de l’évaluation limitéedes surfaces métallurgiques, avec les consé-quences que cela entraîne au niveau des in-certitudes. En fait, la simulation de la couléevient en aide à l’évaluation métallurgique nor-male en renforçant son efficacité, grâce à ladéfinition de sections qui contiennent des ré-gions à haut risque de défauts. Le modèle aégalement montré que tous les composantscoulés dans un même moule ne présententpas les mêmes défauts. Cela signifie, parexemple, qu’une pièce choisie pour être sec-tionnée pourra être considérée comme mé-tallurgiquement saine, alors qu’une autrepièce coulée dans le même moule pourraitcontenir un niveau de porosité que nous qua-lifierons d’inacceptable.
Optimisation automatiqueABB a développé une routine d’optimisationautomatique pour laquelle un programmed’analyse établi la qualité de la microstructuresur la base des indications de l’utilisateur. Laroutine d’optimisation génère et amélioresuccessivement les paramètres de fonderieévalués par le programme d’analyse, jusqu’àce que le maximum ou la qualité définie soitatteint. Pendant que l’optimisation est encours, le procédé de mesure de la qualitépeut être contrôlé interactivement, permet-tant ainsi d’opérer immédiatement d’éven-tuelles corrections des fonctions définies parl’utilisateur.
L’optimisation peut comprendre de 20 à200 pas d’itération en fonction du nombre deparamètres et de l’algorithme d’optimisationconsidéré. Chaque calcul d’aube de turbineà gaz de grande dimension, de structure mo-nocristalline ou à solidification directionnelle,nécessitant un refroidissement complexeprend approximativement 5 heures (proces-seur R10000 à 195 MHz). Pour cette raison,le temps total d’optimisation se situe entre 4et 40 jours. En disposant de plusieurs pro-cesseurs, il est possible d’effectuer plusieurscalculs en parallèle. De la sorte, avec 4 pro-
4
Deux voies pour la simulation du procédé de fonderie:
• Conception commune de nouveaux composants• Optimisation de la production de composants existants
2
Maillage par éléments finis (FE) pour la modélisation de fonderie d’une aube de structure à solidification directionnelle
Rouge Superalliage Bleu Noyau Beige Moule
3
– Taux de déchets réduits– Temps du cycle de dé- veloppement réduit– Microstructure optimisée
Coûts réduitsEfficacité améliorée
– Optimisation de la conception des détails pour la coulée
Procédéde simulation
Ingénieriecommune
Paramètres de couléeoptimisés
T U R B I N E S À G A Z

36 R e v u e A B B 5 / 1 9 9 7
cesseurs, le temps de calcul total est réduit àune période allant de 1 à 10 jours.
La routine d’optimisation peut être utiliséepour minimiser la probabilité des défauts surla base de la spécification du composant. Ellepeut également être utilisée pour améliorer leprocédé de fonderie dans l’optique d’uneproduction économique et efficace en inté-grant davantage de critères de qualitécomme le temps de production nécessairedans le haut fourneau, la consommation d’al-liage ou le nombre de pas du procédé.
Analyse de sensibilité – identification des paramètres critiquesUn autre avantage de la simulation, en com-paraison avec les essais conventionnels defonderie, est la capacité d’effectuer des ana-lyses de sensibilité très enrichissantes. Si laphysique et les paramètres sont utilisés cor-rectement alors la simulation écarte les per-turbations expérimentales non reproductibleset permet ainsi d’examiner la variation deparamètres de manière isolée. Ceci permetégalement de définir les variables expérimen-tales critiques qui nécessitent un réglage pré-cis.
ABB a mené a bien des études paramétri-ques du procédé de coulée dans le but dedéterminer comment des changements mi-neurs de différents paramètres de réglages,comme la température du métal ou du moule,affectent la qualité des pièces coulées. Il estdonc possible d’observer dans quelle me-
sure un procédé est stable. Ces évaluationsseraient trop onéreuses dans le cadre de l’ap-proche expérimentale traditionnelle.
