Embed Size (px)
Citation preview
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
1
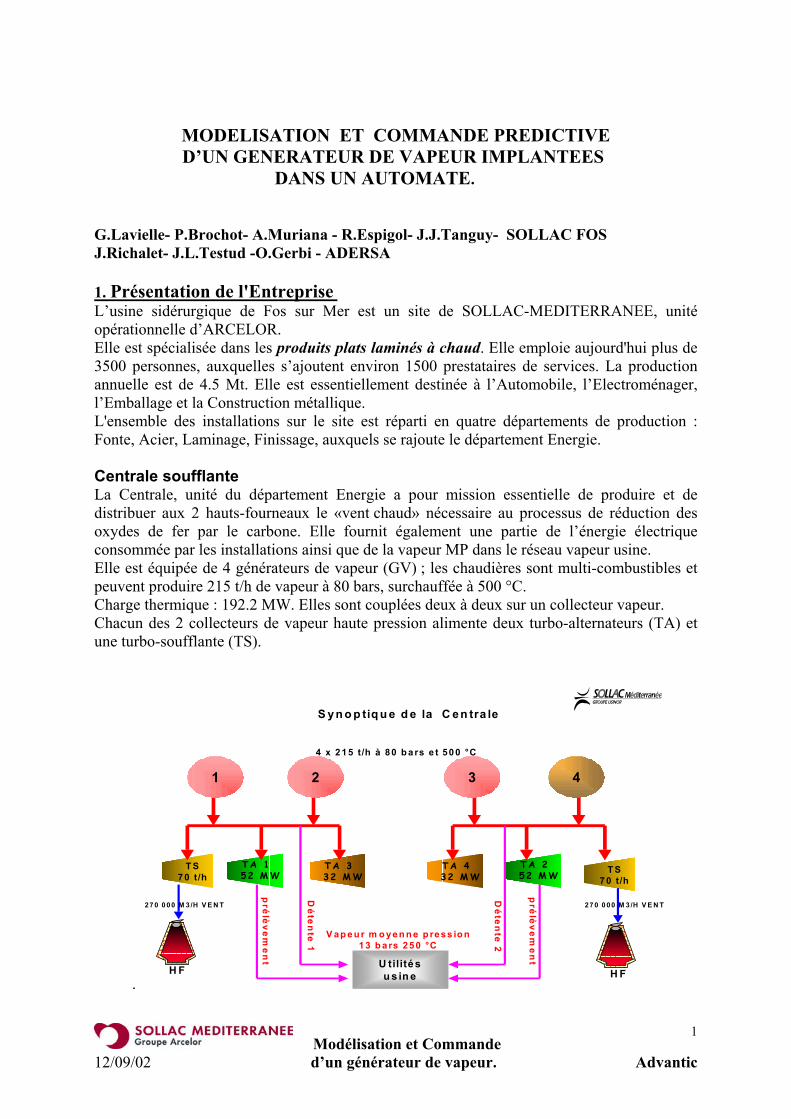
MODELISATION ET COMMANDE PREDICTIVE D’UN GENERATEUR DE VAPEUR IMPLANTEES DANS UN AUTOMATE. G.Lavielle- P.Brochot- A.Muriana - R.Espigol- J.J.Tanguy- SOLLAC FOS J.Richalet- J.L.Testud -O.Gerbi - ADERSA 1. Présentation de l'Entreprise L’usine sidérurgique de Fos sur Mer est un site de SOLLAC-MEDITERRANEE, unité opérationnelle d’ARCELOR. Elle est spécialisée dans les produits plats laminés à chaud. Elle emploie aujourd'hui plus de 3500 personnes, auxquelles s’ajoutent environ 1500 prestataires de services. La production annuelle est de 4.5 Mt. Elle est essentiellement destinée à l’Automobile, l’Electroménager, l’Emballage et la Construction métallique. L'ensemble des installations sur le site est réparti en quatre départements de production : Fonte, Acier, Laminage, Finissage, auxquels se rajoute le département Energie. Centrale soufflante La Centrale, unité du département Energie a pour mission essentielle de produire et de distribuer aux 2 hauts-fourneaux le «vent chaud» nécessaire au processus de réduction des oxydes de fer par le carbone. Elle fournit également une partie de l’énergie électrique consommée par les installations ainsi que de la vapeur MP dans le réseau vapeur usine. Elle est équipée de 4 générateurs de vapeur (GV) ; les chaudières sont multi-combustibles et peuvent produire 215 t/h de vapeur à 80 bars, surchauffée à 500 °C. Charge thermique : 192.2 MW. Elles sont couplées deux à deux sur un collecteur vapeur. Chacun des 2 collecteurs de vapeur haute pression alimente deux turbo-alternateurs (TA) et une turbo-soufflante (TS).
.
1 2 3 4
TA 3 32 M W
4 x 2 1 5 t/h à 80 b a rs e t 50 0 °C
TA 4 32 M W
TA 2 52 M W
TA 1 52 M W
T S7 0 t/h
T S7 0 t/h
������������������������������������������������
����������������������������������������������������������������
H F H F
27 0 0 00 M 3 /H V E N T 27 0 0 00 M 3 /H V E N T
U tilitésu s in e
Déten
te 1
Déten
te 2
prélèvem
ent
prélèvem
ent
V ap e u r m o ye n n e p re ss io n1 3 b a rs 25 0 °C
S y n o p tiq u e d e la C e n tra le
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
2
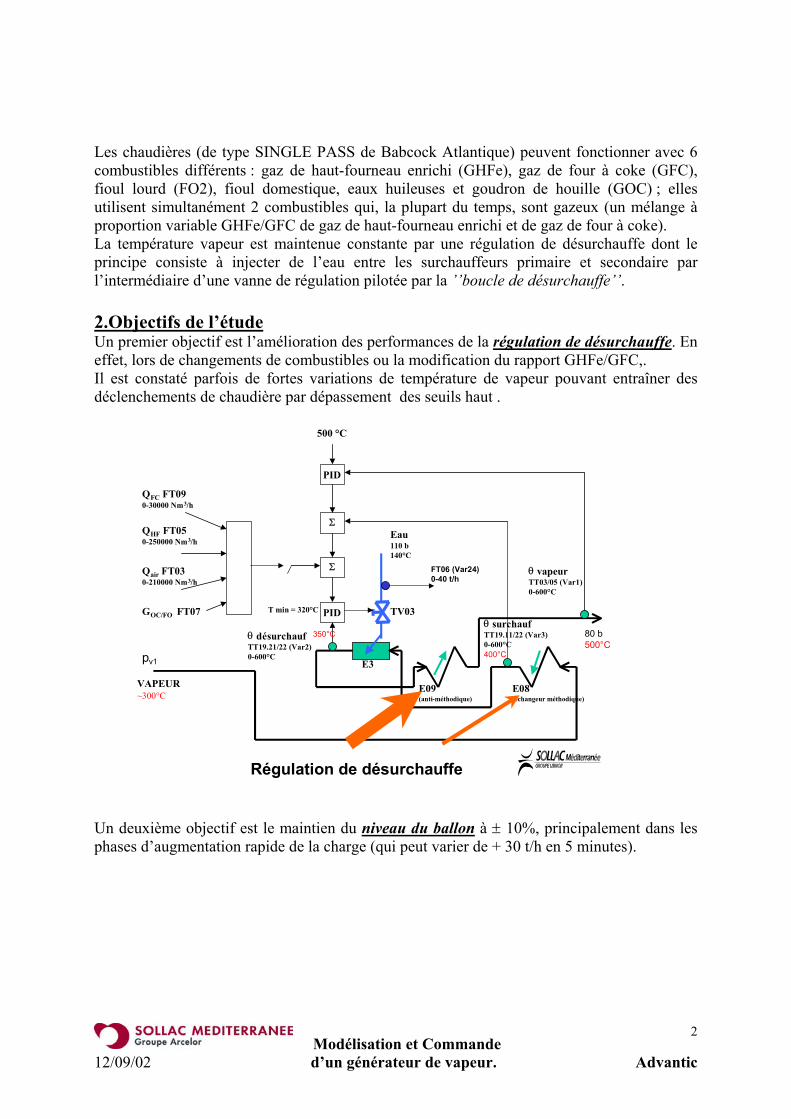
