-
Rsum : Cette tude prsente llaboration dun nouveau typedtiquette
cologique recyclable, nutilisant plus de dor-sale silicon. Pour ce
faire, le complexe adhsif sensible la pression/papier silicon est
remplac par des micro-capsules contenant ladhsif. Celles-ci sont
labores defaon protger ladhsif durant les oprations unitairesde
fabrication de ltiquette mais aussi de faon se rom-pre et librer
ladhsif au moment de leur utilisationfinale. Dans un premier temps,
ladhsif en mulsiondans leau a t microencapsul par polymrisation
insitu. Par la suite, une technique de coacervation a gale-ment t
employe. Cette technique prsente lavantagedutiliser des matriaux
naturels. Dans les deux cas, lescapsules obtenues ont t enduites
sur papier. La formu-lation du bain denduction et lappareillage
utilis ont tchoisis en fonction du type de microcapsules. Le
produitfinal a aussi t press sur un support papier afin de
pra-tiquer des tests dadhsion (pelage). Ainsi, des
tiquettesautocollantes sches et sensibles la pression ont t
la-bores.
Mot cls : microencapsulation adhsif tiquette enduction -
impression
Summary: The main objective of this investigation is to prepare
inno-vative silicone liner-free pressure sensitive adhesives.
Theelimination of the protective layer was achieved by theself
protection of the adhesive, thanks to its incorpora-tion into
microcapsules. This allows the preparation ofDry labels gluing
under the application of a pressurewhich induced the breakage of
their shells, thus releasingthe core material, i.e., the pressure
sensitive adhesive.
Firstly, water based adhesive was microencapsulated byin situ
polymerisation. Then, a coacervation process wascarried out. This
method presents the advantage of usingnatural materials. In both
cases, the capsules were coatedon paper. The coating colours
formulations and the mete-ring devices were chosen according to the
kind of micro-capsules. The final product has been pressed on a
paperand some adhesion tests (peeling) were carried out,which
showed that the pressure sensitive dry labels weresuccessfully
prepared.
Key words: microencapsulation adhesive label coating -
printing
INTRODUCTION
Le besoin d'tiquetage et didentification est en conti-nuelle
augmentation du fait des exigences de plus en plusdrastiques des
normes de qualit (ISO 9000 et plus). Cettedemande rsulte de
plusieurs enjeux scientifiques-tech-niques-conomiques associs et
des attentes de plus enplus fortes de la socit. En effet,
aujourd'hui il est pri-mordial pour des secteurs d'activits
sensibles (agroali-mentaire, pharmacie, automobile) d'avoir une
traabilitde leur produit qui repose sur une technologie fiable
maissimple : l'utilisation d'tiquettes autoadhsives associe la
technologie RFID (Radio Frequency Identification) parexemple. Pour
l'industrie de l'emballage, les tendancesfont apparatre une
croissance significative des substrats base de papiers et plastique
(au dtriment du verre etmtal), ainsi qu'une forte pression vers la
recyclabilit desmatriaux dans un contexte de concurrence intense
surles prix. Ainsi le dveloppement grande chelle de solu-tions
d'identification autonome (capteur, antenne, batte-rie) associes
des substrats papiers ou plastiques autoa-
Vol. 63 - n1 >> Fvrier-Mars 2009
COUCHAGE
16
Papiers autoadhsifs micro encapsuls
Johanne EMPEREUR, Didier CHAUSSY, Mohamed Naceur BELGACEM
GRENOBLE INP - PAGORA, Laboratoire de Gnie des Procds Papetiers
(LGP2) BP 65, F-38402 Saint Martin dHres, France.
PEERPEER
REVIEWEDREVIEWED
-
dhsifs sous forme d'tiquettes intelligentes (Smart ActiveLabel)
va impliquer une trs forte demande de systmesd'auto adhsion
performants et cologiques destins lafabrication d'tiquettes
autoadhsives. Actuellement, lemarch mondial annuel de ltiquette
reprsente 57 mil-liards de dollars correspondant une production
denvi-ron 30 milliards de m. Les tiquettes autoadhsivesconstituent
les 2/3 de cette production. L'tiquette estinvitablement associe la
notion d'adhsion car toutetiquette doit tre colle sur un support.