Applications
Production bon marchéLa simulation de fonderie est actuellementutilisée pour les composants les plus chers,ayant des temps de livraison élevés, pour les-quels un risque significatif de dépassementdes délais et du cadre financier existe. Un ra-pide retour sur investissement est ainsi as-suré.
Dans la course à la «lean production», lacapacité de stockage est réduite à un niveauaussi faible que possible. Si des problèmesde production apparaissent et que les com-posants impliqués se trouvent sur ce que l’ondésigne par «le chemin critique» alors c’est lalivraison de l’unité complète qui prend du re-tard. La conséquence peut être une dégrada-tion de l’image de marque, des coûts plusélevés et une diminution du cash-flow en rai-son des retards dans les paiements ou despénalités contractuelles.
L’aubage est continuellement en dévelop-pement en raison du le rôle clé qu’il joue dansl’augmentation de puissance et de rende-ment des turbines à gaz. Le temps de déve-loppement pour une nouvelle construction,ou un nouveau procédé de fabrication, déter-mine souvent le temps nécessaire jusqu’àl’introduction sur le marché d’une nouvelleturbine à gaz ou d’un «upgrade».
illustre l’avantage considérable de lamodélisation sur l’approche expérimentaleconventionnelle au niveau de temps d’exécu-tion ou de réaction face à une modification deconception. Pour cette raison, ABB utilise lasimulation de fonderie pour tous les nou-veaux aubages de turbines à gaz. Alors qu’àl’heure actuelle, le succès technique et finan-cier de la simulation de fonderie est entraind’être validée pour les aubes, la modélisationd’éléments complexes supplémentaires,comme les brûleurs et les bâtis, est en phased’introduction.
Développement du procédé de fonderieUn autre domaine d’application de la simula-tion est le développement du procédé de fon-derie. Ceci inclus l’évaluation d’autres techni-ques de coulée qui élargissent le spectre deprocédés utilisables permettant la fabricationéconomique de composants complexes im-portants. La modélisation d’une aube degrande dimension de structure à solidificationdirectionnelle au moyen de refroidissement àmétal liquide (LMC, Liquid Metal Cooling)peut être citée à titre d’exemple. L’évaluationdes différents procédés est relativement facileà réaliser à l’aide de l’ordinateur en compa-raison des importants efforts nécessairespour construire les installations expérimenta-les, sans parler des coûts engendrés par lestests et l’analyse des produits. Cependant, ilest possible qu’une validation quantitativesoit nécessaire pour de nouveaux concepts
5
Microporosité minimisée pour une aube coulée convention-nellement. L’introduction d’une modification du procédé defonderie a permis d’éliminer le problème de la microporosité.
a Représentation du modèle informatique montrant une microporosité inacceptable (1) et un résultat admissible du procédé de fonderie développé par ordinateur (2).
b Constructeur indiquant les régions sensibles d’un composant de fonderie.
4
1
2
a
b
T U R B I N E S À G A Z
R e v u e A B B 5 / 1 9 9 7 37
situés en dehors du domaine de connais-sance actuel.
