Embed Size (px)
Citation preview

N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201230
RETOUR D’EXPÉRIENCE
RATPAutomatiser la ligne 1 du métro,un défi logistique
©C
.CA
LAIS
Le chantier d’automatisationde la ligne 1 du métro pari-sien, toujours en cours, estparvenu à ne pas perturber leservice aux voyageurs. Cela anécessité une organisationlogistique particulièrementflexible de la part de tous lesacteurs de ce projet conduitpar la RATP.
Si deux tiers des nouvelleslignes de métro créées sontdes lignes automatiques depar le monde, l’automatisationd’une ligne existante est unepremière. Le projet d’auto -matisation de la ligne 1 a
démarré en 2004 et s’achèvera début 2013,quand tous les trains qui circuleront serontsans conducteurs. Les trois premièresnavettes (nom des rames sans conducteurs)en service commercial ont circulé le 3 novembre 2011. La durée du projet estdue à la volonté de la RATP de ne pas per-turber le service normal de la ligne 1, pre-mière ligne de métro à Paris, mise enservice pour l’Exposition Universelle de1900, après moins de deux ans de travaux*.C’est aussi la plus fréquentée, avec 725.000passagers quotidiens, le but étant d’auto-matiser, afin de réduire l’intervalle entre lestrains. Tous les acteurs de la chaîne ont dûs’adapter aux contraintes spécifiques duprojet. « Le plus grand challenge a été de nepas interrompre le service voyageurs, » sou-
ligne Gérald Churchill, Directeur d’Opéra-tion Automatisation ligne 1 de la RATP. Lestravaux en station et sur la ligne ont tousété réalisés de nuit, avec 3 h30 de travauxau maximum.Le projet réunit autour de la RATP, aprèsappel d’offres, Alstom Transport pour la production des navettes et leur système d’in-formation, Siemens pour le système d’auto-matisation et Sogea TPI (Groupe Vinci)associée à Eiffage TP pour les travaux degénie civil nécessaires à la rénovation desstations et à la mise en place des façades dequai et des portes palières fournies par lesuisse Gilgen Doors Systems, installation quia coûté 50 M€. Tout ce petit monde a tra-vaillé de concert, avec chacun une problé-matique Supply Chain spécifique.
Une coordination complexe« Je dirige une équipe de sept personneschargée de coordonner, maîtriser et inté-grer les 40 sous-systèmes de l’opération, très complexe, souligne Gérald Churchill. La matrice des sous-systèmes comporte * Quelques informations sont issues du dossier spécial de Ville Rail & Transports
Communication en partenariat avec la RATP.
Thierry Paillot, Chef de chantier,Joao Filipe Pereira, Directeur de travaux,et Bernard Oriac Conducteur de travaux,Sogea TPI (de g. à droite)
©C
.CA
LAIS
Gérald Churchill, Directeur d’Opération Automatisation ligne 1
de la RATP

MARS 2012 - SUPPLY CHAIN MAGAZINE ■ N°62 31
170 interfaces. Nous avions identifié 270 risques potentiels. J’avais prévu certainsretards ; tous ne se sont pas produits. Ledépassement de budget a été de 4,4 % pourun budget de plus de 600 M€ ; la dérive deplanning a été limitée à sept mois. » Le plusimportant des retards facteurs de gouletsd’étranglement provient de la pose desfaçades de quai, dont la tolérance duconstructeur n’était que d’un millimètre, laRATP et le génie civil ayant prévu une tolé-rance plus grande.
Aménager les quais, un travail manuel et nocturneSogea TPI et Eiffage TP ont travaillé plusde quatre ans, jusqu’à juillet 2011 sur leschantiers de renforcement, rehaussement etd’aménagement des quais des 25 stationsde la ligne 1 ; le principal objectif était depouvoir installer les portes palières. Les tra-vaux ont été faits de nuit et le week-endlors de fermetures temporaires de stations.Le budget, prévu à 22 M€, a finalementatteint 38 M€. Le chantier qui devait durer26 mois, en a duré 51, notamment à causede retards de livraison des cotes pour lesplatines nécessaires à l’installation desportes palières et au fait de rénover de l’an-cien, avec quelques surprises par rapport à latopographie des lieux. Joao Filipe Pereira,Directeur de travaux de Sogea TPI et Res-ponsable du chantier de la ligne 1, énoncequelques difficultés logistiques : « Les sta-tions souterraines étant sans monte-charge,l’approvisionnement devait être fait essen-tiellement à la main, car seuls deux trainsde travaux de la RATP circulaient parsemaine. Nous n’avions que 20 m2 d’emprisepar quai. Le matériel sensible était expédiépar camionnette depuis notre base à côté dumétro Champs Elysées-Clémenceau où lesfournisseurs nous livraient. Ensuite, le tra-vail s’est effectué manuellement et de nuit,ainsi un tiers des 2.340 m3 de béton a étécoulé au sac, le reste en bétonnière à l’exté-rieur de la station. L’ingénierie, elle, travail-lait en journée. »
Deux révisions du planning de production chez Alstom TransportL’essentiel du budget, avec plus de 500 M€,est consacré à la construction des navettesde six voitures chacune par le constructeurferroviaire français Alstom Transport. 49 navettes MP05 (pour métro pneus,contrat signé en 2005) sont livrées à laRATP d’ici janvier 2013, plus une option de
quatre navettes d’ici fin 2013. Laurent Deroo,Chef de projet MP05, Alstom Transportindique : « Au 20 février 2012, 28 trainsMP05 ont été livrés au centre d’essais ferro-viaires (CEF) de Valenciennes, le 34e était enessai dans l’usine et le 41e entrait en débutde chaîne de chaudronnerie. » Le site de pro-duction de Valenciennes Petite Forêt les
fabrique, à raison de 40 à 50 voitures parmois, tous projets confondus. Une navettede quatre motrices (les voitures du milieu)et deux remorques se fabrique en 10 jours.La première a été livrée à l’été 2008.Les ateliers où travaillent 200 personnes surle projet MP05 sont la chaudronnerie, quisoude les pièces, l’assemblage et la finition
Le poste de commandes centralisé de la ligne 1 du métro parisien utilisé depuis juin 2010.
Une navette en cours de finition à l’usineAlstom de Valenciennes Petite Forêt.
©C
.CA
LAIS
©C
.CA
LAIS
Navette automatique à la station totalementrénovée de la ligne 1 à Franklin Roosevelt
Laurent Deroo, Olivier Eymeryet Christine Mahé, Alstom, usine de Valenciennes Petite Forêt.
Evacuation par train de déchets lors des travaux en station.
