Embed Size (px)
Citation preview
TP - MAGIS: Fabrication directe par laser Nd :YAG continu de TA6V et de
CMM TA6V-TiC
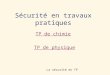
La fabrication directe par laser permet de générer des structures tri-dimensionnelles complexes par
interaction d’un faisceau laser et d’un jet de poudre métallique projetée. Au cours du TP, les étudiants seront
amenés à mettre en œuvre le procédé laser et ses diagnostics associés, puis, dans un second temps, à
caractériser les états métallurgiques des structures réalisées par différentes techniques d’analyse.
Figure 1 : Principe du procédé de fabrication directe par projection laser
1- Généralités : les CMM Titane – TiC
Les composites à matrice métallique, combinent les avantages d’une faible densité et d’un grand module
d’Young, donc d’une rigidité spécifique E/ élevée. Au sein de ces composites, la matrice (en général Al, Ti
ou Mg) confère sa forme à la pièce et transmet les sollicitations globales en son sein, tout en servant de
« liant » entre les particules TiC,SiC, TiB2 ou WC, et en assurant certaines propriétés thermo-physiques à la
pièce finale (conductivité thermique et électrique élevée …). Dans le cas de CMM base titane renforcés par
des fibres courtes (whiskers), les renforts, de taille généralement comprises entre 20 µm et 100 µm,
permettent essentiellement de moduler les propriétés mécaniques de la pièce (résistance au fluage), en
fonction de leur pourcentage volumique.
Les propriétés d’usage des CMM se trouvent donc globalement améliorées, par rapport aux propriétés de la
matrice. C’est le cas de la tenue en fatigue, au fluage, ou de la résistance à l’usure, à condition que les
propriétés métallurgiques locales (absence de porosités, interfaces saines entre matrice et renforts) soient