Capacité de coulée en tant que critère de développement
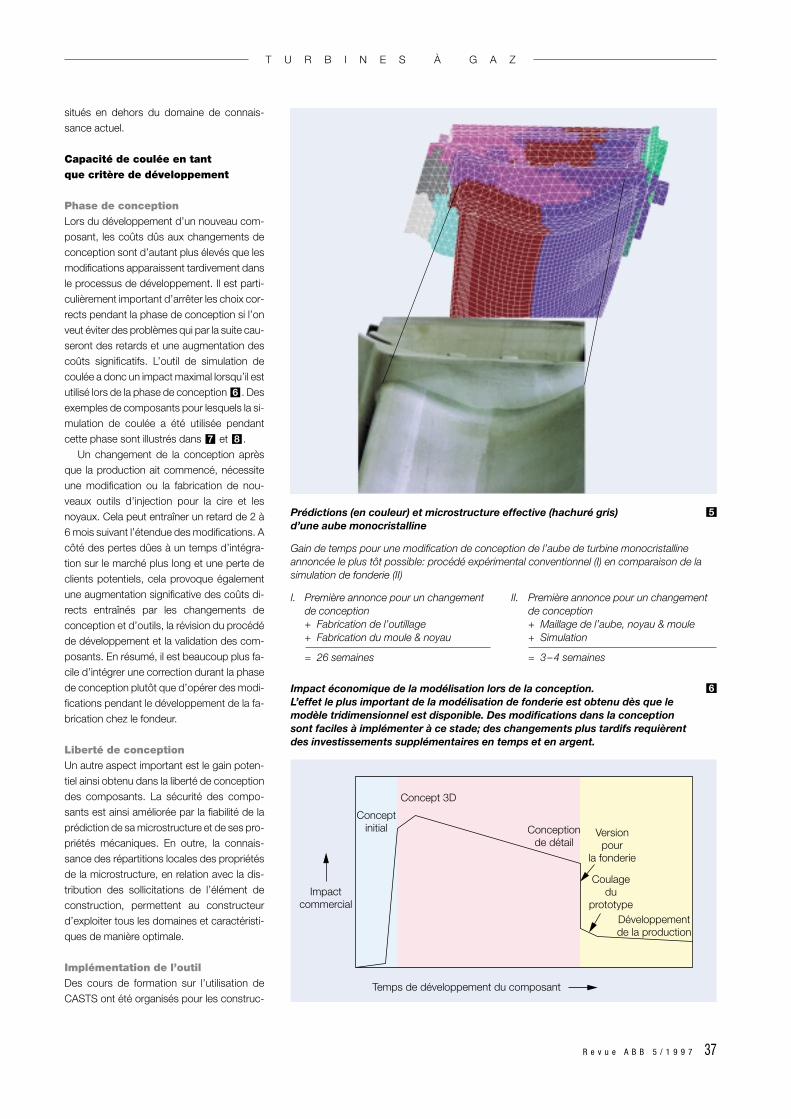
Phase de conceptionLors du développement d’un nouveau com-posant, les coûts dûs aux changements deconception sont d’autant plus élevés que lesmodifications apparaissent tardivement dansle processus de développement. Il est parti-culièrement important d’arrêter les choix cor-rects pendant la phase de conception si l’onveut éviter des problèmes qui par la suite cau-seront des retards et une augmentation descoûts significatifs. L’outil de simulation decoulée a donc un impact maximal lorsqu’il estutilisé lors de la phase de conception . Desexemples de composants pour lesquels la si-mulation de coulée a été utilisée pendantcette phase sont illustrés dans et .
Un changement de la conception aprèsque la production ait commencé, nécessiteune modification ou la fabrication de nou-veaux outils d’injection pour la cire et lesnoyaux. Cela peut entraîner un retard de 2 à6 mois suivant l’étendue des modifications. Acôté des pertes dûes à un temps d’intégra-tion sur le marché plus long et une perte declients potentiels, cela provoque égalementune augmentation significative des coûts di-rects entraînés par les changements deconception et d’outils, la révision du procédéde développement et la validation des com-posants. En résumé, il est beaucoup plus fa-cile d’intégrer une correction durant la phasede conception plutôt que d’opérer des modi-fications pendant le développement de la fa-brication chez le fondeur.
Liberté de conceptionUn autre aspect important est le gain poten-tiel ainsi obtenu dans la liberté de conceptiondes composants. La sécurité des compo-sants est ainsi améliorée par la fiabilité de laprédiction de sa microstructure et de ses pro-priétés mécaniques. En outre, la connais-sance des répartitions locales des propriétésde la microstructure, en relation avec la dis-tribution des sollicitations de l’élément deconstruction, permettent au constructeurd’exploiter tous les domaines et caractéristi-ques de manière optimale.