©C
.CA
LAIS
©C
.CA
LAIS
©C
.CA
LAIS

N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201232
RETOUR D’EXPÉRIENCE
des voitures, les cabines de peinture hydro-diluable et des essais statiques et dyna-miques. La planification de production estconçue sous le logiciel Artemis et injectéedans l’ERP SAP ; elle a plusieurs niveaux,depuis le planning sur toute la durée duprojet, qui donne de la visibilité aux four-nisseurs, jusqu’à la fabrication en atelier,en juste à temps, d’autant plus que lesplaces de stockage des navettes sur sitesont limitées. Deux décalages dans le pro-jet de la RATP ont nécessité de revoir leplanning de production : le premier en
2008-2009, lié aux problèmes d’installa-tion des portes palières dans les stations, lesecond fin 2010, la RATP demandant deralentir la production pour accélérerensuite. Christine Mahé, Chef de projetopérations, explique « avoir préféré lisserla production. Nous avons investi dans unevoie de garage de plus de 350 m pouvantstocker quatre trains. » Un train terminé nereste pas plus d’un mois avant d’être expé-dié au CEF.
Une optimisation des coûts de transport amont en testOlivier Eymery, ancien Directeur SupplyChain du site de Valenciennes, actuel Direc-teur de Production du site, prévient : « Lesdifférents projets du site ayant des fournis-seurs communs, les approvisionnementssont gérés par un service central au niveaudu site ». Pour optimiser le pilotage des
approvisionnements et les coûts, ce servicecentral a lancé une étude sur les flux four-niseurs - Alstom Valenciennes Petite Forêtbasée sur le cadencement et la mutualisa-tion des moyens de transport. Chaquenavette comporte 2.700 références dont 600construites par Alstom sur d’autres sites (parexemple les bogies au Creusot). 85 % desréférences proviennent de fournisseurs fran-çais, le reste d’Allemagne et d’Espagne. Leprojet compte 200 fournisseurs de rang 1. Lespièces de catégorie A sont gérées en flux tiréset courts, avec un stock tampon de moinsd’une semaine. Les petites pièces de catégo-rie B et C sont gérées sur stocks de une à troissemaines. Un « vide » à un poste déclencheune alerte de réapprovisionnement.
Améliorer le taux de service fournisseursSi le taux de service du projet MP05 pourle client RATP est de 100 %, les navettesayant toutes été livrées à l’heure, le tauxde service fournisseurs est de 70 % (livrai-son dans les délais). D’où un stock tampondes pièces critiques. Afin d’améliorer laperformance de livraison des fournisseurs,un portail Internet, en Web-EDI et inter-facé avec SAP, Alstom Supplier Collabora-tive Team (ASCOT) est en cours de mise enplace pour un échange d’informations plusrapide et dynamique et des avis d’expédi-tion dématérialisés. En aval, la livraisons’effectue par convoi exceptionnel (deuxvéhicules transportant deux voitures)depuis Valenciennes Petite Forêt vers le siteRATP de Fontenay-sous-Bois, où de der-niers essais sont réalisés, au rythme d’untrain toutes les deux semaines. Le sited’Alstom Transport de Villeurbanne, avecun banc d’essai de simulation, s’occupe del’informatique embarquée. « Le SystèmeInformatique Embarqué (SIE) de contrôledes commandes des navettes MP05,indique Benoît Caille, Chef de projet MP etMF, a conduit à de nouvelles interfacesavec le Système d’Automatisation de l’Ex-ploitation des Trains (SAET), développépar Siemens. »
Siemens s’est adapté à l’existantLe challenge de Siemens, qui avait certesl’expérience du SAET de la ligne 14, déjàen interface avec l’informatique embarquéed’Alstom, était de s’adapter à l’existant, tanten termes de voie que d’interface avec lesystème énergétique. « Il a fallu raccorderélectriquement et électroniquement le sys-
tème d’automatisation, explique Paul-Edouard Basse, Responsable des projetsRATP, Siemens Rail Automation. Ce sys-tème d’automatisation a été développé àpartir de notre technologie de contrôle destrains Trainguard MT CBTC, utilisé égale-ment pour la rénovation des lignes avecconducteur de la RATP 3 (terminée), 5 et 9(en cours). La ligne 1, avec de nombreusesstations en courbe, a nécessité un disposi-tif de détection d’intrusion des lacunes, cesespaces vides entre la voie et le quai. » Legros du travail a été l’ingénierie avec la RATPafin de développer les interfaces avec lesvoies, le système énergétique, les portespalières, le matériel roulant et le systèmed’information de la RATP, en termes méca-niques et électriques. Au niveau matériel,Siemens a collé le plus possible avec son pro-duit Trainguard MT CBTC (CommunicationBased Train Control : contrôle-commandedes trains par télécommunications), même sides développements logiciels ont été néces-saires. Le produit consiste en deux systèmesalliant équipements électroniques et logiciels,l’un pour équiper le train, installé le long desvoies, l’autre pour le Poste de CommandesCentralisé. Le matériel électronique (armoires,tiroirs et cartes) a été assemblé par des sous-traitants français sur les spécifications de Sie-mens Rail Automation.
85 secondes entre deux navettes au finalSur le site de Châtillon, une plate-formevirtuelle, a simulé l’exploitation des trainspuisque l’accès au métro était limité. Lesessais sur le terrain d’intégration des diffé-rents sous-systèmes a débuté de nuit en2009, puis avec des navettes de nuit en2010, et ensuite en essais de jour en mode« espion » sur des rames avec conducteuréquipées des systèmes Siemens. Enfin, en2011 des navettes automatiques ont circulésans passagers en heure creuse pour finali-ser les essais. Le contrat avec Siemens estde 30 M€ pour l’ensemble du projet : maté-riel, logiciel, installation et intégration,mise en service et garantie de fonctionne-ment (assistance à la maintenance). L’auto-matisation repose sur le canton mobiledéformable, modèle qui resserre l’intervalleentre les trains. Il est en heure de pointe de105 secondes aujourd’hui. P.-E. Basse pré-cise que lorsque toutes les navettes aurontété mises en service, l’intervalle entre deuxnavettes sera de 85 secondes. ■
CHRISTINE CALAIS
Chaudronneried’Alstom
Valenciennes
©C
.CA
LAIS


N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201234
RETOUR D’EXPÉRIENCE
Après cinq ans de réflexion, le fabri-cant de frites surgelées McCain adécidé de se faire construire en2008 par le prestataire hollandaisKloosterboer un entrepôt automa-tisé autoporté grande hauteurd’une capacité de 70.000 palettes.Ce bâtiment de 42 m de haut sur120 m de large, tout proche del’usine de Harnes (62) de l’industrielet relié à lui par un « Shuttle »,reçoit des produits de six sites deproduction européens de McCain etles redistribue à ses clients dans lemonde. Une mécanique, qui aprèsune période de rodage de quelquesmois, est à présent bien huilée etaffiche de belles performances.