Dans la majoritdes cas, le principe actuel de fabrication des
tiquettesautoadhsives implique lutilisation dun papier protec-teur
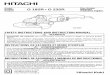
silicon. En effet, le complexe est form de plusieurscouches : un
frontal (destin devenir ltiquette), unadhsif, du silicone et enfin
un dorsal (le papier protec-teur) (cf. Fig1).
Au moment de lutilisation, lensemble dorsal/silicone estdtach du
complexe, le frontal quant lui conserveladhsif et peut tre coll. Le
dorsal, destin tre jetest, dune part, le papier le plus travaill
lors de laconception de ltiquette, son prix peut aller jusqu
0.18/m. Dautres parts, il nest pas recyclable, le cot de
sonincinration est valu 1 / kg. Lobjectif de cette tudea donc t de
concevoir un nouveau type de papiersautoadhsifs nutilisant plus de
dorsal. L'limination dece papier (silicone-liner) peut tre obtenue
si l'adhsif estauto protg en l'incorporant dans des
microcapsulesdont les carapaces jouent le rle de couches
protectrices.Ces dernires, de dimension trs faible (infrieure
aumicron), doivent avoir une paroi suffisamment tanche etrsistante
pour envelopper ladhsif et ne pas se rompreau moindre cisaillement
(lors du dpt de la couche, del'impression, du stockage et du
transport des tiquettes).Par contre elles doivent cder sous leffet
dune pressionet librer ladhsif au moment de leur utilisation.
Unatout supplmentaire de cette tude rside dans lutilisa-tion de
matriaux naturels (chitosane, glatine,Carboxymthylcellulose) comme
matriau carapace desmicrocapsules.
PARTIE EXPERIMENTALE
Produits :
1. AdhsifLes adhsifs choisis pour cette tude sont des
adhsifssensibles la pression (PSA) bien adapts actuellement la
fabrication de complexes autoadhsifs [1]. Deux adh-sifs en mulsion
dans leau ont donc t utiliss pour pro-cder aux encapsulations lun
commercial, lautre syn-thtis au laboratoire. Nous ne prsenterons
ici que lesrsultats relatifs ladhsif commercial.
Adhsif commercial :
Cet adhsif (rfrencecommerciale : A4med) utilis en
phar-maceutique est basede polyacrylate.Lmulsion dadhsifprsente des
tailles demicelle trs fines,assez classiques pource genre de
produit,avec un diamtremdian de 0,63 m(dtermines grce aug r a n u l
o m t r eMalvern). Son pouvoir
adhsif a t caractris par un test de pelage (Peel test).Pour une
quantit dadhsif dpos 9 g/m sur un supportpapier, lnergie dadhsion
mesure est gale 253 J/m.
2. Matriaux carapaces
Le chitosane
Cest un polysaccharide appartenant la famille des
gly-cosaminoglycanes. Bien quil existe ltat natif dans laparoi
cellulaire de certaines bactries ou dans la paroiabdominale des
reines de termites, sa production indus-trielle est essentiellement
obtenue partir de la chitine.Cette dernire pour sa part est trs
largement rpanduedans la biomasse animale, peu prs autant que la
cel-lulose, soit une production annuelle que lon estime entre1010
et 1012 tonnes. Aujourdhui le chitosane est produitindustriellement
par N-desactylation de la chitine, quelon obtient par
dminralisation et dprotinisation decarapaces de crustacs, plus
particulirement des crabesou des crevettes ce qui permet de plus
une revalorisationdes dchets de pche. La chitine correspond un
poly-mre dont le degr de dactylation (DDA) est infrieure 60 %,
sinon on parle de chitosane [2, 3]. Celui utilis
Vol. 63 - n1 >> Fvrier-Mars 200917
COUCHAGE
Figure n1 : schma de principe dune tiquette autoadhsive.
-
pour cette tude est un produit standard de Fluka-BioChemika, de
masse molculaire moyenne (~ 75.104)et de degr de dactylation (DDA)
de 75 %.
