Embed Size (px)
Citation preview

Desalination 231 (2008) 283–289
0011-9164/08/$– See front matter © 2008 Elsevier B.V. All rights reserved
Presented at International Workshop on Membranes and Solid–Liquid Separation Processes, INSA-Toulouse, France11 July 2007
*Corresponding author.
Nanofiltration and reverse osmosis in winemaking
A. Massota, M. Mietton-Peuchota*, C. Peuchotb, V. Milisica
aEquipe Génie des Procédés et Environnement, UMR Œnologie INRA), Université Bordeaux 2, FranceTel. +33 (5) 5684 6495; Fax +33 5 5684 6468, -97; email: [email protected]
bInstitut de la Filtration et Techniques Séparatives, Agen, France
Received 9 June 2007; accepted revised 20 October 2007
Abstract
The paper is an overview of the application of membrane processes to winemaking. The aim is to present boththe application of membrane processes in winemaking and a general philosophy of their development from aprocess engineering point of view. Several examples illustrate this approach, in particular applications of nanofiltrationand reverse osmosis membranes, but the other techniques such as microfiltration, ultrafiltration and electrodialysisare also mentioned. The principal condition for further development of membrane processes in winemaking is agood understanding of membrane techniques, separation techniques and characterisation of the membrane itselfand the product (must or wine) to be filtered. The last constrain, given the complexity and variability of must andwine composition, is not trivial and needs a considerable effort at both industrial and research levels. For the samereasons, the coupling of the membrane and other physico-chemical treatments appears to be a promising researchdomain.
Keywords: Wine; Membrane filtration; Alcohol content control; Nanofiltration
1. Introduction
Membrane filtration has been applied to winefor a long time. It should be noted that 0.65 μmand 0.45 μm filtration cartridges very often usedin oenology, are made from membranes. In the
past, the membrane material was not adapted tothe wine filtration, but at present, the clarifica-tion cartridges suit perfectly and are integrated inall bottling units.
Subsequently, in a cross-flow filtration mode,microfiltration membranes were the first to beapplied for wine clarification. The main advan-tage of membranes over cartridges was their ca-

284 A. Massot et al. / Desalination 231 (2008) 283–289
pacity to accept a higher solid concentration inthe retentate. Initially, the mineral and organicmembranes were proposed with 0.2 μm cut-offand were used in the final clarification of wines.That application was first developed for the treat-ment of large volumes, and afterwards spread toother domains, for example, to noble-rotted sweetwines. Today, microfiltration is largely used inoenology for must, lees and wine filtration at dif-ferent membrane cut-off, from 0.1 to 1.2 μm.
The development of reverse osmosis applica-tion in must concentration was practically donein parallel with that of microfiltration in clarifi-cation [1,2]. However, in both cases two prob-lems slowed their developments; one was tech-nological and the second was legislative. The firstrose from the fact that the classical RO moduleswere designed essentially for water treatment ap-plications where suspended solid concentrationsare low and particle sizes are small [3]. New de-sign (double spacer for spiral modules), more ef-ficient pre-treatment before concentration andbetter knowledge of the product to be filtered en-abled the development of that technique. The ROmembranes being very selective, let through onlyvery small molecules or ions. For example, ROwine permeate contains water, alcohol, acetic acid(60% of the initial concentration), ethylic acetate(40% of the initial concentration) and lactic acid(15% of the initial concentration) [4,5]. The re-tention rates are a function of the selected mem-brane characteristics. The level of concentrationis limited by osmotic pressure generated by theprocess itself and by the applied pressure.
With recent advances in nanofiltration mem-brane processing different new applications inoenology can be foreseen. The complex separa-tion mechanisms that occur in nanofiltration(physical, chemical and electrical interaction be-tween the solvent, solutes and membrane) makethe number of the operating parameters that con-trol separation efficiency long and give differentresults for the same feed and the same membrane[6]. The specific performance of nanofiltration
membranes and the large choice of the membranesshould facilitate their application and increase thepossibilities for coupling with other membranetechniques (reverse osmosis–nanofiltration, ultra-filtration–nanofiltration) with the objective ofperforming corrections to must or wine by reduc-ing or increasing the concentration of a given sol-ute. So, for must it is possible to apply the combi-nation of RO–NF instead of a sole reverse osmo-sis stage as it can treat a smaller quantity of mustand obtain a higher sugar concentration in must(up to 45°Brix, [7]).
These corrections aim to provide a better equi-librium and to improve the stability of wine. Mem-brane processes could also be coupled with ionexchange treatment or with vacuum evaporation.At present, that kind of application is being testedexperimentally or is already practised in somecountries for:• Alcohol content control by its partial removal
from wines or by partial sugar removal frommusts;
• Volatile acidity reduction in wines;• Acidification of wines;• Flaw (defect) elimination.
2. Control of alcohol content
The studies on control of alcohol content ofwines by partial removal of alcohol or sugar frommust are initiated by the problems of over con-centration of sugar and alcohol that some coun-tries frequently face, or by the new social trendsof limiting alcohol consumption [8–10]. The pro-duction of over alcoholised wine concerns themain part of Mediterranean wine regions inFrance, Spain or Italy, as well as Californian andSouth American vineyards [11]. The problemoriginates from commendable wine-grower andoenological practice. It is widely known that thequality of red wines depends essentially on thematurity of phenolic components contained ingrape berries. Phenolic maturity is directly linkedto a high sugar concentration. Thus the grapes are