Stéphane Pluenet, Directeur et
Cédric Wattrelos, Responsable Comptes Clef de Kloosterboer
Harnes SAS
Les discussions ont démarrédès 2003, après une visitepar McCain du site queKloosterboer a construit àRotterdam pour Farm Friteset d’autres clients (voirencadré page 38). Mais il
faudra attendre octobre 2008 pour quedémarrent les travaux de constructionde ce site atypique de Harnes. Le tempsde la réflexion …
Un expert de la frite surgeléeA l’origine, McCain était plus enclin àexternaliser sa logistique afin de con-
KLOOSTERBOERHarnes, l’usine logistiquede McCain
server des moyens pour développersa production. C’est ainsi que ses60.000 palettes étaient stockées chezune dizaine de prestataires dans lenord de la France, ce qui rendaitcomplexe la traçabilité compte tenudes divers prestataires et de leurssystèmes d’information, sans comp-ter des flux intersites. Mais progres-sivement, la vision de McCainévolue. C’est ainsi qu’une chambrefroide d’une capacité de 14.000 palet-tes est construite en propre en 2007pour l’usine McCain de Matougues,près de Reims. Et qu’un appel d’offreest lancé, sur la base d’un cahier descharges consignant les besoins deMcCain rédigé par Kloosterboer. C’estfinalement ce dernier qui l’emporteface à Partner Logistique et Stef. « Jepense que notre réalisation à Rotter-dam ainsi que notre expertise dans lalogistique des frites surgelées ont fait
Site de Harnes
©C
.PLO
GE
©C
.PLO
GE

MARS 2012 - SUPPLY CHAIN MAGAZINE ■ N°62 35
la différence », avance Stéphane Plue-net, Directeur de Kloosterboer HarnesSAS. Sans oublier quelques optionstechniques comme l’oxyréduction etla réfrigération par une combinaisond’ammoniaque et de dioxygène quifont la particularité du site …
Des algorithmes qui font la différence« Initialement, nous devions être pro-priétaire du bâtiment clef en main quenous avons fait construire », poursuitStéphane Pluenet, mais McCain inves-tit finalement les 42 M€ nécessairesau projet. Compte tenu des différencesde réglementations entre les pays, iln’est pas si facile de construire unbâtiment « silo autoporté » en France.« Nous avons dû intégrer des change-ments en cours de projet », admetpudiquement notre interlocuteur, quise souvient encore avec émotion del’arrivée des six convois exceptionnelsde 44 m de long qui ont acheminé lestransstockeurs assemblés par Westfa-lia depuis l’Allemagne. C’est ce dernierqui a également fourni les convoyeurset le logiciel de pilotage des automa-tismes (WCS) Savanna. « Pour optimi-ser les mouvements de nos trans-stockeurs, les flux d’entrée/sortie doi-vent être coordonnés. Nous tenonscompte de plus d’une centaine derègles dans nos algorithmes, qui fontla différence », explique StéphanePluenet. En fait, Kloosterboer s’appuiesur Savanna qu’il a personnalisé enfonction des besoins spécifiques deMcCain. « Nous avons eu quatre moisde retard dans la fourniture de cer-taine fonctionnalité du WCS. Du coup,au lieu d’avoir 80 % des fonctionsdisponibles pour démarrer, nous avonsdû nous contenter de 60 %, ce qui acréé des perturbations pour McCain etses clients », déplore le Manager deKloosterboer.
Une période de rodage difficileEn tout, il aura fallu 16 mois pour dis-poser des 500.000 m3 de l’entrepôt deHarnes : deux cellules de 5.000 m2 destockage plus 5.000 m2 de zone deréception/expédition. Compte tenu de
Mais qui est Kloosterboer ?Encore peu connu en France puisqu’il n’y compte pour le moment qu’une seuleimplantation, le Groupe familial Kloosterboer, d’origine néerlandaise, a étéfondé en 1925. Tenu par quatre frères (troisième génération), il réalise un CAde 120 M€ avec 600 employés. Le Groupe est implanté aux Pays-Bas, enFrance, aux Etats Unis et au Canada. Parti initialement d’une activité de ventede fruits et légumes, il s’est intéressé ensuite au poisson, puis aux produits frais(ex : 350.000 tonnes de jus de fruits gérées par an) pour devenir progressive-ment une pointure du secteur du froid avec une capacité de stockage de3.000.000 m3 répartis sur 12 sites (Bayside, Dutch Harbor, Elst, Ijmuiden, Har-lingen, Harnes, Middenmeer, Rotterdam, Velsen, Vlissingen…). Ses activités vontdu conseil en SC à l’engineering et à la construction d’entrepôts automatiséscomplexes, en passant par l’import/export, le Forwarding, le stockage, le déve-loppement de systèmes d’information, la gestion des supports de manutention,des prestations de transformation, d’ensachage, etc. Ce prestataire n’hésite pasà investir plusieurs millions d’euros dans des projets de développement en pro-pre ou en accompagnement de ses clients. Aujourd’hui, Kloosterboer a décidéde proposer son savoir-faire aux acteurs du frais et du surgelé en France. ■ CP
VISITE EN IMAGES DU SITE KLOOSTERBOER HARNES (62)
Le site de production McCain de Harnes alimente le silo autoporté de Kloosterboer voisin via une navette automatique baptisée « Shuttle» à raison de 76 palettes/heure, 24 h/24 à l’arrière du bâtiment.
Les six palettes transitent en automatique par deux sas où ellessont identifiées et contrôlées avantd’être intégrées au stock de masse.
Le silo autoporté de Harnes comporte un quai de réception automatique pour les semi-remorques en provenance de Béthune munis de fonds mouvants(déchargés en 3 mn) et trois quais de réception conventionnels en façade du bâtiment.
En réception conventionnelle, après un contrôle visuel, la palette réceptionnée par un cariste est déposée sur untapis bleu. A partir de là, tout est automatisé. Une cellule détecte la présence de la palette et elleest transférée sous un portique pour être contrôlée.
Le portique contrôle la confor-mité de la palette par rapport aux spécifications : pas de débordde plus de 5 cm par rapport auxdimensions théoriques, 2,42 m de haut maxi, 1 tonne maxi, bonnequalité de la palette bois (+ de 98 % des cas)…
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE

N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201236
RETOUR D’EXPÉRIENCE
la période de campagne de récolte despommes de terre, la date de démarrageofficielle était fixée au 1er juillet 2010.Ainsi, la première palette gelée estentrée en stock pour test à -20°C enmars 2010. Six semaines plus tard, lesolde positif était de 12.000 palettes.« La montée en cadence a été trèsrapide », commente Stéphane Pluenet.Mais finalement, le site ne sera 100 %opérationnel qu’en octobre 2010.« Entre les deux, la période de rodagedu système et des équipes a été diffi-cile comme on pouvait s’y attendre,reconnaît le Directeur de la filiale fran-çaise de Kloosterboer. Je salue lesefforts de McCain à ce moment-là, enparticulier le rôle clef de l’ensemble dela Supply Chain McCain et de PhilippeLecomte, Responsable logistique du sitede Béthune et de la coordination desflux transports, ainsi que de ChristopheHallard, interface indispensable pourla conduite du changement. » Ainsi, ilaura fallu pas moins de 300 personnespour recruter la cinquantaine de sala-riés qui font tourner le site Klooster-boer de Harnes 24 h/24, 6 j/7.