Implémentation de l’outilDes cours de formation sur l’utilisation deCASTS ont été organisés pour les construc-
87
6
Prédictions (en couleur) et microstructure effective (hachuré gris) d’une aube monocristalline
Gain de temps pour une modification de conception de l’aube de turbine monocristalline annoncée le plus tôt possible: procédé expérimental conventionnel (I) en comparaison de lasimulation de fonderie (II)
I. Première annonce pour un changement II. Première annonce pour un changementde conception de conception+ Fabrication de l’outillage + Maillage de l’aube, noyau & moule + Fabrication du moule & noyau + Simulation
= 26 semaines = 3–4 semaines
5
Impact économique de la modélisation lors de la conception. L’effet le plus important de la modélisation de fonderie est obtenu dès que le modèle tridimensionnel est disponible. Des modifications dans la conception sont faciles à implémenter à ce stade; des changements plus tardifs requièrent des investissements supplémentaires en temps et en argent.
6
Conceptinitial
Concept 3D
Conceptionde détail
Versionpour
la fonderie
Coulagedu
prototypeDéveloppementde la production
Impactcommercial
Temps de développement du composant
T U R B I N E S À G A Z
38 R e v u e A B B 5 / 1 9 9 7
teurs de turbines à gaz. Une introduction aux principes de base du procédé de couléeleur ont été donné dans ces cours, dans l’op-tique d’obtenir des pièces de fonderieconçues de manière optimale à l’avenir. Leprogramme CAST montre, de manière facile-ment compréhensible, comment le procédéde fonderie se déroule et quelles sont les in-fluences des différents critères de concep-tion.
Effets de synergieLe maillage FE est une partie essentielle de lasimulation d’un composant complexe re-froidi. Les ingénieurs mécaniciens responsa-bles de l’intégrité mécanique de la machineutilisent des maillages similaires pour l’esti-mation de la durée de vie des composants. Ilest possible de préparer un modèle commun,bien que les paramètres de maillage requispour la simulation de fonderie et l’estimation
de durée de vie diffèrent passablement. Cemodèle, désigné sous le nom de «modèle so-lide», représente la géométrie tridimension-nelle du composant en tant que volume.Cette préparation commune permet d’éco-nomiser environ 35% des coûts générés parun maillage séparé.
Développement et recherche continueL’outil de simulation de fonderie a été déve-loppé par le centre de recherche d’ABB enSuisse, en une collaboration de plusieurs an-nées avec ACCESS e.V. et l’institut de fonde-rie de l’Université d’Aachen (RWTH) en Alle-magne. D’autres coopérations ont été éta-blies avec l’Ecole Polytechnique Fédérale deLausanne (EPFL) en Suisse et l’Université deColombie Britannique de Vancouver au Ca-nada.
PerspectivesAprès plusieurs années de développementdu logiciel CASTS en collaboration avec uncertain nombre de partenaires stratégiques,ce logiciel a été adopté par les constructeursde turbines à gaz ABB et reconnu commeétant un outil fort utile pour réduire les coûtset le temps nécessaire pour mettre la turbinesur le marché. ABB dispose ainsi d’un avan-tage compétitif dans le marché des turbinesindustrielles. Cependant, cet outil reste en-core une application isolée. Son intégrationdéfinitive dans une méthode de conceptionglobale de composants de fonderie nécessi-tera encore un effort supplémentaire impor-tant. Un tel outil de conception intégré – unevision des chercheurs et des constructeursd’ABB – incorporera tous les aspects de laconception, de l’aérodynamique, de l’inté-grité mécanique, des coûts et de la coulée.Ce dernier aspect ne représentant qu’un seuldes nombreux modules d’un système com-plexe.