acceptables.La fabrication de ces composites est actuellement réalisée, entre autres, par fonderie basse
pression, fonderie centrifuge (injection du métal liquide et les renforts dans un moule en rotation rapide), ou
métallurgie des poudres (CIC). La synthèse des composites peut également être réalisée in-situ, par exemple
par ajout de carbone (via une atmosphère de CO2) dans un alliage de titane pour former TiC.
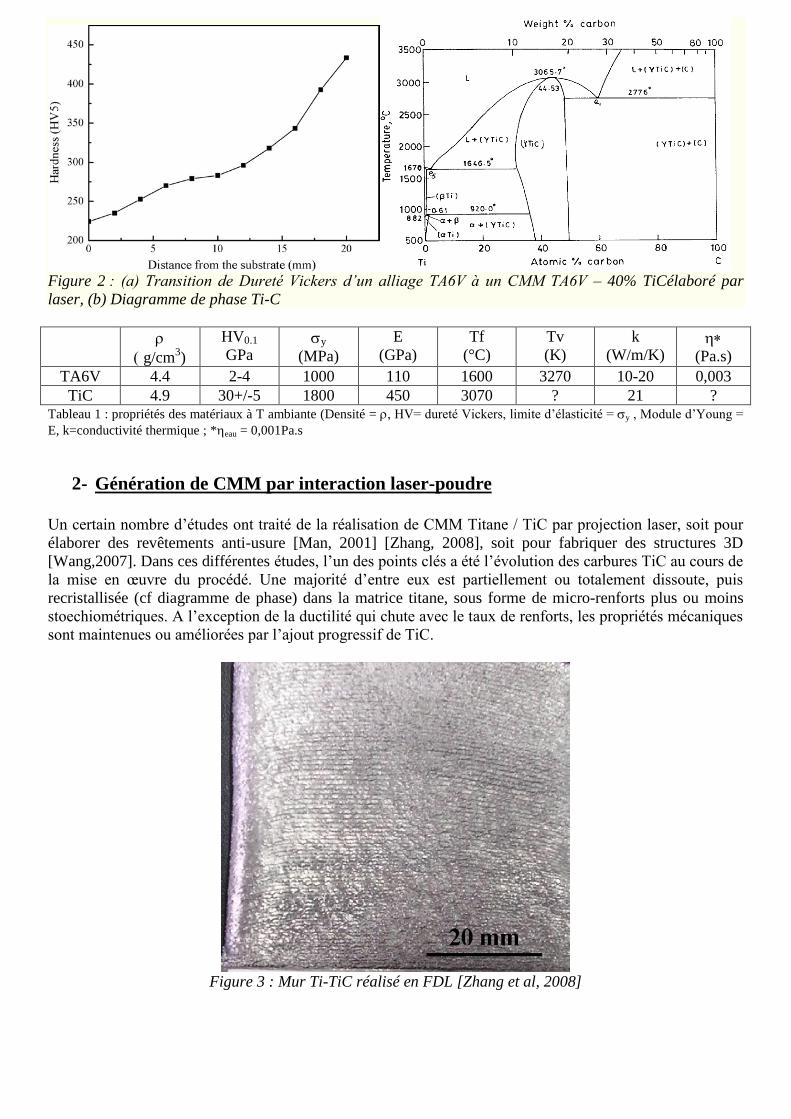
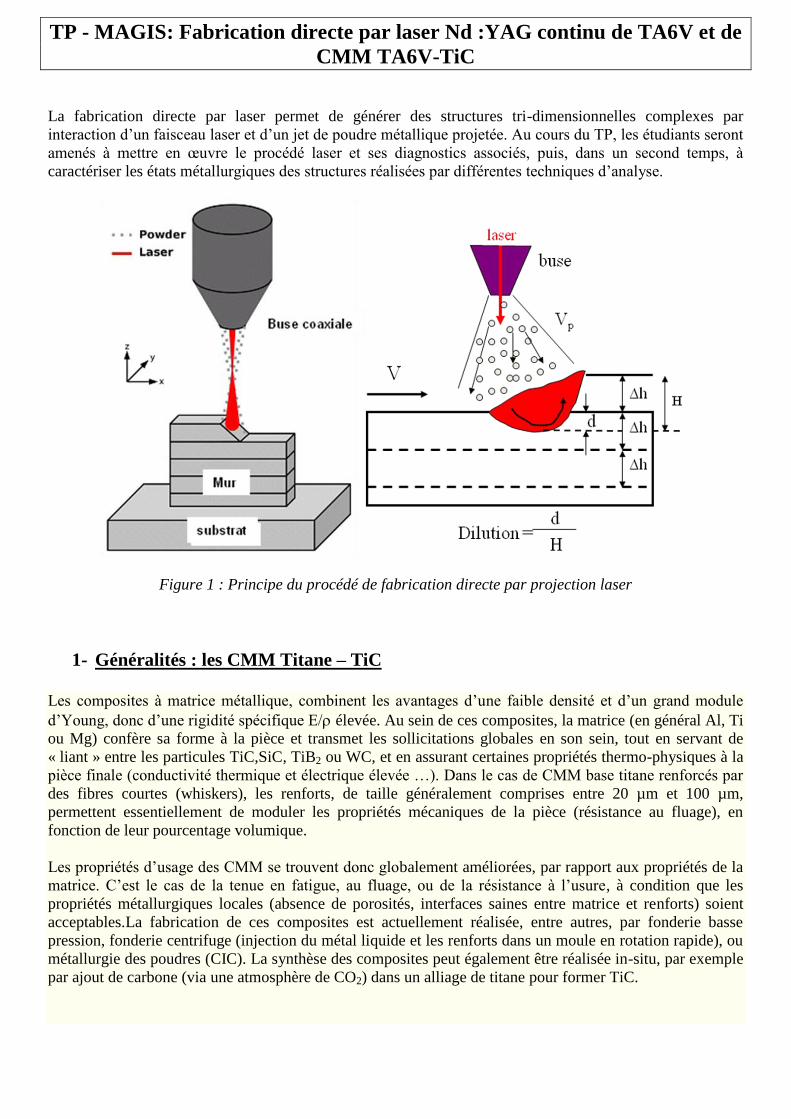
Figure 2 : (a) Transition de Dureté Vickers d’un alliage TA6V à un CMM TA6V – 40% TiCélaboré par
laser, (b) Diagramme de phase Ti-C
g/cm3)
HV0.1
GPa y
(MPa)
E
(GPa)
Tf
(°C)
Tv
(K)
k
(W/m/K)
(Pa.s)
TA6V 4.4 2-4 1000 110 1600 3270 10-20 0,003
TiC 4.9 30+/-5 1800 450 3070 ? 21 ? Tableau 1 : propriétés des matériaux à T ambiante (Densité = , HV= dureté Vickers, limite d’élasticité =y, Module d’Young =
E, k=conductivité thermique ; *eau = 0,001Pa.s
2- Génération de CMM par interaction laser-poudre
Un certain nombre d’études ont traité de la réalisation de CMM Titane / TiC par projection laser, soit pour
élaborer des revêtements anti-usure [Man, 2001] [Zhang, 2008], soit pour fabriquer des structures 3D
[Wang,2007]. Dans ces différentes études, l’un des points clés a été l’évolution des carbures TiC au cours de
la mise en œuvre du procédé. Une majorité d’entre eux est partiellement ou totalement dissoute, puis
recristallisée (cf diagramme de phase) dans la matrice titane, sous forme de micro-renforts plus ou moins
stoechiométriques. A l’exception de la ductilité qui chute avec le taux de renforts, les propriétés mécaniques
sont maintenues ou améliorées par l’ajout progressif de TiC.