La glatine
Elle est produite par hydrolyse du collagne tire du cuiret des
os des animaux (production mondiale denviron251 000 tonnes par an
dont 70 % pour des applicationsalimentaires). La glatine contient
tous les acides aminsessentiels lexception du tryptophane. En
milieu aqueuxet en particulier dans leau chaude, la glatine
gonflerapidement puis se dissout et peut alors former une solu-tion
visqueuse. la concentration de 1% en masse, laglatine forme un gel
35C. La glatine est de ce fait unproduit dont le gel en solution
aqueuse est thermorver-sible. Le produit utilis est rfrenc SKW
Biosystemn3723. Il prsente un point isolectrique (pI) de 5 et
unetemprature de ramollissement de 50 C.
La Carboxymthylcellulose (CMC)
Cest un polymre driv de la cellulose naturelle, formpar raction
avec des alcalis et de lacide chloroactique.La CMC est en gnral de
plus faible masse molaire quecelle de la cellulose avec une
substitution irrgulire cequi donne des zones de forte et de basse
substitution. Abasse concentration, les macromolcules de CMC
sonttendues. A haute concentration, elles se chevauchent etse
spiralisent. A trs haute concentration, elles senchev-trent et
deviennent un gel thermorversible. La CMC estinodore et incolore,
elle est insoluble dans les solvantsorganiques. En revanche, et
contrairement la cellulose,la CMC est trs soluble dans l'eau mme
froide pour lesCMC de haut degr de substitution. La CMC utilise
danscette tude est une CMC de chez Fluka-BioChemika demoyenne
viscosit.
3. Autres
Dautres produits commerciaux comme le formaldh-hyde, la soude et
lacide actique sont utiliss.
Matriels :
Les diffrents quipements utiliss dans le cadre de cettetude en
termes de procds et de caractrisations sontles suivants :
1. Procds :
- Dispersion et mlange : mlangeur de type Dispermat(racteur
double enveloppe de 400 ml, hlice de 5 cm).- Enductions de
laboratoire : appareil de type Endupap(barre de Meyer sans contre
poids). - Enduction
lchelle pilote : machine de marque Diproma (bobine-bobine,
systme racle ou barre). - Impression : rotativeflexographique
Flexiane 12 (alimentation de type cham-bre racles, 5 groupes
dimpression, schage air pulset infra rouge).
2. Caractrisation :
Les produits utiliss et/ou labors ont t caractriss avecles
quipements suivants : Granulomtre mastersizer dechez Malvern
Spectromtre IRTF (Paragon 1000 PerkinElmer) Microscope Electronique
Balayage (MEB) demarque FEI Rhomtre cne plan (Carrimed CSL 500,
TAInstruments) test de pelage (Peel test Twing Albert).
Mthodes :
Deux techniques ont t retenues pour la microencapsu-lation de
ladhsif. Il sagit en premier lieu de la mthodede polymrisation in
situ aminoplaste. Cette technique at choisie car elle est largement
rpandue dans ledomaine de la microencapsulation pour papiers
autoco-piants [4, 5, 6]. Puis, dans un souci cologique, lamthode
dencapsulation par coacervation permettantlutilisation de matriaux
polymres naturels ou drivs at optimise [7].
1. Polymrisation in situ aminoplaste
Dans un racteur tricol, 300 g deau sont ajouts ladh-sif considr.
Le tout est mlang avec du lupasol DVFR(paississant anionique) et du
Luracoll DVFR (rsine basede mlamine-formaldhyde hautement
mthylole). Laraction commence lorsque le pH est ajust entre 3.6
et3.9 grce de lacide formique. Le mlange est maintenusous agitation
mcanique 45C environ pendant 60 min,en vrifiant rgulirement le pH.
Il est ensuite chauff pro-gressivement (pendant 30 min) de 45C 85 C
et main-tenu la temprature finale pendant 120 min. Lors de
cettetape, le pH ayant tendance augmenter, il sera possiblede
rajouter de lacide formique si ncessaire. Ensuite, 3 gde solution
commerciale de mlamine sont ajouts toutesles 10 min pendant une
heure, soit 18 g au total. Lajout demlamine saccompagne aussi dun
ajout dacide for-mique, pour le maintient du pH. En fin de raction,
du trie-thyloamine est ajout (solution tampon pour atteindre unpH
de 8) suivi de laddition de lammoniaque en solutionjusqu lobtention
dun pH de 10.