Les chaudières (de type SINGLE PASS de Babcock Atlantique) peuvent fonctionner avec 6 combustibles différents : gaz de haut-fourneau enrichi (GHFe), gaz de four à coke (GFC), fioul lourd (FO2), fioul domestique, eaux huileuses et goudron de houille (GOC) ; elles utilisent simultanément 2 combustibles qui, la plupart du temps, sont gazeux (un mélange à proportion variable GHFe/GFC de gaz de haut-fourneau enrichi et de gaz de four à coke). La température vapeur est maintenue constante par une régulation de désurchauffe dont le principe consiste à injecter de l’eau entre les surchauffeurs primaire et secondaire par l’intermédiaire d’une vanne de régulation pilotée par la ’’boucle de désurchauffe’’. 2.Objectifs de l’étude Un premier objectif est l’amélioration des performances de la régulation de désurchauffe. En effet, lors de changements de combustibles ou la modification du rapport GHFe/GFC,. Il est constaté parfois de fortes variations de température de vapeur pouvant entraîner des déclenchements de chaudière par dépassement des seuils haut .
PID
PID
500 °C
Σ
Σ
QFC FT090-30000 Nm3/h
QHF FT050-250000 Nm3/h
Qair FT030-210000 Nm3/h
GOC/FO FT07
VAPEUR~300°C
Eau110 b140°C
E08(échangeur méthodique)
E09(anti-méthodique)
E3
T min = 320°C TV03
pv1
80 b500°C
θ désurchaufTT19.21/22 (Var2)0-600°C
θ vapeurTT03/05 (Var1)0-600°C
θ surchaufTT19.11/22 (Var3)0-600°C400°C
FT06 (Var24)0-40 t/h
350°C
Régulation de désurchauffe Un deuxième objectif est le maintien du niveau du ballon à ± 10%, principalement dans les phases d’augmentation rapide de la charge (qui peut varier de + 30 t/h en 5 minutes).
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
3
PID50%
Σ PID FV01
LT06-400 +400 mmCE
PT06 (# 80b)
Eau
économiseur
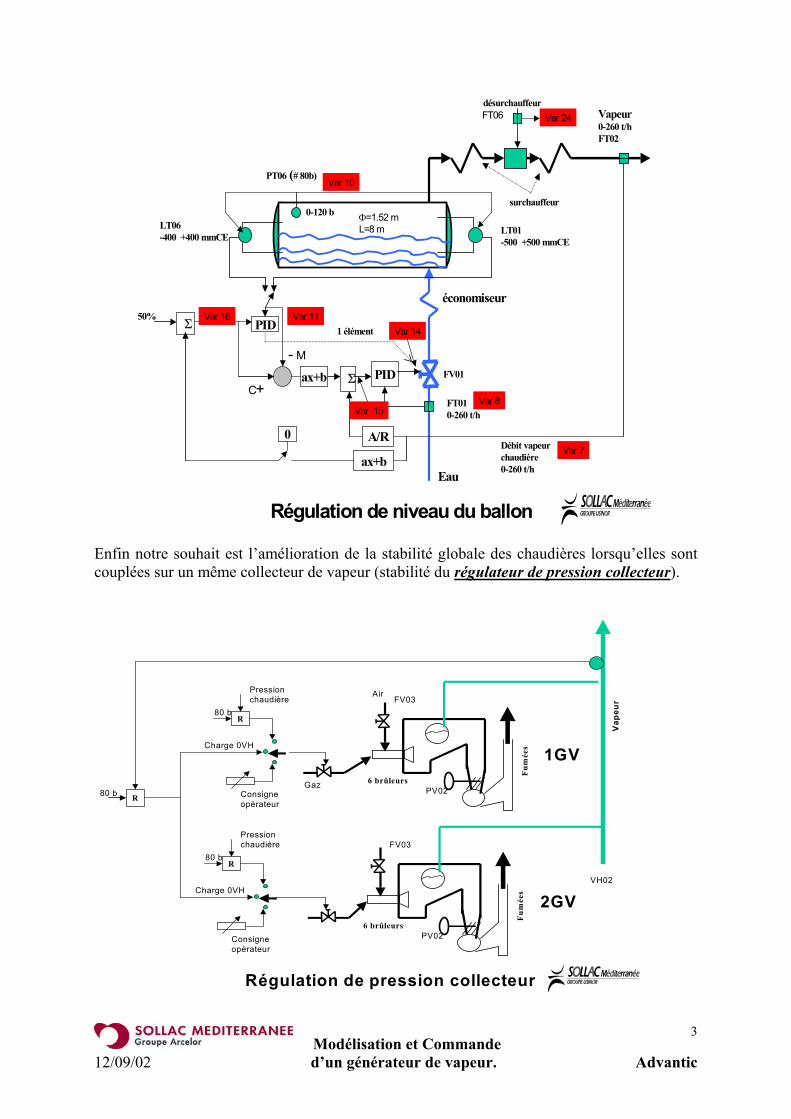
Régulation de niveau du ballon
surchauffeur
désurchauffeur
FT010-260 t/h
Vapeur0-260 t/hFT02
0-120 b
Σ 1 élément
LT01-500 +500 mmCE
Φ=1.52 mL=8 m
Débit vapeurchaudière0-260 t/h
A/R0
C+
- Max+b
FT06
Var 8
Var 24
Var 7
Var 14
Var 10
Var 11Var 16
Var 15
ax+b
Enfin notre souhait est l’amélioration de la stabilité globale des chaudières lorsqu’elles sont couplées sur un même collecteur de vapeur (stabilité du régulateur de pression collecteur).