Figure 3 : Mur Ti-TiC réalisé en FDL [Zhang et al, 2008]
3- Mise en œuvre du procédé de fabrication directe par laser (3h – C.Gorny)
Ce TP traitera des aspects suivants :
(a) Notions de sécurité laser (1/2 h) – (Présentation)
Dans cette partie sera présentée les principales propriétés du rayonnement laser, son effet
physiologique et les moyens de protection.
(b) Présentation de l’environnement de travail (laser + système de projection de poudre + systèmes
de déplacement + diagnostics) (1/2 h) – (Présentation)
Présentation des sous ensembles du système avec principes de fonctionnement, procédures
d’utilisation et actions de certains paramètres sur le procédé.
(c) Etalonnage du système de projection, Mesure du diamètre du faisceau (1/2 h) – (Travaux à
effectuer)
Mesure du diamètre du faisceau laser par réalisation d’une caustique
Dans la plupart des cas, on travaille en régime défocalisé (spot laser de diamètre plus important
qu’au point focal de la lentille de focalisation). Afin d’estimer la distance de travail pour un diamètre
de faisceau donné, on trace une caustique : on réalise plusieurs impacts successifs (P = 400W / t =
10ms) sur une plaque d’aluminium anodisé en faisant varier la distance {plaque – tête optique}.
Une fois la caustique réalisée, déterminer la distance à laquelle on doit placer le point focal du jet de
poudre et pour avoir un spot laser de 1mm de diamètre.
D{buse/substrat} =
Une fois les réglages effectués (placement du point focal poudre, alignement du faisceau laser avec
le jet de poudre, réglage débit massique,…), on va pouvoir procéder à la fabrication de structures.
Etalonnage du système de projection
Il est important de connaître le débit massique Dm de poudre projetée afin de pouvoir déterminer le
rendement d’interaction de ce procédé.
A l’aide de la notice fournie avec le distributeur de poudre, réaliser l’étalonnage de celui-ci (un
graphique sur Excel, ou autre, est demandé, ainsi que son exploitation).
(d) Fabrication de structures simples de type « murs »
On va réaliser 3murs (dont les dix premières couches seront filmées) de longueur 48mm en faisant
varier la puissance laser et la vitesse :
- Mur 1 : {P = 350W ; V = 0,4m/min} - Mur 2 : {P = 450W ; V = 0,4m/min}
- Mur 3 : {P = 450W ; V = 0,2m/min}
Le paramètre suivant reste constant :
Dm = g/min
Au préalable, peser la masse des substrats et la noter dans le tableau de synthèse sous Excel.
msubtrat1 = g
msubtrat2 = g
msubtrat3 = g
(e) Analyse des murs
Rendement
Peser l’échantillon une fois qu’il a été construit. Reporter sa masse dans le tableur.
M{subtrat1+Mur1} = g M{subtrat2+Mur2}= g
M{subtrat3+Mur3} = g
Question :
- Calculer le rendement d’interaction laser-poudre (« Quelle proportion de poudre projetée a été
réellement fondue ? ») ?
Géométrie des murs
Pour chacun des murs, mesurer (au pied à coulisse ou à la binoculaire) et relever dans le tableau les
paramètres suivants :
- La hauteur de couche moyenne h
- L’épaisseur e du mur
Question :
- Commentvarient ces dimensions en fonction desparamètres du procédé (puissance LASER,
vitesse) ?Justifier…
A l’aide de la binoculaire, capturer une photo de chaque mur.