A. Massot et al. / Desalination 231 (2008) 283–289 285
picked having high potential alcohol content, upto 17% vol., with low acidity. This over maturityleads to difficulties in wine making: difficultiesin alcoholic fermentation, in microbiologicalstabilisation, as well as gustatory disequilibrium(strengthening of warm sensation in wine). Theseproblems are augmented by other administrativeconstraint: in some countries, as USA, a supple-mentary tax is added where the alcohol content isover 14.5% vol. Meanwhile, consumers showpreference for wines with less alcohol content(between 9 and 13% vol.), a tendency reinforcedby anti-alcohol campaigns. So, Institut de Recher-che Agronomique of Pech Rouge was granted byAgence Nationale de Recherche a research projecton “quality wines with reduced alcohol content”.The aim of the study is to produce wine by takinginto account both aspects and other wine by-prod-ucts with an alcohol content of less than 6% vol.Several French companies as IMECA, BucherVaslin, Michael Paetzold, InterRhône have thesame objective and are developing processes thatintegrate systematically at least one membranetechnique.
This technology is already implemented incountries where the regulation permits this kindof experiments. All systems proposed at presentinduce to a certain extent the reduction of must orwine volumes due to the elimination of a concen-trate of sugar or alcohol. This decrease in volumeis related to the desired reduction in sugar or al-cohol content and involves a slight concentrationof other components. For example, the process of
Table 1Results of must concentration analyses at different stages of treatment
Sugar (g.L–1)
pH Total acidity (gH2SO4.L–1)
Tartaric acid (g.L–1)
Malic acid (g.L–1)
IPT
Raw juice 271 3.60 2.66 3.93 0.79 19.2 CUF 311 3.50 4.00 5.84 0.65 118.0 PUF 249 3.55 2.53 3.34 0.91 3.8 CNF 428 3.60 3.0 4.23 0.92 6.9 PNF 40 3.40 1.93 2.19 0.89 0.8
partial sugar reduction combines an ultrafiltrationmembrane that allows the sugar to pass throughand a nanofiltration membrane that retains thesugar. The maximum degree of concentration islimited by the resistance of the nanofiltrationmembrane under applied pressure (around 75 bar),noting that the osmotic pressure of the concen-trate rises constantly during filtration. An examplegiven in Table 1 shows that the maximum sugarconcentration obtained is approximately 400 g/L.
A second stage of treatment by evaporationcould help to continue the concentration, in par-ticular in partial alcohol removal from wine bymeans of two membranes with different selectivi-ties against alcohol. Here the selectivity of thesecond membrane decreases strongly and so im-pedes the final concentration. Table 2 shows suchexample.
The system for partial alcohol removal pro-posed by the Australian company Memstar in-volves a reverse osmosis membrane followed bya membrane contactor (Liquid Cel by Membrana).Two such plants are installed in Chile and Aus-tralia. A Californian company, Vinovation alsoproposes membranes for partial alcohol removaland claims that at present 10% of premium winesin USA undergo a small correction of alcohol con-tent.
3. Volatile acidity or malic acid reduction
The same company markets a system for vola-tile acidity reduction by coupling reverse osmo-