R
Régulation de pression collecteur
VH02
Vap
eur
80 b
R
Pression chaudière
80 b
Charge 0VH
Consigneopérateur
Fum
ées
6 brûleurs
FV03
PV02
Fum
ées
6 brûleurs
FV03
PV02
R
Pression chaudière
80 b
Charge 0VH
Consigneopérateur
Air
Gaz
1GV
2GV
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
4
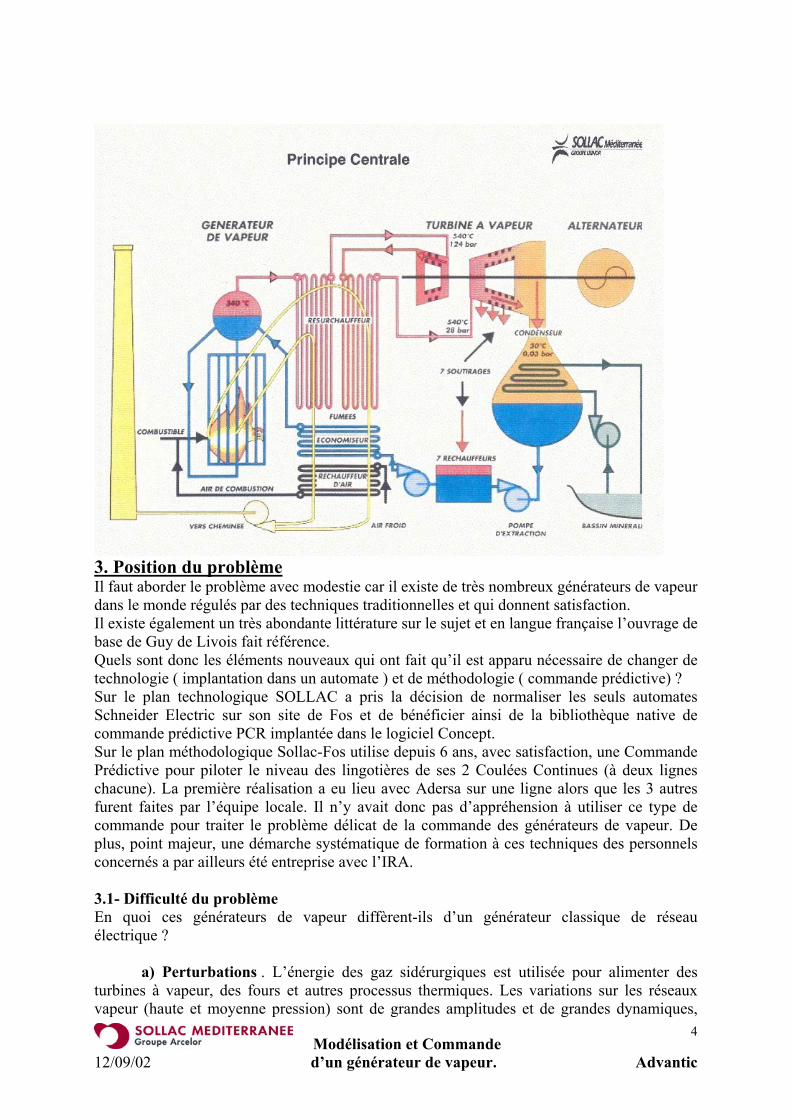
3. Position du problème Il faut aborder le problème avec modestie car il existe de très nombreux générateurs de vapeur dans le monde régulés par des techniques traditionnelles et qui donnent satisfaction. Il existe également un très abondante littérature sur le sujet et en langue française l’ouvrage de base de Guy de Livois fait référence. Quels sont donc les éléments nouveaux qui ont fait qu’il est apparu nécessaire de changer de technologie ( implantation dans un automate ) et de méthodologie ( commande prédictive) ? Sur le plan technologique SOLLAC a pris la décision de normaliser les seuls automates Schneider Electric sur son site de Fos et de bénéficier ainsi de la bibliothèque native de commande prédictive PCR implantée dans le logiciel Concept. Sur le plan méthodologique Sollac-Fos utilise depuis 6 ans, avec satisfaction, une Commande Prédictive pour piloter le niveau des lingotières de ses 2 Coulées Continues (à deux lignes chacune). La première réalisation a eu lieu avec Adersa sur une ligne alors que les 3 autres furent faites par l’équipe locale. Il n’y avait donc pas d’appréhension à utiliser ce type de commande pour traiter le problème délicat de la commande des générateurs de vapeur. De plus, point majeur, une démarche systématique de formation à ces techniques des personnels concernés a par ailleurs été entreprise avec l’IRA. 3.1- Difficulté du problème En quoi ces générateurs de vapeur diffèrent-ils d’un générateur classique de réseau électrique ?
a) Perturbations . L’énergie des gaz sidérurgiques est utilisée pour alimenter des turbines à vapeur, des fours et autres processus thermiques. Les variations sur les réseaux vapeur (haute et moyenne pression) sont de grandes amplitudes et de grandes dynamiques,
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
5
environ 25% de la capacité nominale appliquées brutalement avec un choc de 50 t/h en 3 minutes (c’est le cas à l’atelier RH de traitement sous vide de l’acier). Les turbines imposent des contraintes de température basse (480°C) afin de maintenir une qualité de vapeur acceptable pour les ailettes situées en bout d’arbre des rotors de turbines. Les chaudières imposent des contraintes de température haute (510°C) pour la tenue métallurgique des tubes des surchauffeurs. Le rendement des turbines impose une pression vapeur le plus stable possible, le point de consigne de pression est de 80 bar ± 1 bar. Le niveau du ballon doit être régulé sous une limite supérieure stricte sous peine d’envoyer de l’eau qui détruirait le premier étage de la turbine. Les actionneurs touchent donc ainsi fréquemment leurs contraintes.
b) Collecteur. Pour compliquer le problème, 2 générateurs de vapeur alimentent un même collecteur, il s’agit de les équilibrer alors qu’ils ont des caractéristiques dynamiques différentes risquant des oscillations de couplage.