Questions :
- Discuter de l’état de surface des murs ? Y-a-t-il une différence suivant la puissance ; Suivant la
vitesse ?
- Quels sont les facteurs et paramètres qui, selon vous, conduisent à ce type d’état de surface ?
Morphologie et taille des bains métalliques fondus
Insérer les photos prises par la caméra dans un diaporama.
Pour chacune des couches, mesurer sur les photos et relever dans le tableau les paramètres suivants :
- La longueur L du bain liquide
- La hauteur H du bain liquide
- La largeur l du bain liquide
Questions :
- Comment évoluent la longueur L et la hauteur H du bain liquide en fonction de:
La puissance laser ?
La vitesse ?
La distance par rapport au substrat ?
- Que dire de la hauteur H du bain liquide et la hauteur par couche moyenne h?
- Que dire de la largeur l du bain liquide et l’épaisseur du mur e ?
- Au vu des films sur les bains liquides, que dire sur leur stabilité ?
(f) Température instantanée et cycles thermiques – (Présentation) - Optionnel
Vidéo issu d’une caméra thermique et cycle thermique T=f(t)
(g) Etats de surface analysés par profilométrie 3D – (Présentation) – Optionnel
Comparaison suivant les paramètres procédé et les matériaux
4- Etude de la microstructure des murs de composites à matrice métallique
fabriqués par le procédé laser (3h – E. Plancher)
(a) Quelques rappels
1- Rappeler en trois phrases le principe de construction des murs par le procédé laser. Quel sont les trois
paramètres principaux de ce procédé?
2- Citez deux cas d’application dans lesquels ce procédé apporte un avantage par rapport aux voies de
fabrication métallurgiques classiques.
3- Pourquoi élaborer un Composite à Matrice Métallique TA6V-TiC ? (2 phrases)
4- Proposer une méthodologie pour caractériser les murs de CMM TA6V-TiC dans le cas général.
Dans ce TP nous disposons d’un microscope optique et d’un microscope électronique à balayage (MEB). La
méthodologie proposée est la suivante : (i) caractérisation des poudres de TA6V et TiC qui servent de matière
première dans le procédé laser, (ii) étude de la microstructure « grossière » d’un lot de murs qui diffèrent par
certains de leurs paramètres de fabrication, (iii) étude de la microstructure « fine » de ces murs.
(b) Caractérisation des poudres de TA6V et TiC
5- Pourquoi le microscope électronique à balayage (MEB) est-il le plus adapté pour une première observation
des poudres ?
6- Quel type de détecteur va-t-on utiliser pour cette première observation ? Pourquoi ?
7- Comparer les poudres de TA6V et de TiC.
8- Les caractéristiques observées de ces deux poudres sont-elles en accord avec leur technique de fabrication
respective?
(c) Etude de la microstructure « grossière » d’un lot de murs
9- Pourquoi la microscopie optique est-elle la plus adaptée pour une première observation de la microstructure
des murs ?
10- Caractériser puis comparer les murs fournis.
11- Proposer des éléments d’interprétation concernant la microstructure « grossière » de ces alliages.
(d) Analyse de la microstructure « fine » des murs
12- De quelle manière pourrait-on utiliser un MEB pour obtenir de l’information supplémentaire sur la
microstructure « fine » des murs ?
13- Synthétiser vos observations de la microstructure « fine » des murs. Proposer une hypothèse concernant la
nature cristallographique de la microstructure « fine ».
5- Bibliographie
1) F. Wang, J. Mei, H. Jiang, X. Wu, Laser fabrication of Ti6Al4V/TiC composites using simultaneous powder and wire feed, Materials Science and
Engineering A 445–446 (2007) 461–466
2) HC.Man et al. , Microstructure and formation mechanism of in-situ synthesized TiC/Ti surface MMC on Ti6Al4V by laser cladding, ScriptaMaterialia,
44 (2001), 2801-2807 3) V.H.Lopes et al., The thermal stability of TiC particles in Al-7Si alloy, Materials Science & Engineering A356 (2003), 316-325
4) Y.Zhang et al., Characterization of laser powder deposited Ti-TiC composites and functional gradient materials, J.Mat.Proc.Technol 206 (2008), 438-
444 5) Interets technologiques et marches potentiels des composites à matrice métallique. J. Masounave, A. Thorel, M. Suery (1997)