286 A. Massot et al. / Desalination 231 (2008) 283–289
Table 2Evolution of alcohol content (DAV) at the second stagemembrane
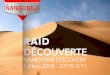
sis and ion exchange resins (weak anionic res-ins). This process is interesting in that it is a casewhere the fermentation is stopped [12,13]. Thetrials of volatile acidity reduction with some hun-dred lots enabled rapid resumption of alcoholicfermentation in 75% of lots. VA Filtration, a com-pany from USA, proposes a technique for vola-tile acidity reduction based on one stage ofnanofiltration followed by selective adsorption ofvolatile acidity (Fig. 1).
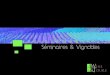
The volatile acidity or malic acid reductioncould also be done by coupling two stages of re-verse osmosis (membrane DESAL, NaCl reten-tion rate >99%). Since the free acids are poorlyretained by the membrane, the permeate after thefirst stage filtration (“permeate 1”, Fig. 2) con-tains free acids, salts, esters and other small mol-ecules. Once the permeate is neutralised with pHof the targeted acid, it will be retained by the sec-ond stage membrane in a salty form. The othercomponents passing through (“permeate 2”,Fig. 2) are re-injected in the initial wine. The po-tassium hydroxide is used for neutralisation.
During the treatment, the decrease of the ace-tic acid concentration in wine is progressive(Fig. 2). The rejection rate of acetic acid in firstreverse osmosis varies between 40 and 50%. Af-ter the neutralisation, the rejection rate of potas-sium acetate in second reverse osmosis is higherthan 90%.
Time (min)
Permeate rate (l/h)
DAV permeate (%. vol)
DAV concentrate (%. vol)
0 180 n.d 6.2 25 150 1.40 8.2 50 90 2.1 13.0 70 60 5.5 17.0 95 40 7.1 19.1
120 20 10.3 21.8 140 20 n.d 23.8
Fig. 1. Coupling of a membrane technique and a perme-ate treatment (adsorption, ion exchange resins) — gen-eral scheme.
1 42
53
Wi Aft R l
MEMBRANES
RAW WINE
FINAL WINE
PERMEATE TREATMENT
The analyses of the wine so treated show anincrease of alcohol (+0.1), of phenolic content andof colour intensity. The increase is due to a por-tion of neutralised permeate which correspondsto the “dead” volume of the second reverse os-mosis plant not mixed with the treated wine (3%in the present case). The result is a slight rise ofwine component concentration. The results pre-sented in Table 3 show the decrease of volatileand total acidity of the treated wine and a smallincrease of pH (+0.02).The potassium concentra-tion remains stable because of the equilibriumbetween the resulting demineralisation and theconcentration of wine due to the loss of volume.
The equipment for volatile acidity reductionis proposed by the Italian company VELO andthat for malic acid — by the company BucherVaslin. The parameters that control the processand help to optimise it are an adequate choice ofmembrane characteristics and neutralisation con-ditions.
4. Others applications
The elimination of wine “bad taste” appearsto be a promising research subject. Chilean re-

A. Massot et al. / Desalination 231 (2008) 283–289 287
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0 200 400 600 800 1000 1200 1400 1600
Permeate volume (litres)
Volatile Acidity of wine Permeate 1
Vol
atile
Aci
dity
(g H
2SO
4/L)
Permeate 2
Fig. 2. Evolution of wine volatile acidity and of permeates of two reverse osmosis stages.
Table 3Results of physico-chimical analyses of wines before and after treatment
Red wine sample Red wine treated White wine sample White wine treated Alcohol content (% v/v) 11.5 11.5 9.20 9.30 Total acidity (gH2SO4/l) 3.92 3.72 7.84 7.35 Volatile acidity (gH2SO4/l) 0.71 0.37 0.86 0.63 pH 3.56 3.58 3.75 3.77 Potassium (mg/l) 1500 1500 1386 1320 Total phenol index (TPI) 24.1 27.3 / / Colour intensity 0.43 0.49 / /
searchers [14] explored the methods for 4-ethylphenol and 4-ethylguaiacol reduction in redwines by combining nanofiltration and adsorp-tion. The permeate obtained by nanofiltration istreated by hydrophobic adsorbent resins (XAD-16HP) and recycled up to the level of desired con-centration. They claim that the same process couldalso be used for herby taste elimination. The re-sults show that the resin selectivity is not suffi-
cient. In principal, it should be possible to isolatethe “bad taste” by using nanofiltration membranes,but for this elimination it would be necessary toimprove the post-treatment (e.g. by adsorption,fining, etc.).
The tartaric acid stabilisation of wines is usu-ally done by cold treatment. It is progressivelyreplaced by electrodialysis. A Californian study[15] suggests the use of nanofiltration and