c) Combustibles. Ils varient suivant les disponibilités en gaz de cokerie, de haut-
fourneau, de fuel, ou autres déchets (goudron). Ils ont des pouvoirs calorifiques très différents et modifient ainsi l’autorité de commande des feux. Ils ont aussi des pouvoirs fumigènes différents si bien que l’efficacité de l’échangeur du surchauffeur secondaire varie également dans une ambiance fortement perturbée et "sale". 3.2- Objectifs
a) Sûreté. Aspect humain. Les Opérateurs postés sont donc très sollicités, et comme les contraintes sont serrées, la charge de travail est forte. En dehors de surveiller la tenue des consignes, ils doivent également optimiser l’utilisation des combustibles, il est alors nécessaire que l’Automatique assure le plus possible la tenue de l’unité dans un régime qui est en permanence en régime transitoire. Le coût d’un incident est prohibitif tant pour le générateur lui-même que par son effet sur la consommation d’énergie extérieure. Lors d’un arrêt volontaire d’un haut-fourneau, la production de gaz HF étant divisée par 2, l’opérateur doit modifier le rapport GHFe/GFC, qui va provoquer une modification des débit et température des fumées, si la régulation de désurchauffe ne réagit pas parfaitement, il y aura alors possibilité d’atteinte des seuils de température et donc de déclenchement de la chaudière: ce risque est pour l’Opérateur une source de préoccupation permanente qui augmente notablement sa charge de travail. On attend donc de l’amélioration du contrôle de la désurchauffe une meilleure sécurité de fonctionnement et par-là une amélioration sensible des conditions de travail. On estime qu’au moins 2 fois par semaine des manœuvres d’optimisation de gestion de combustibles gazeux auraient pu être effectuées et ne l’ont pas été par crainte de provoquer une ‘’perte de chaudière‘’, entraînant une consommation de fioul ou gaz naturel supplémentaire. 2 tonnes de fioul pendant 2 h coûtent 1.1 k€.
b) Economie - Sur atteinte du seuil haut de température vapeur (520°C et 530°C ), il y a enclenchement automatique du mini-technique des combustibles gazeux, qui entraîne une réduction de production de vapeur, se traduisant généralement par un déclenchement de la chaudière par niveau du ballon Très Bas et l’arrêt des machines raccordées : turbos-alternateurs (TA) et turbos-soufflantes (TS). Un tel incident n’est pas fréquent, mais peut se produire en moyenne une fois par an.
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
6
Le coût d’un arrêt de TA peut être estimé globalement de 1 à 1.2 k€ / h (selon la nature des contrats de fourniture de la puissance électrique en vigueur à ce moment-là). Mais le coût le plus important est celui occasionné par une suppression de vent commun due à un arrêt de TS : il comprend une partie fixe (~11.5 k€ ) et une partie variable d’environ 1.5 k€ /mn. -Sur atteinte du seuil bas (480 °C), il y a déclenchement des TA et dégradation du rendement des turbines d’entraînement des alternateurs et compresseurs. Fréquence : 1 fois tous les 2 ans. Coût : 1.22 k € / h. -Dans des cas heureusement exceptionnels, une perte de chaudière peut entraîner des dommages très graves et très coûteux (par exemple introduction d’eau dans les ailettes d’une turbine). C’est donc d’une façon générale un passage à une plus grande rationalité et objectivité qu’il s’agit. Quant-au gain économique il est à évaluer en espérance mathématique, car un incident quelconque peut avoir un coût qui justifie en une seule fois toute action de modernisation. Tout déclenchement fait appel à une énergie électrique extérieure onéreuse.
c) Généricité . La variété des solutions proposées par l’approche PID est grande. Les réglages y sont habituellement manuels et les schémas de commande pleins de commutations logiques, difficiles à justifier, et à capitaliser, chacun arrivant avec sa "meilleure recette". La tenue à jour des documents nécessite un gros effort. Le désir est alors de passer à une modélisation amenant à un simulateur objectif, calé sur des essais expérimentaux, facilement interprétable, pouvant servir à la mise au point d’une commande, à la formation des Opérateurs et à l’analyse du comportement lors d’incident, véritable capital transmissible de l’entreprise. Les algorithmes de régulation mis en œuvre sont implantés dans un automate (Momentum) mis en communication avec les automates PMX Schneider déjà existants. Il y a donc désir de normaliser et d’étendre l’implantation des nouvelles régulations dans des automates Momentum dotés du logiciel de base Concept, connectés aux PMX. 4. Modélisation L’importance du problème et les objectifs de généricité font que c’est bien évidemment vers une modélisation de connaissance qu’il faut se porter. La modélisation de la thermodynamique du générateur n’est pas aisée et les objectifs d’implantation dans un automate bon marché font qu’un compromis raisonnable est à trouver entre une modélisation suffisamment fine et une facilité de programmation de la commande. La solution retenue est alors classiquement celle d’un modèle de connaissance simplifié non–réifié. Les structures qualitatives des différents modèles sont simplifiées et obtenues par analyse physique mais les paramètres structuraux sont obtenus, non pas en utilisant des tables physiques, mais par identification à partir d’essais expérimentaux. En procédant ainsi on part sur une base générique qui va guider les protocoles d’essai et permettre d’interpréter à tout moment les résultats obtenus. Il est plaisant de penser que si Guy de Livois avait disposé de la puissance des outils d’identification et de simulation actuels, il aurait sans doute procédé ainsi, étant dans sa démarche déjà proche de ce dont on peut maintenant disposer et obtenir… Acquisition des signaux de mesures et Protocoles d’essai Une station d’acquisition des mesures a été installée en salle électrique et plusieurs trames de signaux ont été définis. L’élaboration des modèles dynamiques (leur caractérisation et leur identification) a nécessité l’inspection de nombreux fichiers de mesures ; une vingtaine de protocoles d’essais a été appliquée. Cette phase préliminaire représente un travail de longue haleine qui nécessite
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
7
l’implication totale des membres du groupe de projet : Exploitants, Opérateurs, Instrumentistes et Automaticiens. Les contraintes d’exploitation sont strictes et on ne peut pas toujours réaliser les essais souhaités ; pour optimiser les protocoles, il faut accepter de refaire plusieurs fois si nécessaire les mêmes essais en faisant varier l’amplitude et/ou la durée des créneaux de commande appliqués aux actionneurs, afin de les rendre sensibilisants. Les essais ont été chaque fois définis par Adersa, ‘négociés’ avec les Exploitants et appliqués par les Opérateurs de la Centrale ; les fichiers de mesure, reformatés en fichiers Matlab, sont transmis par Internet à Adersa et analysés en collaboration.
Les unités à modéliser sont donc :
a) Chaîne vapeur : température à la sortie du désurchauffeur et température de la vapeur à la sortie du surchauffeur secondaire. La variable d’action est le débit d’eau d’injection.
b) Ballon : niveau en prenant en tendance le débit de vapeur, la variable d’action est le
débit d’eau d’injection. Cette eau est à 200°C, si bien qu’il n’y a pas d’effet de trempe. Le phénomène de gonflement/tassement existe bien ; il est modélisé et sera pris en compte éventuellement dans la commande.
c) Collecteur : la pression du collecteur est régulée à partir des débits de vapeur de
chaque générateur, ces débits dépendant des feux respectifs (débits de combustibles).
d) Notons également qu’un travail non négligeable a été fait de mise à niveau des régulations ancillaires et de l’instrumentation (e.g. introduction d’un FRC sur le débit d’eau de désurchauffe imposée par la maîtrise difficile de la vanne de désurchauffe….).