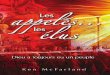
2. Coacervation complexe du chitosane et de la glatine
0,2 g de chitosane est dissout sous agitation magntiquedans 120
ml de solution dacide actique 1 % (pH = 5).Quand la solution est
homogne, 3 g de glatine sont
Vol. 63 - n1 >> Fvrier-Mars 200918
COUCHAGE
-
ajouts dans cette solution pendant au moins 30 min.
La solution est chauffe 60 C (temprature suffisantepour que la
glatine se solubilise) au bain marie tout encontinuant de se
mlanger. Une mulsion dadhsif est pr-pare avec 80 g dadhsif et 80 ml
deau. Cette dilutionpermet dviter les agglomrats de microcapsules
est derduire la viscosit. Les deux solutions sont mlangespendant 15
min. Pour commencer la coacervation com-plexe, 80 ml dune solution
de CMC 1 % (soit 0,8 g) estajout lentement et le mlange est
maintenu pendant 15min. Le mlange est refroidi par un bain de glace
de 60 C 10 C pour dclencher le processus de glification. Lemlange
doit tre actif afin dviter la glification de tout lemilieu. Le
mlange est maintenu ainsi pendant encore 30min. 7,5 ml de
formaldhyde 30 % sont ajouts commeagent de rticulation. Au bout de
10 min, une solution desoude 10 % est ajoute pour atteindre un
pH=12. Aprs10 min dagitation, lexprience est arrte. Les
microcap-sules peuvent tre rcupres par dcantation puis par
fil-tration. La figure 2 rsume cette procdure.
RESULTATS ET ANALYSE
Conception de microcapsulesdadhsifs
Encapsulation in situ aminoplaste
Conformment la description prsente dans la partiemthode, une
srie dessais est ralise diffrents pour-centages de quantit dadhsif
par rapport la quantit dematriaux carapace. Aprs chaque exprience,
un chan-tillon de capsules est sch sur une plaque en tflon
afindobserver son comportement. En effet, un chantillon danslequel
tout ladhsif nest pas encapsul prsente un effetcollant rsiduel qui
nest pas souhaitable pour notre appli-cation. Les proportions
idales sont trouves lorsquelchantillon sch est hors poisse (il est
alors semblable une poudre). Les tests effectus, montrent que le
rapportoptimal carapace/adhsif est de lordre de 20 %. Sur la basede
ces rsultats, des essais semi-industrielle ont t ralissafin
dencapsuler 20 kg dadhsif. Ces essais permettront defaire
ultrieurement des tests denduction et dimpression lchelle
semi-industrielle. Des mesures de granulomtrieen volume ralises sur
des prlvements dchantillons(Fig. 3) prsentent deux classes de
rpartition. La premire,autour de 1,6 m correspondant la taille des
capsulesindividualises, valeur proche de la taille des micelles
delmulsion de ladhsif original [8]. La seconde, au alentourde 12,2
m correspondant des agglomrats de microcap-sules comme le confirme
lobservation faite en microscopie balayage lectronique (Fig.
4).
Encapsulation par coacervation complexe
Dans cette partie, ladhsif est encapsul par coacervationcomplexe
utilisant des polymres de la biomasse. Les cap-sules obtenues sont
filtres, rinces lactone puissches afin de permettre une observation
au MicroscopeElectronique Balayage (Fig.5). Tout comme
Vol. 63 - n1 >> Fvrier-Mars 200919
COUCHAGE
Figure n2 : coacervation complexe de la glatine et du
chitosane
Figure n3 : Distribution en volume de la taille des
capsulesdadhsif (encapsulation in situ aminoplaste)
-
prcdemment, un phnomne dagglomration estobserv. Le caractre
filmogne des polymres utilissrend lisolation des capsules difficile
et le produit obtenuprsente un aspect spongieux.
Ltude granulomtrique permet de prciser ce phnomneet montre que
les capsules prsentent un diamtre mdianen nombre de 0,87 m. En
revanche, elles forment aussides agglomrats volumineux denviron 130
m (Fig. 6).