Un ressenti différentDe plus, il n’était pas possible de testerun logiciel de pilotage aussi complexesans les flux physiques réels de l’entre-pôt. « Etant donné que le logiciel étaiten rodage, nous avons rentré lespalettes, mais pas aussi efficacementque nous aurions dû le faire selon lesdemandes de McCain. Nous avons tou-tefois fait le maximum pour limiter lesimpacts », souligne Stéphane Pluenet.Du coup, les temps de chargement/déchargement pouvaient dans certainscas être plus longs que les deuxheures maxi prévues, ce dont se plai-gnaient les transporteurs qui venaientenlever les marchandises pour lesclients de McCain. « Nous sommesrevenus dans la normalité à partird’octobre 2010, insiste-t-il, mais leressenti a été différent. En effet, ilaura fallu attendre la rentrée 2011pour réellement ancrer définitivementdans les esprits que cette fois, toutallait bien. Et de reprendre : Si c’étaità refaire, je mettrais en place desactions de communication vers leschauffeurs durant la phase de démar-rage, avec des gens qui parlent leur
Les palettes provenant de Harnes et lesautres arrivent au point de convergenceavant rangement en stock selon des règlescomplexes (équilibrage des zones, distribution parabolique par classe A,B,Cde produits, zone bio, quarantaine…). Les palettes entrent en série au niveauzéro. Elles ne sont alors pas encore affectées à des commandes.
Le site compte six transstockeurs à satellites demarque Wesfalia. Ils sont dotés de cabines chaufféesen cas de maintenance. Ils mouvementent les palettes par deux. Leur vitesse de déplacementest plus rapide en horizontal qu’en vertical.
Les transstockeurs rangent les palettes surhuit emplacements en profondeur de chaquecôté. Sachant qu’ils peuvent aller jusqu’à 14 emplacements de profondeur si nécessaire.
Le site comporte un « Loop », un convoyeuren boucle dont les superviseurs peuventmodifier la géométrie en permanencepuisque la boucle peut être coupée en deuxendroits. Cela permet de gérer de manièreplus flexible les sorties de palettes en parallèle pour expédition, une fois combiné au buffer (un stock tampon de 800 palettes pour le chargement des palettesdes prochaines 2h30)
Les palettes qui entrent dans l’entrepôt frigorifique doivent descendre à -18°C/-20°Cavant d’être commercialisables (elles sont « en quarantaine » durant cette période). En cas de rupture ou de quantité faible, il est possible de raccourcir ce processus à12 h via le Shock Freezer, dans lequel de l’air à -35°C est pulsé en circuit fermé.
Six camions peuvent être chargés en simultanésur le quai d’expédition qui compte neufportes. 110 camions sont chargés par jour.Quand le camion arrive à quai, le superviseurdemande au système de sortir les palettes du buffer où elles ont été mises en attente etun cariste charge le camion.
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE

MARS 2012 - SUPPLY CHAIN MAGAZINE ■ N°62 37
langue dans la cellule de coordinationtransport. » Des réunions de coordi-nation hebdomadaires avec McCainont aussi permis de retarder l’intégra-tion de certains produits/marchés.
Un TRS de 92 %Mais une fois lancée, cette « usinelogistique » s’est montrée d’une redou-table efficacité. Elle est alimentée parsix usines européennes de McCain :une à Harnes par navette de six palet-tes, une à Matougues, par camions tra-ditionnels, une à Béthune, par dessemi-remorques à fond mouvant, uneà Grobbendonk en Belgique, plusdeux aux Pays-Bas à Lewedorp etLelystadt. Soit une soixantaine decamions par jour plus 76 palettes parheure en continu via la navette deHarnes. Ces palettes sont expédiéessur les trois canaux de distribution(restauration rapide, restauration clas-sique et grande distribution) vers laFrance, l’Espagne, le Portugal, l’Italie,la Grèce, plus par conteneurs vers le
reste du monde. « La capacité du sys-tème est de 220 palettes maxi parheure en entrée et de 270 palettesmaxi par heure en sortie », indiqueStéphane Pluenet, sachant que les lotsde production peuvent être inférieursà huit palettes. La particularité de cesite est de disposer d’un buffer de 800 palettes, ce qui permet de lancerla préparation des camions deuxheures et demi avant leur mise à quaiet ainsi de les charger rapidementdans le bon ordre. « A présent, grâceà l’intervention de Philippe Lecomte,les transporteurs respectent à plus de75% les créneaux horaires de rendez-vous », ajoute le Directeur. Une autrespécificité de ce site est d’avoir une « tour de contrôle » avec deux supervi-seurs qui peuvent venir optimiser lesflux en fonction de leur connaissanced’événements ponctuels, au-delà desrègles préétablies. Ainsi, le site disposed’une « Loop », une boucle de convoyeursdont la configuration est modifiable àdistance (trois parties sécables) qui peut
faire attendre les palettes si nécessairepour optimiser les entrées/ sorties. « LeTRS est de 92 %, souligne avec fiertéStéphane Pluenet. Notre service main-tenance compte pour 15 % de noseffectifs. Nous faisons énormément depréventif et 85 % des arrêts sont desincidents résolus en moins de 3 mn »,soutient-il. En effet, à titre d’exemple,si la navette qui vient de l’usine deHarnes est stoppée plus de 20 mn, c’esttoute l’usine McCain qui s’arrête. Il fautdonc garantir un taux de fiabilitéextrêmement élevé. « Nous avons uncamion et un chauffeur disponibles enpermanence au cas où », révèle leManager.