288 A. Massot et al. / Desalination 231 (2008) 283–289
microfiltration for tartaric acid stabilisation. Atfirst, the wine is concentrated by a nano-mem-brane until the precipitation of the tartar. The crys-tals are then eliminated by microfiltration and thetwo permeates are gathered. The process clarifiesthe wine at the same time.
The electrodialysis experiments have beencarried out by the company Eurodia with the ob-jective of acidifing the wine by potassium reten-tion (Table 4).
5. Conclusion
The possibility of coupling several membranetechniques enables numerous new applications.It cannot be realised without a good knowledgeof the membranes themselves, the transfer phe-nomena and the separation mechanisms. The re-duction of sugar content in the must is a goodexample: that process represents an innovativesolution, applying a well known technology. Thetreatment has the following advantages:• The risk of stuck fermentation is limited and it
helps the winemaker have better control ofextraction phenomena during vatting.
Table 4Synthesis of proposed membrane processes
Objective Processes Concentration of must Reverse osmosis Reduction of the sugar content in must Ultrafiltration + nanofiltration
Ultrafiltration + evaporation Partial alcohol removal Reverse osmosis 1 + reverse osmosis 2
Reverse osmosis + distillation Reverse osmosis + membrane contactor
Reduction of volatile acidity Reverse osmosis + anionic resins Reverse osmosis + reverse osmosis Reverse osmosis + adsorption
Tartaric stabilisation Electrodialysis Nanofiltration + microfiltration
Bad taste reduction Nanofiltration + resins adsorption Nanofiltration + PVPP
Reduction of malic acid Nanofiltration+ nanofiltration pH control Electrodialysis
• The volume loss induced by the process pro-vokes an enrichment of wine in phenolic com-ponents and macromolecules.
• Finally, compared to alcohol, the managementof sugar concentrate, from a regulatory pointof view, is less problematic.
The destination and denomination of the con-centrate at present are discussed: “concentratedmust for enrichment in sugar” or “concentratedand rectified must”. As far as alcohol is concerned,the legislation problems are certainly those thatlimit the development of a double stage membranealcohol removal. The handling and destination ofalcohol is an administrative problem. The mem-branes enabling 80% ethanol retention do exist,but the maximum concentration extent is limitedto 25% vol., beyond which the retention rate de-creases rapidly.
Numerous other applications could be intendedwith the aim of bringing some corrections to mustor wine, as, for example, reduction of malic acidcontent in must, pH control, or bad taste elimina-tion. In all these cases, must or wine are fractionedby the membranes selected and tasted with care.

A. Massot et al. / Desalination 231 (2008) 283–289 289
So, the solutes to be retained are separated andthe initial wine is reconstructed free of rogue com-ponents that veil its optimum quality.
Acknowledgements
The authors thank all companies for the datathat have been used in preparation of the presentarticle.
References[1] E. Ronald, R. Nina., W. Robert, A. Keith and G
Edward, J. Food Sci., 58(3) (1993) 633–637.[2] C. Delfini and G. Nicolini, J. Int. Sci. Vigne Vin,
25(1) (1991) 1–35.[3] P. Cuenat, D. Kobel and E. Zufferey, Bull. OIV, 701–
702 (1989) 519–537.[4] P. Noilet, Diplôme universitaire d’expérimentation
et de Recherche en Enologie et Ampélologie.Université Victor Segalen Bordeaux 2, 2004, 135 p.
[5] M. Mietton-Peuchot, V. Milisic and P. Noilet,Desalination, 148 (2002) 125–129.
[6] V. Milisic and M. Hamachi, Proc. 3rd Nanofiltrationand Applications Workshop, 2001, pp. 26–28.
[7] I. Kiss, G. Vatay and E. Bekassy-Molnar,Desalination, 162 (2004) 295–300.
[8] J. Regan, Fermentation, 3(4) (1990) 235–237.[9] K. Bui, R. Dick, G. Moulin and P. Galzy, Am. J.
Enol. Vitic., 37(4) (1986) 297–300.[10] N. Chinaud and P. Broussous, J. Int. Sci. Vigne Vin,
25(4) (1993) 245–250.[11] J.L. Escudier, Rev. fr. œno., 119 (1989) 56–61.[12] J.E. Rasmussen, E. Schultz, R.E. Snyder, R.S. Jones
and C.R. Smith, Am. J. Enol. Vitic., 46(2) (1995)278–280.
[13] C. Smith, OIV 1997, Groupe d’Expert Technologiedu Vin, Office International de la Vigne et du Vin,Paris.
[14] P. Ugarte, E. Agosin, E. Bordeu and J.I. Villalobos,Am. J. Enol. Vitic., 56(1) (2005) 30–36.
[15] California Energy Commission, Internal Report,November 2001, 24 p.