Des mesures de spectroscopie infrarouge effectue sur lescapsules
mettent aussi en vidence la prsence les picscaractristiques de
ladhsif (C=O 1736 cm-1) et des poly-mres utiliss dans la conception
des parois (NH 3741 cm-1), les diffrents matriaux utiliss sont donc
bienprsents dans les capsules [9].
Elaboration de papier autoadhsif
Etude de laboratoire
Llaboration du papier autoadhsif ncessite une opra-tion
denduction des microcapsules la surface du papier.Les premires
enductions sont ralises sur lappareilEndupap. De cette manire, il
est possible de tester diff-rentes formulations des bains avant de
procder desessais faisant appel des quipements pilotes plus
lourds.
Cas des capsules dadhsif par voie in situ aminoplasteDans le cas
de ces capsules synthtiques, des liants synth-tiques ont t utiliss
(PVA et latex). Afin de rduire le cotde la couche, des charges de
carbonate de calcium ont tincorpores. La viscosit des bains
denduction est mesureavec un viscosimtre Brookfield 100 tr/min. Le
papier sup-port est enduit avec une barre Meyer de 4 et sans
contre-poids. Le papier est ensuite sch sous infrarouges. Letableau
n1 prsente les diffrentes formulations qui ont ttestes ainsi que
quelques caractristiques du bain den-duction (concentration et
viscosit) et du dpt sur le sup-port. La masse sche de la couche
dpose reste faible danstous les cas sauf pour le bain n3 qui
correspond une for-mulation forte part de carbonate de calcium. Il
est trs dif-ficile de concentrer plus les capsules. En effet
lmulsion dedpart a une concentration de 50% maximum.
Un test de pelage est ensuite ralis [10]. Pour cela, la facede
papier couche avec les microcapsules est mise encontact avec un
papier vierge sous une pression de 600 barspendant 5 minutes.
Lnergie ncessaire pour sparer lesdeux surfaces est ensuite mesure.
Le tableau n2 prsenteces valeurs dnergie pour les diffrents bains
tudis et lesvaleurs de grammage de capsules dposes respectifs.Seul
le bain n 3 ne permet pas dobtenir une adhsionsatisfaisante. En
effet la quantit de capsules dposes est
Vol. 63 - n1 >> Fvrier-Mars 200920
COUCHAGE
Figure n 4 : Photographie MEB de capsules dadhsif(Encapsulation
in situ aminoplaste)
Figure n 5 : Photographie MEB de capsules dadhsif(Coacervation
complexe)
Figure n6 : Distribution en volume et en nombre de la tailledes
capsules dadhsif (Coacervation complexe)
-
trop faible (part de carbonate de calcium trop importante,ce qui
dgrade ladhsion). Ce phnomne commence dsle bain n 7. En effet malgr
la grande quantit de capsulesdposes, lnergie commence diminuer. On
note que laprsence de PVA amliore lgrement ladhsion (compa-raison
bains n 1 et 2). Le bain prsentant la meilleureadhsion est le bain
n 6, cest donc sur la base de cetteformulation que les essais,
denduction lchelle pilote,seront raliss. Dans le cas de cette
formulation, lnergiedadhsion obtenue avec ces microcapsules est de
lordrede 50 % du pouvoir dadhsion de ladhsif non encapsul
(130/253 x 100 50%.