Une plate-forme plus sécurisée,moins chère à la construction et à l’exploitation En termes de performance, ce type deconstruction présente l’intérêt d’occu-per 60 % de surface en moins pour lemême nombre de palettes dans unentrepôt classique. « La fiabilité du

Le prestataire, 1er opérateur en Hollande dans le frais et latempérature contrôlée, a construit en 2003 une plate-formesurgelée grande hauteur de 60.000 emplacements palettes, àl’origine pour Farm Frites. L’usine du producteur de frites sur-gelées, qui se situe à 25 mn de l’entrepôt, lui envoie chaquejour une quarantaine de camions. Déchargées en 3 mn grâceà un système automatisé, les palettes entrent en chambrefroide où elles finissent d’arriver à température de livraison (-18°C/ - 20°C). Quatre grues munies de satellites desservent
les palettiers d’un bout à l’autre du bâtiment qui comporteen son milieu un convoyeur à rouleaux. La zone de réception/expédition, toute petite en proportion, compte 11 portes àquai. Les palettes sont sorties en série au fur et à mesure dela mise à quai des camions. La proximité de ce site du Termi-nal Conteneurs du Port de Rotterdam géré par ECT faciliteégalement les exportations. Après deux ans d’exclusivité, FarmFrites a été rejoint par six autres clients. Un projet d’exten-sion est également en cours. ■ CP
N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201238
RETOUR D’EXPÉRIENCE
stock est de 30 erreurs par million demouvement, indique Stéphane Plue-net. Et d’ajouter pour souligner laflexibilité du système, Une commandeurgente peut être préparée en 40 mn,mais en dégradant la performance dureste. Le délai sur lequel nous noussommes engagés avec McCain est de 2 h 30.» Autre avantage de ce typed’installation mis en avant par Kloos-terboer : « Avec l’oxyréduction, nousoffrons un niveau de sécurisation maxi-male contre le feu puisque le comburantn’est pas suffisant pour qu’un feupuisse démarrer. Par ailleurs, nousconsommons 40 % d’énergie en moinspar rapport à une plate-forme tradi-tionnelle neuve. Notre plate-forme estdonc moins chère à la construction eten taxe foncière (surface moindre) etmoins chère à l’exploitation », résumeStéphane Pluenet qui se réjouit par ail-leurs que le niveau de sécurité du sitepour ses employés soit deux fois meil-leur que la moyenne du métier. Et côtéclient, les avantages sont aussi de taille :« Amener une meilleure rationalité desflux a aussi permis d’améliorer le tauxde service au client McCain, sansoublier une réduction des émissions degaz à effet de serre ». Qui dit mieux ? ■
CATHY POLGE
Kloosterboer à Rotterdam
Deux superviseurs, un responsable des flux entrants et un des flux sortants, sont présents 24 h/24.Leur rôle est de modifier les algorithmes préprogrammés pour s’adapter aux situations réelles et d’optimiser encore la performance du système. Ils sont indispensables au maintien du niveau deperformance compte tenu des pics d’activité en donnant la priorité à une optimisation sur une autre(ex : une stratégie de performance qui dégrade un peu la qualité du stockage ou un remplissage optimisé des couloirs au détriment de la performance globale). Le troisième superviseur présent est en formation. Il faut deux à trois mois pour qu’un superviseur connaisse bien le système et six à sept mois pour qu’il soit lui-même performant.
Le poste des superviseurs jouxte celui du Deskdes Transporteurs, là où sont recueillies les informations du client via les chauffeurs, pour favoriser la communication entre les deuxfonctions.
On ne gère pas un bâtiment de 42 m de hautsur 12 niveaux sans des mesures de sécuritésadaptées. Six personnes, qui ont des formationsgrande hauteur et port des équipements de protection individuelle anti-chutes, ont leuréquipement dédié afin d’intervenir à 32 m de haut en toute sécurité, à 16% d’oxygène par -20°C. Ils sont suivis par la médecine du travail tous les six mois et habilités tous les ans.Après usage, le matériel est laissé en dehors dessacs afin de reprendre la température ambianteet d’éviter qu’il ne condense. La fréquence des interventions est très variable et peut se répéter la même journée en cas de mauvais lotde support palette (résistance au froid), aprèsplusieurs semaines sans souci. Mais en moyenne,elle est de quatre à cinq fois par mois pour6.500 palettes mouvementées par jour.
A l’instar d’une usine, le silo autoporté deHarnes a un service maintenance composé d’unResponsable, plus quatre Techniciens et desAgents dédiés spécifiquement avec des ateliers.
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE
©C
.PLO
GE

N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201240
RETOUR D’EXPÉRIENCE
SANOFILa distribution, une arme stratégique
Avec 49 sites en France et400 médicaments et vaccins,Sanofi est l’un des acteursmajeurs du secteur pharma-ceutique. Même si la R&D etla production constituent sesactivités centrales, la distribu-tion n’en demeure pas moinsstratégique : quatre sites cou-vrent le territoire nationalavec, pour chacun d’eux, unevocation qui leur est propre.Ainsi, celui d’Amilly (45) dis-tribue toutes les pharmacies,ce qui suppose une efficacitépour répondre dans les meil-leurs délais à la demande de22.000 points de vente.
©JP
GU
ILLA
UM
E
tation s’est enrichie et intègre des activitésspécifiques : « On nous demande de plus enplus de travailler le packaging et d’amenerles présentoirs directement sur les points devente. Le premier avantage de traiter cetteopération en interne est de pouvoir l’intégrerdans le flux. L’autre point positif est de noussentir plus proche du marché et de nosclients. Avec eux, les relations sont diffé-rentes. On est passé d’un service client qui secontentait de recevoir des appels, à une vraierelation de proximité. Par exemple, noussommes capables de prendre en charge lareprise des produits périmés, de livrer laGMS, d’apporter une information et uneexpertise à nos clients. Bref, c’est une autrevision du métier ». Côté pharmacies, onapprécie forcément ce sens de la relation.Mais ce qui compte avant tout, c’est le res-pect des délais, des livraisons complètes etsurtout l’absence de rupture. « Il en va de lasanté des patients. Nous ne pouvons prendrele moindre risque, poursuit Christophe Dus-sot. Cela signifie une qualité irréprochable,mais également une information fiable tantpour ce qui est de la disponibilité du produitque du traitement de la commande ou des
Aquelques dizaines de mètresde son site de productiond’Amilly, dans le Loiret, le groupe Sanofi disposed’une plate-forme de dis-tr ibution dédiée aux22.000 officines réparties
sur tout le territoire national. Inauguré en1974, ce vaste entrepôt n’a cessé de croître etde se transformer pour apporter un serviceirréprochable aux professionnels de santé.Christophe Dussot*, Directeur du site, observeque cette transformation régulière correspondaussi à un changement dans la manière d’ap-préhender la distribution pharmaceutique : « Notre expertise est régie par les bonnes pra-tiques de distribution pharmaceutique. Mais àcela s’ajoute un service adapté aux clientscomme aux produits, par exemple pour le lan-cement d’un nouveau produit, où nous pou-vons atteindre 6.000 livraisons par jour ».