L’approche est donc de faire classiquement des bilans matière et enthalpique des unités. Le gonflement a été représenté par un modèle plutôt "noir", quoique classique. En ce qui concerne le surchauffeur l’emploi du Théorème de Convexité d’utilisation pratique dans l’analyse de tout échange thermique a bien simplifié la mise en équation. Cela consiste à écrire, en final après analyse, que la température de vapeur est convexe entre la température d’entrée et la température de fumée, le coefficient de convexité λ étant fonction des débits de fluide et de caloporteur. Tvapeur = λ .Tdesurchauffe + (1-λ). Tfumée avec λ = λ( Qvap, Qfumée ) 5) Identification-Procédure. Il s’agit donc d’appliquer des protocoles d’essai significatifs, sensibilisant les paramètres de structure des modèles. C’est l’opération cruciale du projet qui nécessite un grand soin car c’est le seul moment où interviennent le Producteur et les Opérateurs. Les essais relatifs à la chaîne vapeur sont faits en boucle ouverte en agissant sur la vanne de désurchauffe mais en prenant en compte non pas sa position, non fiable, mais le débit d’eau effectivement mesuré. Il convient alors de déterminer expérimentalement, avec grande précaution et progressivité le domaine de variation des échelons d’excursion de vanne qui vont donner des variations de température de vapeur comprises entre les limites haute et basse fixées par l’exploitant. Ensuite, puisque le transfert dynamique n’est pas surtensif, il est possible de solliciter la
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
8
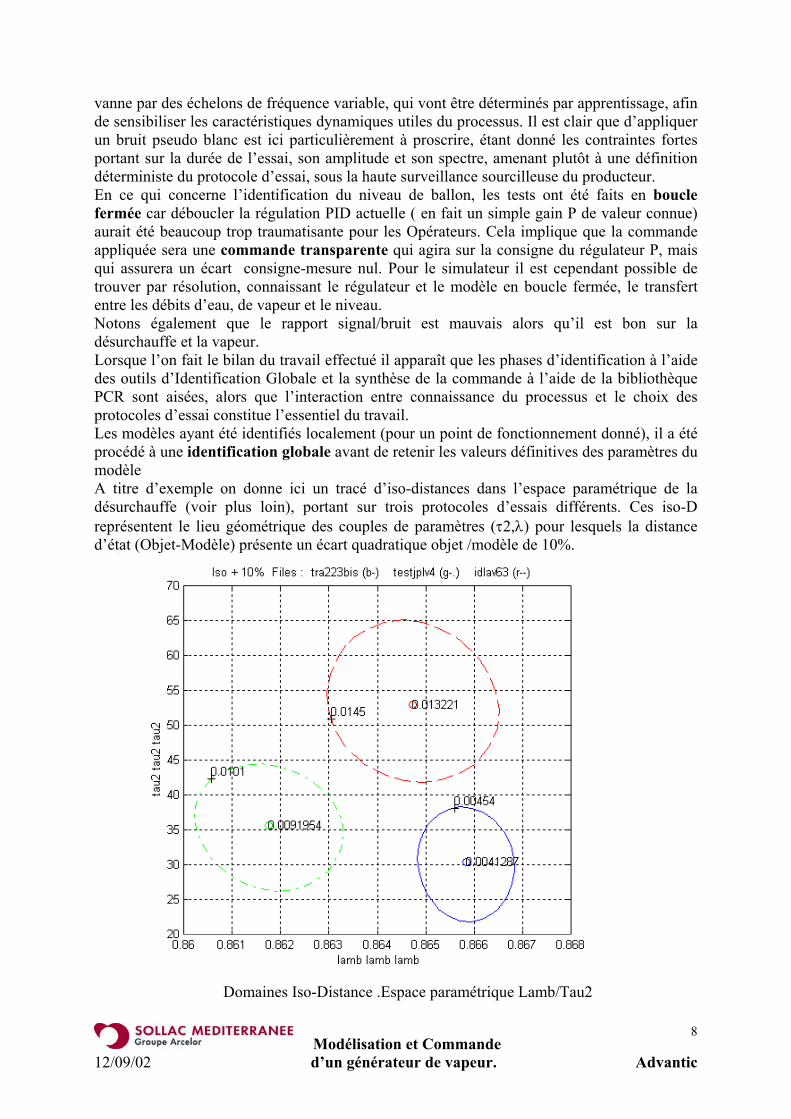
vanne par des échelons de fréquence variable, qui vont être déterminés par apprentissage, afin de sensibiliser les caractéristiques dynamiques utiles du processus. Il est clair que d’appliquer un bruit pseudo blanc est ici particulièrement à proscrire, étant donné les contraintes fortes portant sur la durée de l’essai, son amplitude et son spectre, amenant plutôt à une définition déterministe du protocole d’essai, sous la haute surveillance sourcilleuse du producteur. En ce qui concerne l’identification du niveau de ballon, les tests ont été faits en boucle fermée car déboucler la régulation PID actuelle ( en fait un simple gain P de valeur connue) aurait été beaucoup trop traumatisante pour les Opérateurs. Cela implique que la commande appliquée sera une commande transparente qui agira sur la consigne du régulateur P, mais qui assurera un écart consigne-mesure nul. Pour le simulateur il est cependant possible de trouver par résolution, connaissant le régulateur et le modèle en boucle fermée, le transfert entre les débits d’eau, de vapeur et le niveau. Notons également que le rapport signal/bruit est mauvais alors qu’il est bon sur la désurchauffe et la vapeur. Lorsque l’on fait le bilan du travail effectué il apparaît que les phases d’identification à l’aide des outils d’Identification Globale et la synthèse de la commande à l’aide de la bibliothèque PCR sont aisées, alors que l’interaction entre connaissance du processus et le choix des protocoles d’essai constitue l’essentiel du travail. Les modèles ayant été identifiés localement (pour un point de fonctionnement donné), il a été procédé à une identification globale avant de retenir les valeurs définitives des paramètres du modèle A titre d’exemple on donne ici un tracé d’iso-distances dans l’espace paramétrique de la désurchauffe (voir plus loin), portant sur trois protocoles d’essais différents. Ces iso-D représentent le lieu géométrique des couples de paramètres (τ2,λ) pour lesquels la distance d’état (Objet-Modèle) présente un écart quadratique objet /modèle de 10%.