Cas des capsules dadhsif par voie de coacervationcomplexe
Les polymres naturels utiliss prsentent des caractris-tiques
filmognes, par consquent, les capsules qui en sontissues ncessitent
moins de liant que les capsules issues dela voie aminoplaste. Il
est donc possible de travailler avecle latex et le PVA mais aussi
avec de lamidon cuit.Lamidon prsente lavantage dtre lui aussi un
polymre
Vol. 63 - n1 >> Fvrier-Mars 200921
COUCHAGE
Microcapsules Carbonates PVA LatexMatiresSches
Viscosit Brookfield
Dpt
Concentration 25% 78% 16% 50% % mPa.s g/m2
Bain n1 100 0 0 18 28 199 9,0
Bain n2 100 0 4 14 26 280 9,1
Bain n3 40 60 3 18 42 435 17,0
Bain n4 100 0 18 0 21 364 9,7
Bain n5 90 10 0 18 28 198 12,1
Bain n6 90 10 10 10 27 291 11,8
Bain n7 75 25 10 10 32 332 13,5
Tableau n1 : Formulation (nombre de parts massiques) des
diffrents bains denduction (Encapsulation in situ aminoplaste)
Bain n1 Bain n2 Bain n3 Bain n4 Bain n5 Bain n6 Bain n7
Dpt de Capsules(g/m) 7,7 7,6 5,6 8,2 9,0 8,9 8,4
Energie au pelage (J/m) 75 82 7 115 100 130 68
Tableau n2 : Dpt de microcapsules et nergie ncessaire au pelage
du complexe coll. (Encapsulation in situ aminoplaste)
Tableau n3 : Formulation des diffrents bains denduction
(Coacervation complexe)
Bain 1 Bain 2 Bain 3 Bain 4 Bain 5
Matire (g) Eau (g) Matire (g) Eau (g) Matire (g) Eau (g) Matire
(g) Eau (g) Matire (g) Eau (g)
Adhsifs 40,0 40,0 40,0 40,0 40,0 40,0 40,0 40,0 40,0 40,0
Glatine 3,0 120,0 3,0 35,0 3,0 60,0 3,0 90,0 3,0 110,0
Chitosane 0,2 0,2 10,0 0,2 13,3 0,2 13,3 0,2 13,3
CMCel 0,8 80,0 0,8 15,0 0,8 50,0 0,8 50,0 0,8 80,0
Soude 0 50,0 0 10,0 0 10,0 0 10,0 0 10,0
Formaldhyde 0 10,0 0 10,0 0 10,0 0 10,0 0 10,0
Amidon cuit 6 20,0 6 20,0 6 20,0 6 20,0 6 20,0
Total 50,0 320,0 50,0 135,0 50,0 203,3 50,0 233,3 50,0 283,3
% Matires 13,5 27,0 19,7 17,6 15,0
-
naturel celui utilis est un amidon de pomme de terre ce qui
concorde avec lambition cologique de ltude. Enrevanche il est
utilis de faibles concentrations, ce quincessite des quantits deau
vaporer plus importantes.Les capsules ont t synthtises diffrentes
concentra-tions, le principal facteur limitant le choix de la
concentra-tion tant la viscosit. Par exemple, il est trs difficile
dedissoudre du chitosane plus de 3 % en masse de plus,ladhsif est
en mulsion 50 % maximum. Les diffrentesformulations testes sont
prsentes dans le tableau n3.
Aprs ltape denduction, le potentiel dadhsion de cespapiers
autoadhsifs est valu par un test de pelage(tableau n4).
Le bain 1 est trop dilu et ne permet pas de faire uneenduction
satisfaisante, la masse dpose tant trop faible.Ceci se traduit par
une nergie dadhsion nulle.Lenduction ralise avec le bain 2 a mis en
vidence unphnomne dencrassement de la barre Meyer du fait de
saviscosit leve. Lenduction nest pas optimale et finale-ment la
quantit dpose est en retrait par rapport auxbains 3, 4 et 5. Le dpt
obtenu permet tout de mme decoller les deux papiers ensemble mais
lnergie de pelagedemeure faible. Le bain 3 fournit les meilleurs
rsultats. Eneffet sa formulation permet une bonne machinabilit
lorsde lenduction et le poids de couche dpose assure unenergie
dadhsion de 94 j/m. Les bains 4 et 5 donnent desrsultats quivalents
mais lgrement infrieurs avec desvaleurs respectives de 76 et 71
j/m.
Essais pilote
Ces essais ont t raliss uniquement partir des micro-capsules
synthtises par voie in situ aminoplaste. En effet,seul ce procd
nous permet actuellement de produire defortes quantits de
microcapsules (20 kg) compatibles aveclemploi de la coucheuse
pilote Diproma.