Donner une information fiable au clientPour Sanofi, il ne s’agit plus uniquement delivrer le bon produit au bon endroit. La pres-
A propos de SanofiLe Groupe Sanofi compte près de110.000 collaborateurs répartis dans le monde. Il représente un tiers desemplois de l’industrie pharmaceutiquefrançaise avec ses 27.000 collaborateursdans l’Hexagone. L’entreprise est le pre-mier exportateur de médicaments et devaccins en France avec de plus 50 % desa production et près de 90 % de sesvaccins exportés. Elle consacre 16,5 %de son CA à la découverte et à la miseau point de nouveaux médicaments. Sesquelques produits « phares » connuss’appellent Doliprane, Maalox, Aspégic,Magné B6 ou Toplexil. Entreprise desanté mondiale et diversifiée avec unlarge portefeuille de médicaments,Sanofi produit également des dispositifsmédicaux pour combattre le diabète. *Christophe Dussot occupe à présent de nouvelles fonc-
tions chez Sanofi
Christophe Dussot,Directeur du site de distribution Sanofi d’Amilly

MARS 2012 - SUPPLY CHAIN MAGAZINE ■ N°62 41
délais de livraison ». Ce site de 15.000 m²gère 650 références et emploie 177 per-sonnes.
Du système à gares au « Goods to Man »Amilly Distribution s’inscrit dans un ensem-ble industriel qui compte 26 sites de pro-duction, neuf établissements pour la R&D ettrois autres centres de distribution dont celuide Marly-la-Ville (Ile-de-France) pour servirles hôpitaux et les grossistes, de Saint-Lou-bès (Aquitaine) pour l’approvisionnementdes grossistes dépositaires et de CroissyBeaubourg (Ile-de-France), pour les expor-tations. Sur le site d’Amilly, qui effectue pasmoins de 1.500 livraisons/jour, soit 10.700colis et 22.000 lignes de commandes, l’acti-vité Picking est particulièrement fine : 40 %des cartons sont préparés au niveau détail.Ce qui explique une forte mécanisation avectrois lignes automatisées (deux pour la pré-paration détail et une pour les colis com-plets), plus une autre ligne pour les colis quine peuvent pas être convoyés. C’est Savoyequi a fourni les systèmes à gares. Le processest classique : c’est du Pick to Light. L’infor-matique édite une étiquette colis. Celle-ci estcollée sur le carton vide, lequel est transportépar le convoyeur vers la première gare qui leconcerne. Il s’arrête. La préparatrice prendconnaissance des instructions et dépose dansle carton le nombre de produits indiqué. Ellevalide la préparation et le carton repart pourla gare suivante. En fin de préparation, uncontrôle pondéral permet d’établir une com-paraison entre le poids réel et le poids théo-rique. En cas de différence significative, lecolis est éjecté. S’il n’y a pas d’écart, il estrefermé et dirigé vers la zone d’expédition.Cette technique, largement éprouvée, a per-mis à Sanofi de limiter à quatre le nombre deréclamations pour 10.000 lignes de com-mandes. Malgré ces bons résultats, l’indus-triel a décidé d’investir dans un nouveausystème de préparation de commandes.Celui-ci ne viendra pas remplacer l’actuel,mais servira pour les produits moins cou-rants. « Nous allons bientôt installer l’OSRde la société autrichienne Knapp, confieChristophe Dussot. Ce système automatisé detype « Goods to Man » sera réservé pour lesproduits à faible rotation. En effet, pour cesréférences multiples mais moins demandées,les préparateurs sont forcément moins nom-breux que pour les références qui tournent leplus. Et comme ils sont moins nombreux, ilsdoivent parcourir plus de distance entre les
produits. L’OSR fait venir les produits à eux,dans l’ordre voulu. Ce qui est à la fois plusergonomique pour les opérateurs et globale-ment plus productif. Le système sera égale-ment installé en Allemagne et sur notre sitede Saint-Loubès. Chacun des sites pourral’adapter en fonction de ses propres besoins ».
Un transport dédié« Le transport a toujours été un sujet majeurpour nous, explique Christophe Dussot.Nous avons des livraisons importantes avecbeaucoup de produits fragiles (parfoisconditionnés en verre). Or, voici quelquetemps, nous constations que la préparationse passait bien, mais qu’une fois sorti del’entrepôt, le transport ne donnait pas satis-faction. Nous en sommes arrivés à laconclusion que la messagerie standardn’était pas adaptée à notre activité. Nous
avons donc mis en place avec les sociétésTendron et Geodis pour Paris et les grandesagglomérations une organisation dédiée etdes véhicules à nos couleurs. Pour le reste dela France, nous tra vaillons avec Geodis surune base plus standard, mais à travers leurbranche « santé ». Certes, nous avons aug-menté nos coûts, mais nous avons fait chu-ter le nombre de litiges. De plus, le faitd’avoir une flotte dédiée permet d’avoir desvéhicules qui fonctionnent au gaz ou àl’électricité, ce qui est en phase avec à notrepolitique environnementale ». Ces initiativesmontrent l’importance que revêt pour cegéant de la pharmacie la qualité de services.Au-delà de l’efficience du médicament, larelation avec la clientèle est devenue pri-mordiale. D’où le rôle essentiel d’une distri-bution parfaitement maîtrisée. ■
JEAN-PHILIPPE GUILLAUME
Lignes de préparation de colis complets.
Une camionnetteTendron dédiée au transport desproduits Sanofi
Lignes de préparations de commandes détail avec convoyeurs « à gares ».