Domaines Iso-Distance .Espace paramétrique Lamb/Tau2

Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
9
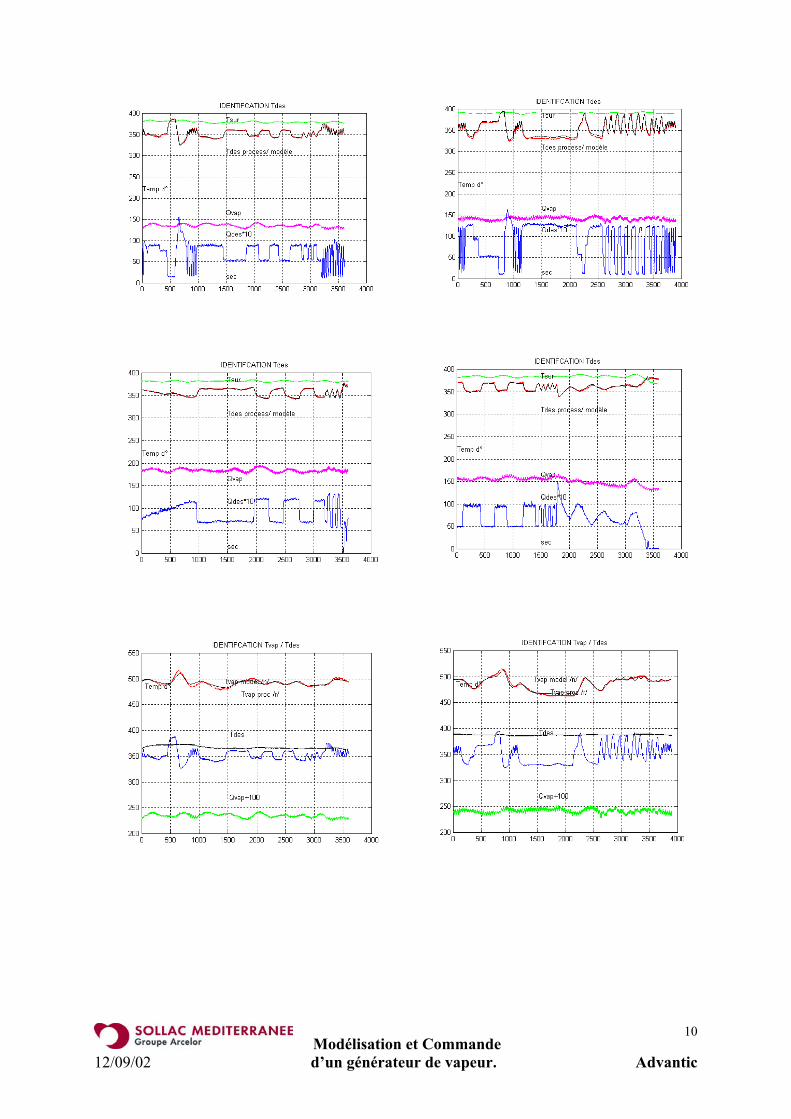
Cette phase est interactive et bouclée, toute difficulté d’identification renvoie vers une modification de la caractérisation et la synthèse d’un protocole optimal sensibilisant de la nouvelle structure supposée. Le résultat de cette analyse dépasse très largement son utilité pour la commande, et l’on peut dire que toute l’équipe connaît mieux, à toutes fins utiles, ce générateur qu’auparavant, débarrassée de toute subjectivité souvent attachée à ce genre de processus. Les paramètres des modèles dépendent du débit de vapeur. Les temps de réponse augmentent avec le débit alors que les efficacités augmentent. Prenons l’exemple de la désurchauffe et écrivons un bilan enthalpique élémentaire. Si ρ.Cp.V représente la charge thermique de l’espace de mélange de la vapeur avec le débit de désurchauffe Qdes de chaleur latente L, et si Tdes et Tsur sont les températures de sortie et d’entrée de la vapeur de débit Qvap, on a dans une analyse simplifiée :
LQTTQCdt
dTVC eaudesdessurvappe
desps .).().().( ρρρ −−= ,
soit
GQTQC
LQTTdt
dTQ dessur
vappe
eaudessurdesdes
vap .).(
).( −=−=+ρ
ρτ
Guy de Livois propose pour le gain G une fonction du type G = G*/ (Qvap.8). En fait l’analyse précédente n’est pas complète car le processus est distribué et en identifiant, à Qvap donné, on trouve un gain décroissant avec Qvap, représentable facilement par un polynôme d’ordre 2 décroissant, identifiant l’équation précédente. Les tracés de courbe suivants montrent la qualité des identifications et certains espaces paramétriques montrent les domaines d’incertitude des paramètres. Les identifications de désurchauffe sont « parfaites », alors que celles relatives à la température de vapeur sont plus difficiles, dû à l’incertitude et à la grande variabilité des fumées. Le niveau de bruit de l’identification de niveau est élevé mais la prise en compte de l’effet de gonflement par le débit de vapeur est très net. 6. Résultats Numériques Ne peuvent être communiqués, brevet en cours de dépôt. 7. Résultats graphiques Voir page suivante
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
10
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
11
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
12
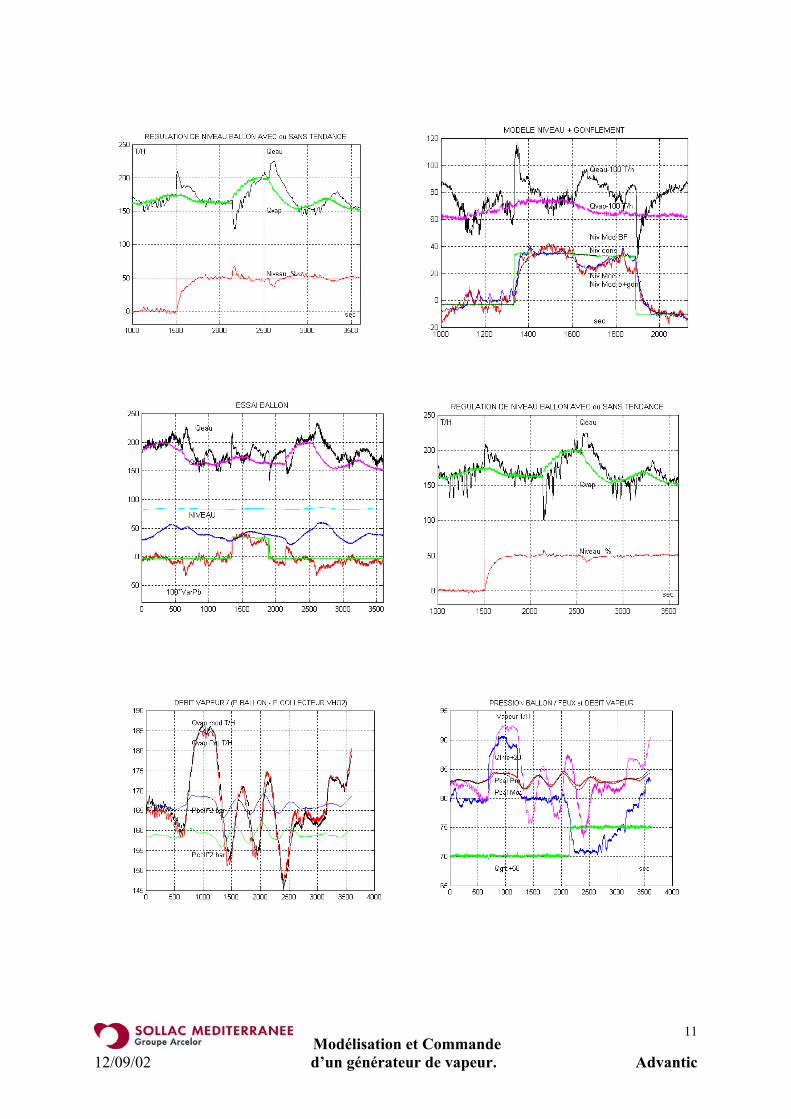
8. Projet de Commande Ce n’est qu’un projet car à cette date (11/09/2002) la commande conçue et implantée dans l’automate Momentum Concept de Schneider Electric n’a pas encore été testée sur site. La Commande Prédictive PFC suit directement les identifications faites. Les modèles identifiés deviennent les modèles internes des régulateurs avec la particularité intéressante que ces modèles sont physiquement adaptatifs en fonction du débit de vapeur. Les capacités de la Commande Prédictive à : - prendre en compte les systèmes intégrateurs à retard pur - prendre en compte les contraintes sur les actionneurs et les variables internes - réaliser facilement des cascades et des commandes transparentes - être réglée facilement par la fixation du Temps de Réponse en Boucle Fermée et à gérer le compromis Dynamique / Robustesse - à utiliser des modèles à paramètres physiques adaptatifs - à être implantée, sans boucle interne d’optimisation, à