Enduction
Le support utilis est un papier couch base de kaolin etde
carbonate de calcium de grammage ltat sec
121 g/m et dpaisseur moyenne de 112 m. Le bain den-duction
utilis prsente la formulation suivante (tableau 5).
La caractrisation rhologique de ce bain denduction surun rhomtre
cne plan montre un comportement rho-fluidifiant [11]. Pour un taux
de cisaillement de 1000 s-1, laviscosit mesure est de 137 mPa.s. Le
papier est dans unpremier temps couch avec une lame sous une
pression de3 Psi. Dans ces conditions, lenduction nest pas
satisfai-sante. En effet, la lame tend sencrasser et lenductionnest
pas homogne sur toute la largeur de la bobine. Dansun second temps,
lenduction seffectue donc laidedune barre. Cette fois-ci lenduction
se passe sans encom-bre. Cependant, le bain tant faiblement
concentre, letemps de passage en scherie doit tre optimis et la
vitessede la coucheuse rduite 10 m/min. Une fois couch, lepapier a
un grammage de 150 g/m en ltat et de 143 g/m ltat sec. Le grammage
de la couche dpose est donc22,1 g/m.
Caractrisation au Microscope Electronique BalayageLa coupe
transversale de la figure n7 met en vidence ledpt de microcapsules
ralis lors de lenduction (zone1). Dune paisseur denviron 30 m, il
adhre bien aupapier et sa couche pigmentaire dj prsente (zone 2).Le
reste de la coupe prsente les fibres (zone 3) ainsiquune couche sur
la face verso du papier support (zone 4).
Test de pelage Lvaluation du potentiel dadhsion est ralise de
deuxfaons diffrentes. Dans un premier cas, comme prc-demment, on
applique une face couche sur une face depapier vierge. Dans un
second cas, on augmente artificiel-lement lpaisseur de la couche en
mettant en contact deuxfaces de papier couch avec les
microcapsules. Les rsul-tats obtenus dans ces conditions sont
respectivement de173 J/m et 232 J/m ce qui reprsente 68 et 91 % du
poten-tiel dadhsion de ladhsif commercial (253 J/m).
Essais dimpression sur pilote industriel Les tiquettes
autoadhsives tant principalement impri-mes par procd
flexographique, il tait donc judicieuxde vrifier le potentiel des
microcapsules rsister aux
Vol. 63 - n1 >> Fvrier-Mars 200922
COUCHAGE
Bain n1 Bain n2 Bain n3 Bain n4 Bain n5
Concentration(%) 13,5 27,0 19,7 17,6 15,0
Enduction(g/m) 3,1 7,2 28,1 10,7 9,5
Energie au pelage (J/m2) 0 43 94 76 71
Tableau n4 : Dpt lors de lenduction et nergie ncessaireau pelage
(Coacervation complexe)
Microcapsules Carbonate PVA LatexMatires sches
Concentration 27,5% 78% 14% 50% -
Parts massiques 90 10 10 10 25%
Tableau n5 : Formulation en parts massiques du bain den-duction
utilis sur la coucheuse Diproma (Encapsulation insitu
aminoplaste)
-
forces de compression lors du transfert dencre de
ltapedimpression. A cet effet, le papier couch sur la
machineDiproma a t imprim en flexographie sur un pilote indus-triel
(rotative de 5 groupes dimpression, 30 cm de laize,tension de bande
: 2,5 N/cm, vitesse de lessai : 9 m/min,schage infrarouge et air
puls).
Limpression dun aplat a t ralis au cours de laquelleaucun
problme de machinabilit ni de qualit dimpres-sion na t rencontr :
pas de dpt dadhsif par exemplesur les groupes dimpression, pas
daspect poisseux dupapier aprs impression, pas de problme de
bobinage.Lobservation au Microscope Electronique Balayage(coupe et
face) confirme cet tat de fait puisque les cap-sules ne sont pas
endommages (Fig.8).