Adresses des auteursMartin BallielDr Peter HolmesDr Peter ErnstABB Corporate Research LtdCH-5405 Baden-Dättwil/SuisseTéléfax: +41 (0) 56 493 36 62E-mail: [email protected]
Michael NewnhamABB Production d’énergie SACH-5401 Baden/Suisse
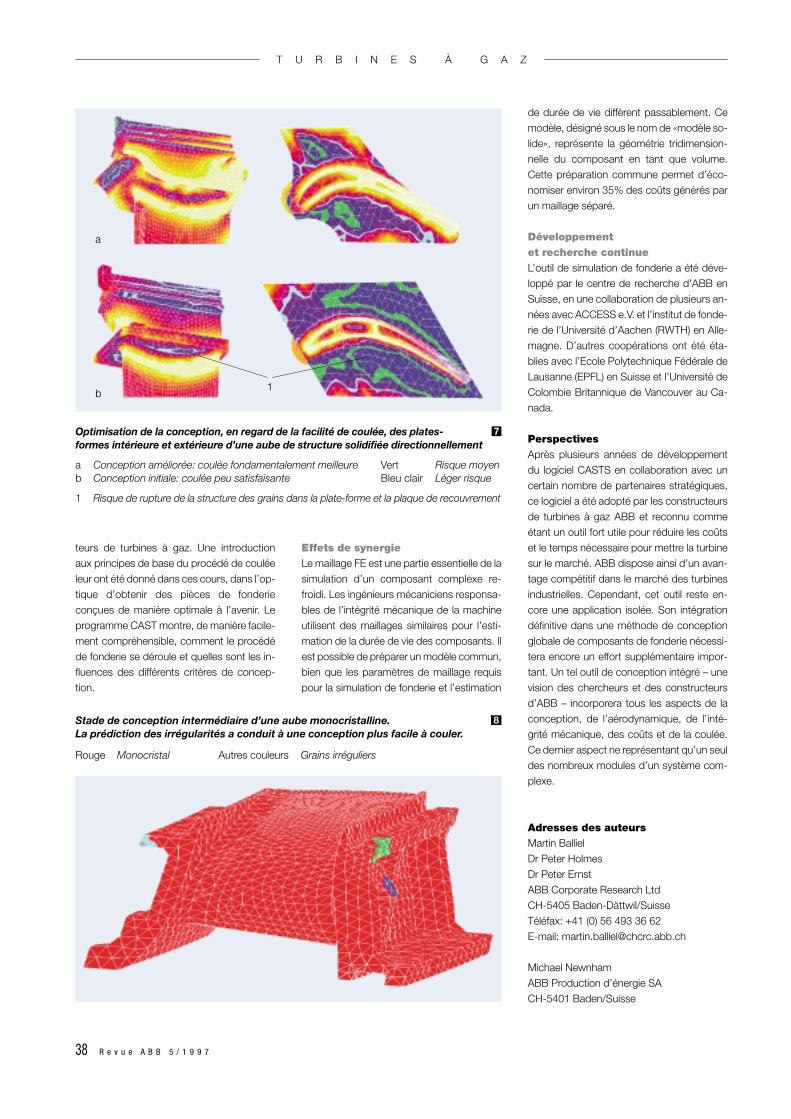
Optimisation de la conception, en regard de la facilité de coulée, des plates-formes intérieure et extérieure d’une aube de structure solidifiée directionnellement
a Conception améliorée: coulée fondamentalement meilleure Vert Risque moyenb Conception initiale: coulée peu satisfaisante Bleu clair Léger risque
1 Risque de rupture de la structure des grains dans la plate-forme et la plaque de recouvrement
7
1
a
b
Stade de conception intermédiaire d’une aube monocristalline. La prédiction des irrégularités a conduit à une conception plus facile à couler.
Rouge Monocristal Autres couleurs Grains irréguliers
8
T U R B I N E S À G A Z