l’aide d’opérateurs mathématiques élémentaires… a facilité l’étude et a fait que le temps a été essentiellement passé à modéliser le processus et non à régler des régulateurs. Voyons le détail des actions : Désurchauffe / Vapeur : On propose une commande en cascade Tdes/ Tvap facile à réaliser puisque le modèle interne du régulateur de vapeur est représentable par un système du premier ordre de constante définie par la trajectoire de référence de la boucle de désurchauffe. Un point majeur est qu’il faut absolument prendre en compte dans le régulateur de vapeur la contrainte sur la variable d’état que représente la position de la vanne par une technique dite "du transfert de contrainte". La vanne de désurchauffe allant à zéro fréquemment, ce respect de contrainte est essentiel. Niveau de ballon. C’est, comme annoncé, une commande transparente, PFC et PID pilotant la même sortie. La variable manipulée fonctionnelle est U= Qeau – Qvap, d’où l’on extrait Qeau qui devient la consigne d’un FRC. Le bouclage par un PFC extérieur s’impose pour n’avoir aucun biais malgré des fuites de vanne de décharge et des décalages de calibration de capteurs de débit entre eau et vapeur. De plus cette procédure confère un meilleur compromis Robustesse / Dynamique avec une grande facilité de réglage. La prise en tendance du gonflement dans la conduite est encore incertaine, les points de vue divergent. Elle est de toute façon programmée et le gain de sa prise en compte sera adapté sur place. Elle est en simulation très efficace mais le phénomène étant complexe et non totalement modélisé, nous devons être prudents.
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
13
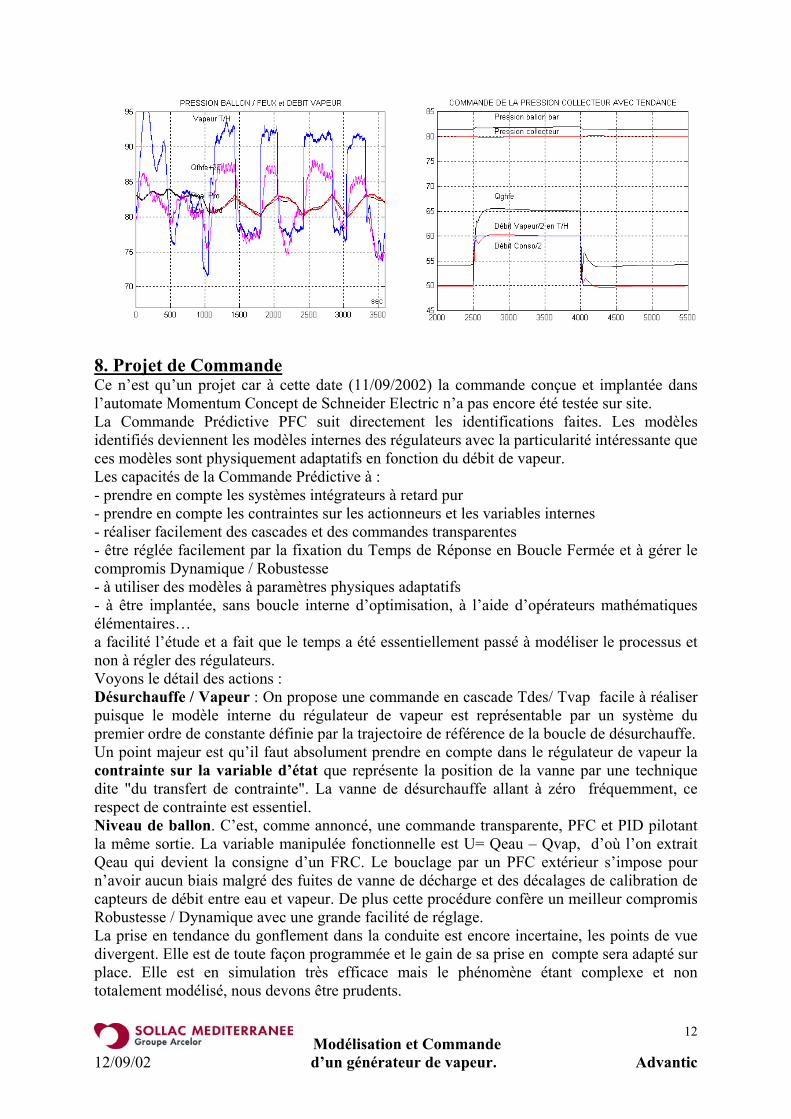
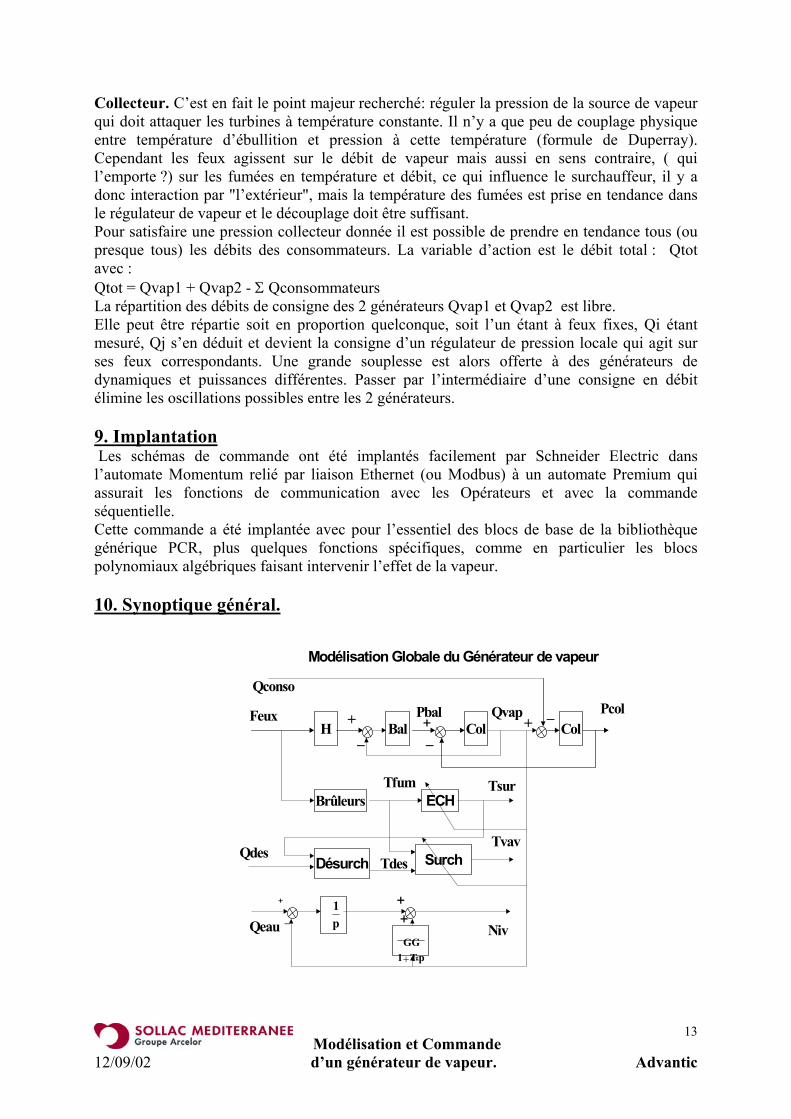
Collecteur. C’est en fait le point majeur recherché: réguler la pression de la source de vapeur qui doit attaquer les turbines à température constante. Il n’y a que peu de couplage physique entre température d’ébullition et pression à cette température (formule de Duperray). Cependant les feux agissent sur le débit de vapeur mais aussi en sens contraire, ( qui l’emporte ?) sur les fumées en température et débit, ce qui influence le surchauffeur, il y a donc interaction par "l’extérieur", mais la température des fumées est prise en tendance dans le régulateur de vapeur et le découplage doit être suffisant. Pour satisfaire une pression collecteur donnée il est possible de prendre en tendance tous (ou presque tous) les débits des consommateurs. La variable d’action est le débit total : Qtot avec : Qtot = Qvap1 + Qvap2 - Σ Qconsommateurs La répartition des débits de consigne des 2 générateurs Qvap1 et Qvap2 est libre. Elle peut être répartie soit en proportion quelconque, soit l’un étant à feux fixes, Qi étant mesuré, Qj s’en déduit et devient la consigne d’un régulateur de pression locale qui agit sur ses feux correspondants. Une grande souplesse est alors offerte à des générateurs de dynamiques et puissances différentes. Passer par l’intermédiaire d’une consigne en débit élimine les oscillations possibles entre les 2 générateurs. 9. Implantation Les schémas de commande ont été implantés facilement par Schneider Electric dans l’automate Momentum relié par liaison Ethernet (ou Modbus) à un automate Premium qui assurait les fonctions de communication avec les Opérateurs et avec la commande séquentielle. Cette commande a été implantée avec pour l’essentiel des blocs de base de la bibliothèque générique PCR, plus quelques fonctions spécifiques, comme en particulier les blocs polynomiaux algébriques faisant intervenir l’effet de la vapeur. 10. Synoptique général.