CONCLUSION Un adhsif commercial, a pu tre encapsul par
deuxmthodes diffrentes. La premire est la polymrisationin situ dune
rsine base de mlamine-formaldhyde.Ces capsules synthtiques, une
fois sches, formentune poudre. La seconde mthode dencapsulation
estune coacervation de matriaux issus de la biomassevgtale ou
animale: le chitosane, issu des carapaces decrustaces ; la glatine,
issue de tissus conjonctifs ani-maux ; la carboxymthyl-cellulose,
issue du bois ou desrsidus agricoles. Les capsules obtenues ont
tendance sagglomrer mais cette mthode prsente lavantagedutiliser
des matriaux renouvelables. Dans les deuxcas, les capsules obtenues
ont un diamtre sensiblementgal celui des micelles de lmulsion dont
elles sontissues. Les capsules contenant ladhsif commercial ontdonc
un trs faible diamtre car cet adhsif est vendusous forme dmulsion
stable dont la taille des parti-cules se situ aux alentours de 0,6
m. Lenduction descapsules a t ralise essentiellement avec des
barresfiletes et a permis de dposer jusqu 22 g/m de baindenduction
60 % dadhsif lors dessais pilotes. Untel dpt permet par la suite
deffectuer un collagelorsque lon applique une pression sur le
papier. La qua-lit du collage dpend de la quantit de capsules
dpo-se. Les meilleures enductions prsentent une nergieau pelage
denviron 170 J/m contre 250 J/m pourladhsif seul, ladhsion obtenue
est donc satisfaisante.Enfin, les papiers couchs avec les
microcapsules mon-
trent une bonne aptitude aux transformations ult-rieures et
peuvent tre imprims, au moins enflexographie ou la pression exerce
est relative-ment faible, sans endommager les capsules. Enoutre,
les papiers gardent leur potentiel adhsifaprs avoir t imprims.
REMERCIEMENT : les auteurs souhaitent remercier la
communautEuropenne pour son support financier dans lecadre du
projet CRAFT-STAR
Vol. 63 - n1 >> Fvrier-Mars 200923
COUCHAGE
Figure n8 : Coupe et face du papier (MEB) aprs impression
flexogra-phique sur pilote (Encapsulation in situ aminoplaste)
Figure n7 : Coupe du papier (MEB) aprs enduction
pilote(Encapsulation in situ aminoplaste)
-
BIBLIOGRAPHIE [1] I. Benedek - Pressure-Sensitive Adhesives
andApplications, Second Edition CRC Press 2004, ISBN0824750594
[2] A. Gandini, S. Hariri, J.F. Le Nest, Polymer 2003,44(25),
7565-7572.
[3] Material Science of Chitin and Chitosan, Edited byUragami,
Tadashi; Tokura, Seichi Springer, Jointly publishedwith Kodansha
Scientif 2006 ISBN 9783540328131
[4] M. Reynolds - Brevet 2319267 - 1998 - Microcapsulesfor
pressure sensitive recording paper and the methods forproducing the
same.
[5] Nellessen et al. - Brevet amricain 6306250 B1 - 2001- Method
of removing capsule oils from self-copying paper.
[6] Kraft, Keith A - Brevet Europen 0569285 - Colloid toincrease
coefficient of friction in carbonless paper padcoating.
[7] B. Truffi - Elaboration de nouveaux papiers thermiques 2000
- Thse de lInstitut National Polytechnique deGrenoble - Prpare au
laboratoire de Gnie des ProcdsPapetiers LGP2 UMR 5518 BP 65 - 38402
Saint MartindHres.
[8] J. Empereur., D. Chaussy, Gandini A., Belgacem M. N.-
Proceedings du 28th Annual Meeting of the AdhesionSociety, p
442-444, ISSN 1086-9506. Mobile, february 13-16, 2005.
[9] J. Empereur - Conception de nouveaux papiers autoa-dhsifs -
2006 Thse de lInstitut National Polytechniquede Grenoble - Prpare
au laboratoire de Gnie desProcds Papetiers LGP2 UMR 5518 BP 65 -
38402Saint Martin dHres.
[10] L. Bradeley, R. Venditti, H. Jameel, Tappi J., 2001,
84,70.
[11] J. Empereur, N. Belgacem, D. Chaussy,Macromolecular
Materials and Engineering, 2008, 293 (3),167-172, ISSN : 1438-7
492
Vol. 63 - n1 >> Fvrier-Mars 200924
COUCHAGE