Vue aérienne du centre de distributiond’Amilly (45)
©SA
NO
FI©
SAN
OFI
©SA
NO
FI
©SA
NO
FI
0 100 200 300 400 500 600
Shanghai1 CN
Ningbo/Zhoushan3 CN
Singapore2 SG
Tianjin CN
Guangzhou CN
Qingdao CN
Dalian CN
Hong Kong1 HK
Busan2 (2009) KR
Qinhuang Dao CN
South Louisiana US
Houston US
Shenzhen CN
Rizhao CN
Los Angeles US
Nagoya (2009) J
Port Hedland AUS
Antwerp B
Chiba2 (2009) JN
Rotterdam NL
Unit. x 1 million de tonnes (m)
1. Including rivertrade 2. Freight tons (1 freight ton = 0.92 metric ton)3. Short tons (1 short ton = 0.907 metric ton)
N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201242
RETOUR D’EXPÉRIENCE
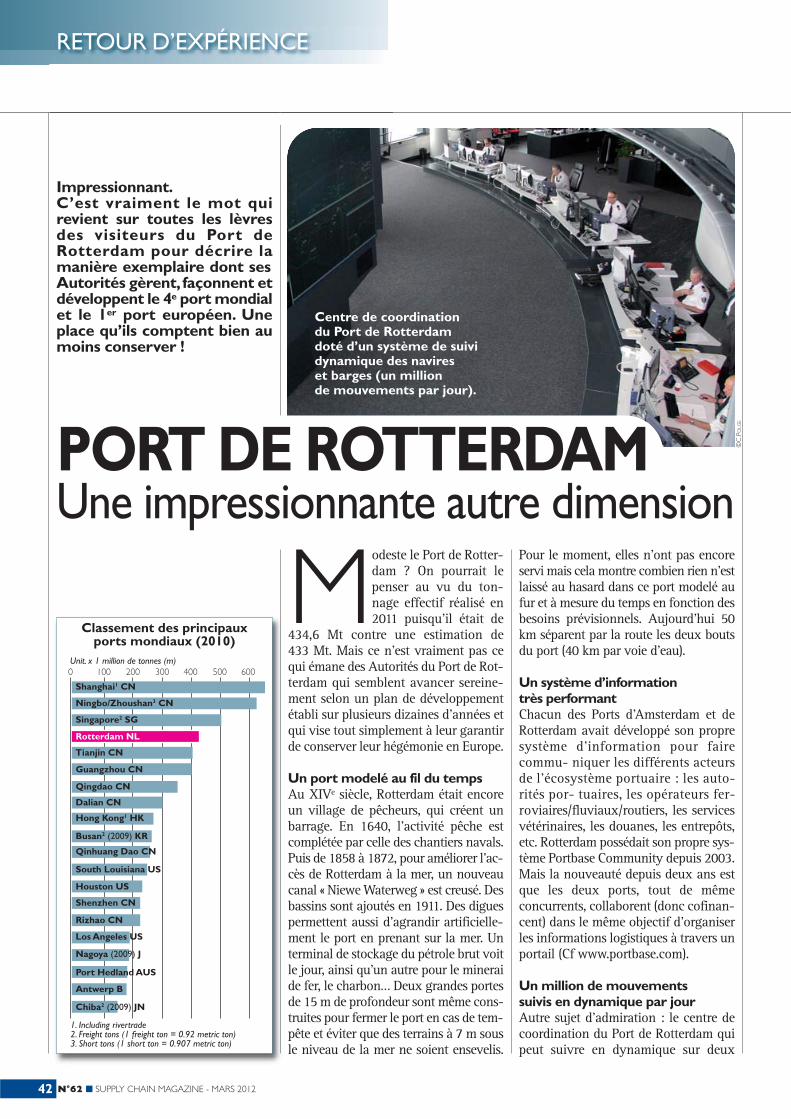
PORT DE ROTTERDAMUne impressionnante autre dimension
Modeste le Port de Rotter-dam ? On pourrait lepenser au vu du ton-nage effectif réalisé en2011 puisqu’il était de
434,6 Mt contre une estimation de 433 Mt. Mais ce n’est vraiment pas cequi émane des Autorités du Port de Rot-terdam qui semblent avancer sereine-ment selon un plan de développementétabli sur plusieurs dizaines d’années etqui vise tout simplement à leur garantirde conserver leur hégémonie en Europe.
Un port modelé au fil du tempsAu XIVe siècle, Rotterdam était encoreun village de pêcheurs, qui créent unbarrage. En 1640, l’activité pêche estcomplétée par celle des chantiers navals.Puis de 1858 à 1872, pour améliorer l’ac-cès de Rotterdam à la mer, un nouveaucanal « Niewe Waterweg » est creusé. Desbassins sont ajoutés en 1911. Des diguespermettent aussi d’agrandir artificielle-ment le port en prenant sur la mer. Unterminal de stockage du pétrole brut voitle jour, ainsi qu’un autre pour le mineraide fer, le charbon… Deux grandes portesde 15 m de profondeur sont même cons-truites pour fermer le port en cas de tem-pête et éviter que des terrains à 7 m sousle niveau de la mer ne soient ensevelis.
Impressionnant.C’est vraiment le mot quirevient sur toutes les lèvresdes visiteurs du Port de Rotterdam pour décrire lamanière exemplaire dont sesAutorités gèrent, façonnent etdéveloppent le 4e port mondialet le 1er port européen. Uneplace qu’ils comptent bien aumoins conserver !
Pour le moment, elles n’ont pas encoreservi mais cela montre combien rien n’estlaissé au hasard dans ce port modelé aufur et à mesure du temps en fonction desbesoins prévisionnels. Aujourd’hui 50km séparent par la route les deux boutsdu port (40 km par voie d’eau).
Un système d’information très performantChacun des Ports d’Amsterdam et deRotterdam avait développé son propresystème d’information pour fairecommu- niquer les différents acteursde l’écosystème portuaire : les auto-rités por- tuaires, les opérateurs fer-roviaires/fluviaux/routiers, les servicesvétérinaires, les douanes, les entrepôts,etc. Rotterdam possédait son propre sys-tème Portbase Community depuis 2003.Mais la nouveauté depuis deux ans estque les deux ports, tout de mêmeconcurrents, collaborent (donc cofinan-cent) dans le même objectif d’organiserles informations logistiques à travers unportail (Cf www.portbase.com).
Un million de mouvements suivis en dynamique par jourAutre sujet d’admiration : le centre decoordination du Port de Rotterdam quipeut suivre en dynamique sur deux
Centre de coordination du Port de Rotterdam doté d’un système de suividynamique des navires et barges (un millionde mouvements par jour).