H
ECH
Qconso
Feux_
+ +Bal Col Col
Brûleurs
Désurch Surch
p1
_+
PcolQvap
Tsur
Tvav
Niv+Qeau _
+
Qdes
Pbal
Tfum
Tdes
+
pT1GG
g+
_
Modélisation Globale du Générateur de vapeur
Modélisation et Commande 12/09/02 d’un générateur de vapeur. Advantic
14
11. Conclusion a) Le processus Il est trop tôt pour tirer des conclusions sentencieuses, si cela n’aurait jamais été le cas, car si la modélisation est terminée la commande n’a pas encore été testée sur site. La difficulté de modélisation a été rencontrée comme prévue en ce qui concerne le surchauffeur car le coefficient d’échange avec les fumées varie avec le débit et la nature du combustible dans un environnement bien perturbé. Le niveau dépend d’une façon complexe de la vaporisation et du débit de vapeur, le phénomène de gonflement se situant dans l’émulsion des tubes de vaporisation et dans le ballon lui-même. Par contre la spécification de tenue de niveau est heureusement assez lâche car c’est en fait d’une consigne de zone qu’il s’agit. La régulation de pression collecteur ne pose pas de problème particulier une fois que le modèle a été compris dans sa causalité bien particulière. b) La démarche La méthodologie utilisée dans cette action qui a mobilisé nombre de personnes a un certain caractère générique. C’est une suite d’aller-retour entre hypothèses de structure, protocoles d’essai et identification globale. Une méthodologie même claire avec des logiciels efficaces ne suffit pas, il faut que l’équipe soit animée par le même désir de rentrer dans la compréhension des phénomènes. Cela a été acquis grâce au fait que l’équipe ait suivi un stage de formation à l’IRA, organisé par Joelle Mallet, que nous voulons chaudement remercier ici pour sa bienveillante participation. Cela a permis de passer rapidement sur les inquiétudes habituelles, « A quoi sert la modélisation ? Qu’est ce que la Commande Prédictive apporte de plus ? » et à dialoguer de façon constructive, avec des compétences et points de vue complémentaires. c) Le résultat Le modèle étant de connaissance, les résultats ne sont pas valables que pour cette unité en ce qui concerne le circuit de vapeur et le collecteur, le niveau du ballon dépend plus de la structure de la vaporisation mais le phénomène de base reste identique. Cela amènera sur un autre générateur à ce qu’une identification locale plus légère soit suffisante et que l’effort d’implantation de la commande soit minimisé. Remerciements Nous tenons à remercier MM P.Delessale et R. Delbecq qui, grâce à leur haute compétence et expérience en commande de générateur de vapeur, nous ont apporté une aide précieuse. 12) Bibliographie - Guy de Livois- -«Régulation des générateurs de vapeur et des centrales thermiques »- Dunod .Paris 1979 - J.Richalet - «Pratique de l’Identification»- Hermès .Paris .1998 - J.Richalet - « Commande Prédictive»- -Techniques de l’Ingénieur. R 7423 - Sam G.Dukelow « The CONTROL of BOILERS»- -2nd Edition-ISA.
--------------------------------------





