Classement des principauxports mondiaux (2010)
©C
.PO
LGE
MARS 2012 - SUPPLY CHAIN MAGAZINE ■ N°62 43
immenses écrans tout ce qui se passedans le port, grâce à un système deradars de suivi des navires en mer duNord. Sur une carte, plus précise encoreque celle d’une tour de contrôleaérienne, sont visualisés tous les dépla-cements des navires dont on peut
reconnaître les types et les chargementsà travers un code couleurs (rouge : porte-conteneur, bleu : pétrolier…) ou quelqueslettres (ex : RPA pour les bateaux depatrouille). En cliquant sur un point, desinformations contextuelles plus détail-lées s’affichent. En cas d’incendie ou de
problème, la coordination des moyensd’intervention n’en est aussi que plusrapide. Sinon, dans la pratique, deuxopérateurs sont responsables de la com-munication avec les navires. 24 h avantleur arrivée, des informations portantsur l’heure d’approche du navire, sontirant d’eau, la nature et le volume deses marchandises… leur parviennent.Après analyse de ces données, si tout esten règle, ils donnent leur autorisationd’entrée dans le port. « Pratiquement tousles navires sont accompagnés d’un pilote.Cela est obligatoire dès que les bateauxfont plus de 60 m de long, en dehors desFerries, indique Frans van Keulen, ChiefExternal Relations Officer du Port deRotterdam. Et de poursuivre : Nous sui-vons un million de mouvements debarges et de navires par jour. »
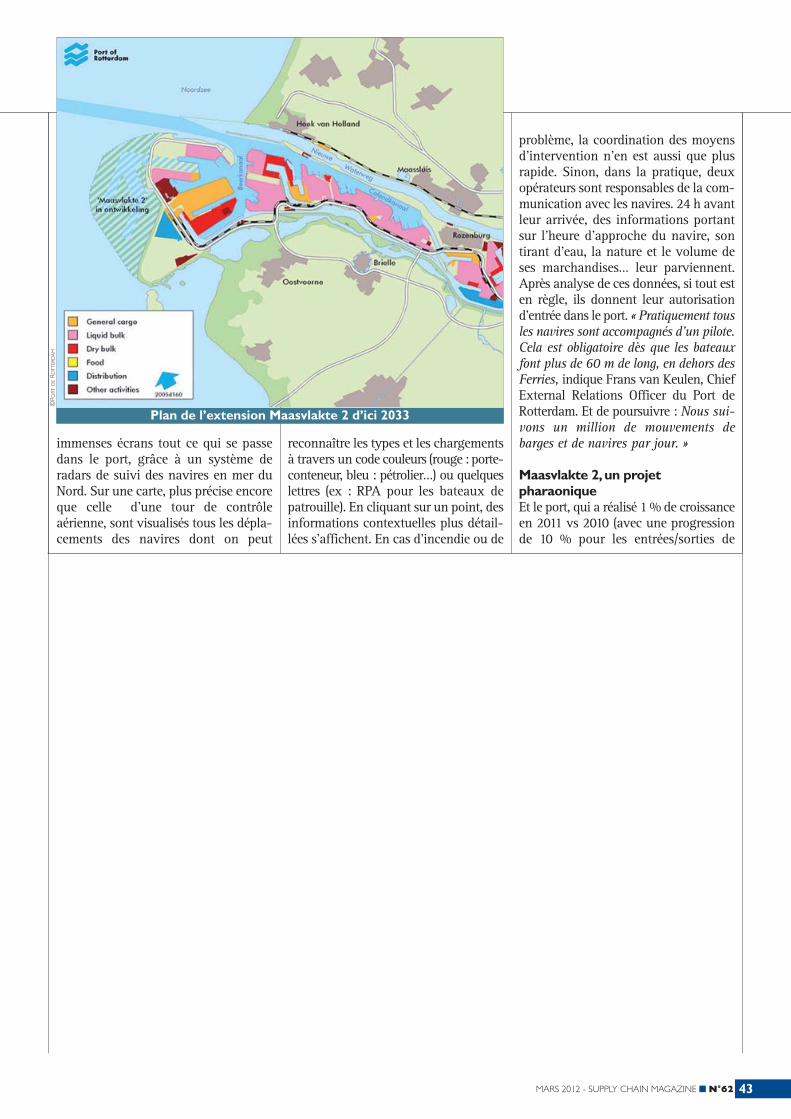
Maasvlakte 2, un projet pharaonique Et le port, qui a réalisé 1 % de croissanceen 2011 vs 2010 (avec une progressionde 10 % pour les entrées/sorties de
Plan de l’extension Maasvlakte 2 d’ici 2033
©PO
RTD
ERO
TTER
DA
M

N°62 ■ SUPPLY CHAIN MAGAZINE - MARS 201244
RETOUR D’EXPÉRIENCE
conteneurs) ne compte pas s’arrêter en sibon chemin, comme en atteste le projetMassvlakte 2 qui vise à prendre 50 km2
de plus sur la mer. Cinq navires« suceurs de fonds marins » travaillent encontinu durant deux ans et demi pourcollecter les centaines de millions detonnes de sable de la qualité souhaitéeafin de façonner l’extension du Port de Rotterdam. Cette dernière intègreranotamment un nouveau terminal deconteneurs d’une capacité de 11 millionsd’EVP par an. Ce projet pharaoniquedébuté en 2008, verra s’installer les pre-mières sociétés dès 2013 pour une fincomplète des travaux en... 2033 ! Cons-cient de la masse de flux supplémentairesà faire transiter dans l'hinterland, le Port de Rotterdam, qui accueille déjà35.000 navires et 100.000 barges par an,a même créé une voie ferrée de 160 kmdédiée au transit de marchandises. L’in-vestissement consenti s’élève à 4,8 Md€
pour 30/50 trains circulant par jour, opé-rés par Keyrail. L'Autorité du Port vised'ailleurs une évolution de la répartitiondes modes de transfert. Elle souhaite passer entre 2013 et 2030 de 60 % decamions à une part de seulement 30/35 %au profit du fluvial (qui atteindrait 45 %,contre 32/33 % aujourd'hui) et du rail(qui bondirait de 6/7 % à 20 %). Par ail-leurs, via son Container Transfert Point,un centre de réception et d'expédition de conteneurs hyper moderne (avec desgrues automatiques, des AGV, descontrôles informatisés via des « CargoCards » ...), le Port de Rotterdam comptetripler le nombre d'EVP gérés, passant dedeux à six millions par an. Des chiffresqui ont de quoi donner le tournis !
Les autres ports n’ont qu’à bien se tenir« L’agrandissement du Port de Rotter-dam va avoir des conséquences sur lesautres ports, pas Anvers, ni Hambourg,mais sur les autres », prévoit Frans vanKeulen. En effet, d’ici 2030, le Port de Rot-terdam prévoit de passer à 675/700 Mttraitées annuellement. « Peu de portspeuvent accueillir les nouveaux porte-conteneurs de 15.000 à 18.000 EVP 24 h/jour en raison des marées, pasmême Anvers. Compte tenu d’une varia-tion du niveau des eaux réduite à 1,5 met de ses 25 m de profondeur, Rotterdamle peut ». CQFD ! ■ CATHY POLGE
VISITE EN IMAGE DU CONTAINER TRANSFERT POINT GERE PAR ECTComment le Port de Rotterdam fait-il pour gérer 123 millions de tonnes deconteneurs en import/export de manière sécurisée ? Via un centre de gestionde conteneurs hyper automatisé et informatisé.
Des camions tirent des wagonnets portant des conteneurs
Les Chauffeurs sont munis de Cargo Cards qui intègrent des données comme le nom de lacompagnie, le nom du bateau… La biométrie est aussi utilisée pour s’assurer que la bonne personne prend en charge le bon conteneur.
Des grues automatiques, sans conducteur,gèrent un balai incessant de prise et de dépose de conteneurs pour les affecterau bon support de manutention selon leurdestination.
Des Automated Guided Vehicules (AGV)géants déplacent des conteneurs de plusieurs tonnes dans un centre quifonctionne 24 h/24, 7 j/7, sauf à Noël et au Nouvel an. Dotés de systèmes anti-collisions, ils font économiser du gasoil et de l’électricité.
Les porte-conteneurs sontremorqués dans le port jusqu’àleur quai de déchargement. Ils y resteront 24 h à 36 h.
Selon les terminaux, les navires se voient affectéscinq à sept grues qui déchargent en moyenne chacune 25 conteneurs par heure.
Des conteneurs déchargés acheminés en train vers l’hinterland.
©C
.PO
LGE
©C
.PO
LGE
©C
.PO
LGE
©C
.PO
LGE
©C
.PO
LGE
©C
.PO
LGE
©C
.PO
LGE





























